Изобретение относится к технологии механической обработки, а именно к объемной вибрационной обработке деталей свободным абразивом, и может быть использовано в различных отраслях машиностроения.
Известно устройство для объемной вибрационной обработки, представляющее собой кольцевой контейнер, получающий колебания от вибропривода, обеспечивающего перемещение рабочей среды по дну контейнера в режиме, близком к безотрывному (а.с. N 787459, М кл. B 24 B 31/06).
Основным недостатком данного устройства является то, что технологические режимы обработки варьируются за счет изменения амплитуды и частоты колебаний, при этом закон движения контейнера остается постоянным. Кроме того, при отделочных процессах с низкой степенью шероховатости, съем металла поверхности деталей в единицу времени мал, длительность процесса велика, т.е. интенсивность известного процесса недостаточна.
Известно устройство для объемной вибрационной обработки, представляющее собой контейнер, установленный на водиле и получающем вращение (а. с. N 918051, М кл. B 24 B 31/06).
Недостатком указанного устройства является невозможность интенсифицировать процесс обработки, т.к. это скажется на ухудшении качества обрабатываемых деталей.
Ближайшим техническим решением по технической сути и достигаемому результату является устройство для отделочной обработки (патент N 1715560 A1, М кл. B 24 B 31/027) принятый в качестве прототипа.
Известное устройство включает обработку деталей технологической средой в камере, которой сообщаются колебательные движения по закону конического маятника. Устройство содержит камеру, подвешенную на упругом элементе, оснащенную электроприводом и систему вибровозбуждения.
Недостатком известного устройства, как динамической системы, является наличие неуравновешенной массы подвижных частей М0 с центром масс О, момент инерции которой J0 испытывает существенные изменения за каждый период колебаний. Система требует динамической балансировки, что ограничивает возможности работы на интенсивных режимах из-за неустранимых колебаний корпуса устройства.
Техническим результатом является интенсификация процесса обработки при одновременном улучшении качества и снижении величины шероховатости поверхности.
Указанный технический результат достигается тем, что устройство снабжено средством для статической и динамической балансировки, выполненным в виде связанного с приводом водила, на одном конце которого установлен противовес для статической балансировки, а на другом его конце в подшипниковой опоре под углом к горизонту смонтирован вал, связанный с дополнительной эластичной диафрагмой, закрепленной в дополнительной опоре, расположенной соосно с первой опорой, при этом на упомянутом валу установлен противовес для динамической балансировки.
Динамическая балансировка системы не может быть произведена известным приемом путем присоединения к ней противовеса массой m с центром масс О2, расположенным на расстоянии r от вертикальной оси вращения ZZ1, нормально относительно приведенного центра масс системы Оп с выполнением условия mr2= J0, так как при вращении подвижных частей вокруг вертикальной оси ZZ1, положение центра масс О определяется положением подвижной оси OZ, проходящей через центр масс О и точку подвеса Z. За полпериода пространственных колебаний, т.е. при повороте маятника на 180o, центр масс О перемещается в положение O', показанное пунктиром, при этом масса М0 поворачивается на угол 2ϕ вокруг своего центра масс O'.
Возникающий момент инерционных сил по координате ϕ связан с вращением вокруг центра масс О со скоростью  и не может быть уравновешен ни подбором массы противовеса m, ни изменением величины r, так как вращение вокруг вертикальной оси ZZ1 характеризуется угловой скоростью ω ортогональной ϕ и они не связаны между собой.
и не может быть уравновешен ни подбором массы противовеса m, ни изменением величины r, так как вращение вокруг вертикальной оси ZZ1 характеризуется угловой скоростью ω ортогональной ϕ и они не связаны между собой.
Статическая балансировка осуществляется с помощью принципа Даламбера уравновешиванием главного вектора сил системы  подбором массы противовеса, чтобы при вращении системы вокруг вертикальной оси ZZ1 возникала уравновешивающая сила
подбором массы противовеса, чтобы при вращении системы вокруг вертикальной оси ZZ1 возникала уравновешивающая сила  величина которой обеспечивает выполнение условия
величина которой обеспечивает выполнение условия 
Сравнение заявляемых технических решений с прототипом позволило установить их соответствие критерию "новизны".
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и, следовательно, можно сделать вывод об их соответствии критерию "изобретательский уровень".
На фиг. 1 изображено устройство для отделочной обработки.
Устройство состоит из рабочей камеры 1 с герметичной крышкой 2 и закрепленной, с помощью поджатия, болтом 3 в приводное устройство, выполненное в виде рамки 4. Ось камеры 1 может быть смещена относительно оси подвеса приводного устройства на величину эксцентриситета ε.
Приводное устройство подвешено с помощью маятника 5, жестко соединенного с рамкой 4, к центральной части эластичной диафрагмы 6, по наружному диаметру закрепленной к верхней части опоры 7 устройства.
В нижней части рамки 4 приводного устройства соосно с осью маятника 5 прикреплена полуось 8, опирающаяся на подшипниковую опору, состоящую из подшипника 9, помещенного в корпус 10 с крышкой 11.
Корпус 10 прикреплен к верхнему водилу 12 с продольным прямоугольным пазом и валом 13. Положение оси вращения вала 13 относительно паза верхнего водила 12 и полуоси 8 фиксируется болтом 14. Вал 13 находится в подшипниковом узле, состоящем из стакана 15, смонтированного в станину устройства 16. Внутри стакана расположены подшипники 17. Стакан 15 закрыт крышкой 18.
К нижней части вала 13 жестко крепится нижнее водило 19 с подшипниковой опорой 20, аналогичной подшипниковой опоре верхнего водила. На противоположном конце водила 19 смонтирован противовес для статической балансировки 21 с подвижной и регулируемой массой m.
В подшипниковую опору 20 вмонтирован вал 22, в средней части которого расположен противовес для динамической балансировки 23 в виде подвижной массы M1.
Положение противовеса для динамической балансировки 23 на валу 22 фиксируется, например, с помощью винтовой пары и контргайками 24.
В нижней части вал 22 жестко крепится к центру дополнительной эластичной диафрагмы 25 по наружной поверхности, закрепленной к дополнительной опоре 26 устройства.
В средней части вала 13 между дном стакана 15 и нижним водилом 19 находится шкив 27, жестко закрепленный на валу 13. Вращение на шкив 27 передается от электродвигателя или вариатора (условно не показано), например через клиноременную передачу 28.
Устройство работает следующим образом.
В камеру 1 загружают обрабатываемые детали и технологическую среду. Камеру закрывают крышкой 2, устанавливают в рамку 4 и закрепляют поджатием болта 3. После включения электродвигателя ось, проходящая через ось маятника 5 и полуось 8, совершает пространственные колебания по закону конического маятника с угловой скоростью ω и амплитудой в донной части камеры R.
Для динамической балансировки системы противовес для динамической балансировки с подвижной массой M1 с моментом инерции J1 перемещается вдоль вала 22 до установления полной симметрии изменения суммарного момента инерции системы, являющейся суммой J0+J1 относительно вертикальной оси. В этом случае оставшаяся статическая неуравновешенность системы по горизонтальной оси легко уравновешивается противовесом 21 массой m как за счет подбора величины массы m, так и за счет величины r, т.е. ее расположения от горизонтальной оси. Равновесие по горизонтальной оси достигается с помощью принципа Даламбера уравновешиванием главного вектора сил системы R подбором массы противовеса, чтобы при вращении системы вокруг вертикальной оси ZZ1 возникала уравновешивающая сила Fy, величина которой обеспечивает выполнение условия R+Fy=0.
Динамическую балансировку устройства необходимо проводить в рабочем состоянии, т.е. при загруженной камере 1.
В настоящее время проводятся предварительные экспериментальные исследования технологических возможностей устройства, которые показали, что чистовое полирование деталей типа "бегунков" для прядильных машин осуществляется за 2 часа вместо 24 часов по существующей технологии, а удаление заусенцев, скругление острых кромок и чистовое полирование на деталях типа "контакты" осуществляется за 10 - 15 мин на латунных деталях и за 26 - 30 мин на стальных.
Обработка производилась на средних режимах (амплитуда R=12...15), конструктивные возможности устройства позволяют интенсифицировать процесс еще в 4 - 5 раз при работе на амплитудах R= 45...50 мм и более.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2330752C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2356720C2 |
| РЕВЕРСИВНОЕ УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2443535C2 |
| Способ отделочной обработки деталей и устройство для его осуществления | 1989 |
|
SU1715560A1 |
| УСТРОЙСТВО ЦЕНТРОБЕЖНО-ПЛАНЕТАРНОЕ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2333825C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2001 |
|
RU2212309C2 |
| Устройство для вибрационной обработки | 1986 |
|
SU1362607A1 |
| Устройство для центробежно-планетарной абразивной обработки деталей | 1987 |
|
SU1509234A1 |
| ВИБРОПЕРЕДАЮЩИЙ ЭЛЕМЕНТ | 1989 |
|
RU2016669C1 |
| Устройство для отделочно-зачистной обработки деталей | 1989 |
|
SU1689037A1 |
Устройство предназначено для отделочной обработки деталей свободным абразивом с использованием пространственных колебаний, совершаемых по закону конического маятника. Рабочая камера в виде усеченного конуса посредством маятника связана с приводом и с эластичной диафрагмой, размещенной в опоре. Средство для статической и динамической балансировки представляет собой водило с противовесами для статической и динамической балансировки. Вал, на котором установлен противовес для динамической балансировки, расположен под углом к горизонту и связан с дополнительной эластичной диафрагмой. Последняя закреплена в дополнительной опоре, установленной соосно с первой опорой. Повышена интенсивность процесса обработки, а также ее качество. 2 з.п. ф-лы, 1 ил.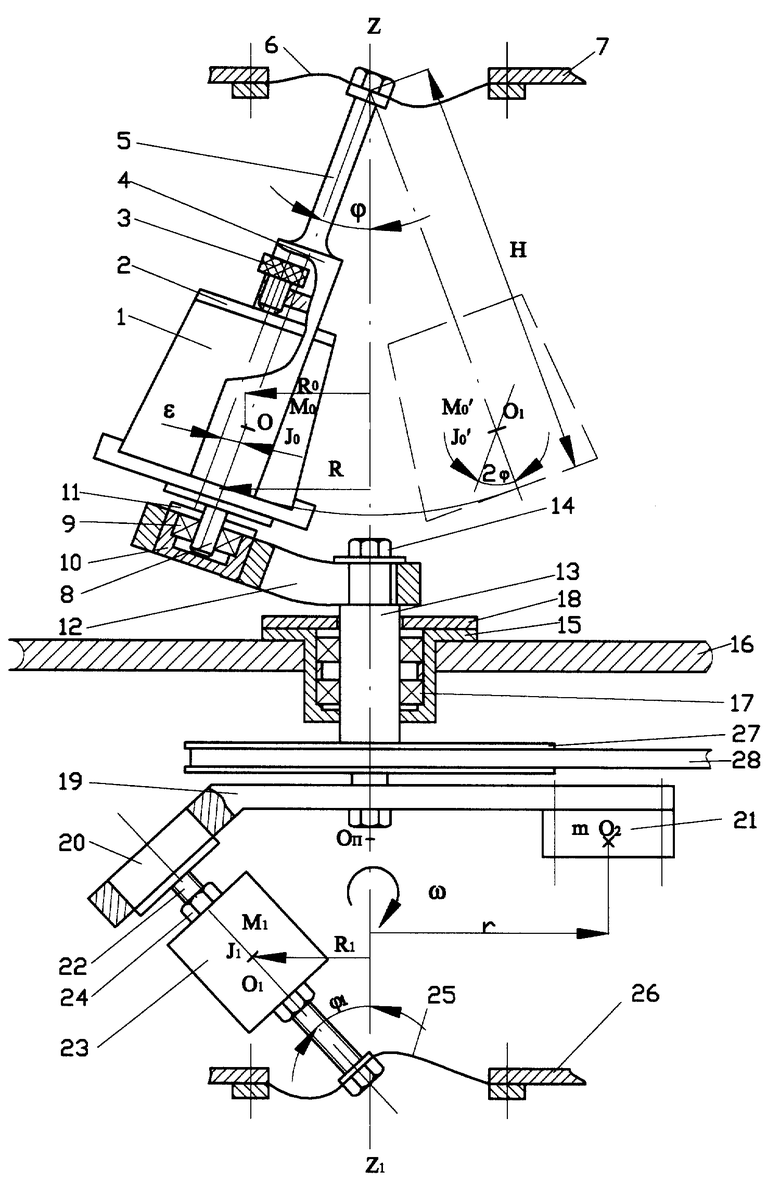
| Способ отделочной обработки деталей и устройство для его осуществления | 1989 |
|
SU1715560A1 |
| Устройство для галтовки деталей | 1978 |
|
SU742114A2 |
| Устройство для галтовки деталей | 1979 |
|
SU812535A1 |
| Устройство для галтовки деталей | 1990 |
|
SU1705038A2 |
| Устройство для планетарно-центробежной обработки деталей | 1983 |
|
SU1146180A1 |
| DE 3711944 A1, 20.10.88 | |||
| Герметизирующая композиция | 1984 |
|
SU1249056A1 |
| GB 1351174 A, 24.04.74. | |||
