Изобретение относится к процессам, с помощью которых можно эффективно изготавливать обладающие определенными характеристиками искусственные стекловидные волокнистые продукты (ИСВ-продукты) с использованием для этого единой производственной линии, содержащей одну или несколько групп вращающихся, формирующих волокно роторов.
Хорошо известно изготовление ИСВ-продуктов из расплавленного минерала путем разливки расплавленного минерала на верхний ротор из группы вращающихся роторов, каждый из которых установлен на отдельной по существу горизонтальной оси и которые размещены таким образом, что расплав отбрасывается с верхнего ротора на следующий ротор в группе или на каждый следующий ротор в группе по очереди, что ведет к отбрасыванию волокон от каждого следующего ротора так, что волокна собираются в форме войлока (обычно в присутствии связующего), а в результате уплотнения войлока получается требующийся ИСВ-продукт.
Известны различные конструкции групп роторов. Известно также, например, применение двух расположенных рядом групп роторов, на каждой из которых производят волокно, которое собирают в единый войлочный мат на одной производственной линии.
Формирование войлока из волокон обычно осуществляется путем переноса волокон воздушными потоками от роторов на проницаемый экран и может сопровождаться созданием перекрестной слоистости с целью получения более толстого войлока. Полученный войлок подвергают затем одной или нескольким операциям уплотнения с тем, чтобы получить готовый продукт, обладающий нужной плотностью.
Операции уплотнения, которым подвергается войлок, могут включать различные комбинации расслаивания, пропитки связующими, поперечного сжатия и сжатия путем каландирования или другие способы уплотнения по направлению толщины. Их подбирают с целью получения готового продукта, обычно в форме толстого листа, обладающего нужной плотностью и нужной толщиной.
Существует много различных видов ИСВ-продуктов, и условия производства выбирают согласно конкретному виду требующейся продукции. Так, например, легковесные продукты, предназначенные в первую очередь для теплоизоляции, обычно обладают плотностью ниже приблизительно 60 кг/м3 и могут содержать относительно небольшое количество связующих. Продукты, от которых требуется жесткость, позволяющая использовать их, например, в качестве конструкционных материалов, могут обладать более высокой плотностью, обычно выше 100 кг/м3, и могут содержать большее количество связующих. Для некоторых целей, например для получения среды для выращивания плодовых культур, требуется получать относительно жесткие продукты, обладающие низкой плотностью.
Теоретически было бы желательным предназначить для производства жестких продуктов одну производственную линию с оптимальными техническими характеристиками, соответствующими этой задаче, а для производства легковесных продуктов предназначить другую производственную линию с соответствующими оптимальными техническими характеристиками.
К сожалению, на практике часто бывает невыгодно предназначать производственную линию для изготовления только одного вида продукции. Вместо этого обычно требуется, чтобы любая производственная линия могла производить различные виды продукции, от самых легких легковесных продуктов до самых плотных жестких продуктов.
Отклонения в качестве продукции, которые можно получить на одной и той же производственной линии, часто достигаются в первую очередь за счет варьирования количества включаемого связующего, а также варьирования условий сбора и уплотнения волокон. Некоторые отклонения в характеристиках волокна могут быть обеспечены, например, путем изменения химического состава расплава, с тем чтобы получить расплав, обладающий различной вязкостью и, следовательно, различными характеристиками формирования волокна. Однако для перехода от одного расплава к другому обычно требуются значительные затраты рабочего времени, поскольку необходимо полностью израсходовать находящиеся в резервуаре образующие расплав компоненты, что происходит довольно медленно и связано со значительными неудобствами.
В соответствии с этим обычно необходимо или использовать для производства различных продуктов различные производственные линии, каждая из которых настроена на выпуск определенного продукта, или выпускать разные продукты на одной производственной линии путем варьирования количества связующего и/или условий уплотнения, оставляя при этом сами волокна по существу неизменными для каждого продукта. В частности, когда одна и та же производственная линия предназначается для поочередного производства легковесного и жесткого продуктов, комплект роторов и нормальное ускорение каждого ротора необходимо подбирать таким образом, чтобы добиться компромисса, позволяющего получить удовлетворительные результаты по обоим видам продукции, не задумываясь о том, какие характеристики волокна могли бы обеспечить получение оптимальных показателей по каждому отдельному виду продукции.
Группа роторов (или каждая группа, если их количество превышает одну) занимает фиксированное положение, однако известна, например из патента США 3159475, конструкция, предусматривающая поворот группы роторов относительно по существу горизонтальной оси, которая по существу параллельна осям роторов. Изменение положения первого следующего ротора относительно верхнего ротора может повлиять на формирование волокна. На диаметр волокон может оказать влияние изменение нормального ускорения роторов. Ссылки можно сделать, например, на заявки WO92/12939, WO92/12940 и WO92/10436.
Обычно привод роторов осуществляется от одного или нескольких двигателей, установленных с одной стороны роторов, например так, как показано в патенте США 5143532. Однако известно также использование двигателя, соосного с ротором, как показано в патенте EP-A-347418.
Было бы желательно иметь возможность производить на одной и той же производственной линии как легковесные, так и более грубые ИСВ-продукты с использованием для этого расплава, имеющего, по существу, постоянный химический состав. В частности, было бы желательно иметь возможность производить продукты, в которых свойства волокна подобраны исходя из необходимости получить оптимальные рабочие характеристики данных продуктов, и не зависят от ограничений, налагаемых необходимостью иметь возможность производить оба вида продуктов на одной и той же производственной линии.
Согласно изобретению, предлагается производить легковесные и другие ИСВ-прдукты путем:
- разливки расплавленного минерала на верхний ротор из группы вращающихся роторов, каждый из которых установлен на отдельной по существу горизонтальной оси и которые размешены таким образом, что расплав отбрасывается с верхнего ротора на следующий ротор в группе, или на каждый следующий ротор в группе по очереди, что ведет к отбрасыванию волокон от каждого следующего ротора,
- формирования из волокон войлока и
- уплотнения войлока, и в этом процессе
- расплав имеет по существу постоянный химический состав
- привод каждого ротора осуществляется индивидуально с контролируемым нормальным ускорением с помощью отдельного двигателя, связанного с этим ротором, и
- процесс осуществляется поочередно
(а) с приводом роторов с первыми значениями нормальных ускорений, так что волокна, полученные в ходе процесса, обладают средним диаметром не более 3,5 мкм, а уплотнение войлока осуществляется с целью формирования легковесного продукта плотностью до 60 кг/м3, и
(б) с приводом роторов со вторыми значениями нормальных ускорений, подобранных так что волокна, полученные в ходе процесса, имеют средний диаметр волокна по меньшей мере 4 мкм.
Частично изобретение основывается на возможности использования одной и той же группы роторов для изготовления совершенно различных видов продукции, и для оптимизации свойств волокна в каждом виде продукции, с использованием группы роторов, в которой привод каждого ротора осуществляется индивидуально с контролируемым нормальным ускорением, причем нормальные ускорения контролируются так, чтобы получить диаметр волокна, оптимальный для конкретного вида продукта. В частности настоящее изобретение позволяет при использовании одной и той же группы роторов, оптимизировать процесс изготовления легковесного продукта, обладающего высокими теплоизоляционными свойствами благодаря небольшому диаметру волокна, или обладающего высокой плотностью или иного более жесткого продукта, обладающего этими характеристиками благодаря большему среднему диаметру волокна.
Хотя сущность изобретения заключается в том, что и легковесные продукты, и продукты с большим диаметром волокна должны изготавливаться поочередно с использованием одного и того же устройства, за счет простого варьирования нормальных ускорений и, возможно, других характеристик процесса причем, конечно, вовсе необязательным является изготовление обоих видов продуктов. Требуется просто, чтобы имелась возможность выпускать иногда оба вида продуктов. Кроме того, в дополнение к изготовлению двух описанных видов продукции это же устройство может использоваться для производства других, промежуточных продуктов. Оно может также использоваться для производства разнообразных легковесных продуктов и/или разнообразных продуктов с большим диаметром волокна.
Нормальным ускорением ротора является показатель G,
где G = rΩ2,
где r - радиус ротора и
Ω - угловая скорость ротора, равная
где n - количество оборотов в минуту.
Вторые нормальные ускорения будут ниже первых нормальных ускорений, поскольку возрастание нормального ускорения ведет к уменьшению среднего диаметра волокна.
Хотя существует возможность реализации изобретения с использованием группы роторов, состоящих просто из верхнего ротора и первого следующего ротора, обычно в группе бывает два, а чаще всего три следующих ротора. В частности желательно, чтобы нормальное ускорение каждого следующего ротора, и в общем каждого ротора в процессе (а) по меньшей мере в два раза, и часто по меньшей мере в три или в четыре раза превышало нормальное ускорение соответствующего ротора в процессе (б). Оно может превышать нормальное ускорение в процессе (б) в шесть раз и даже в некоторых случаях в восемь раз.
При работе согласно процессу (б) нормальное ускорение верхнего ротора обычно бывает менее 30 км/сек2, например 5 иди 8-10 км/сек2. При изготовлении легковесных продуктов (процесс (а)) нормальное ускорение верхнего ротора обычно превышает 40 км/сек2, например 50-100 или 150 км/сек2.
При изготовлении более грубых продуктов (процесс (б)) нормальные ускорения следующего или каждого следующего ротора обычно бывают менее 100 км/сек2, хотя в некоторых случаях могут использоваться более высокие значения, например до 125 км/сек2. Обычно нормальное ускорение бывает менее 85 км/сек2. Обычно оно превышает 15 или 25 км/сек2. Часто является желательным, чтобы нормальное ускорение последнего следующего ротора превышало нормальное ускорение первого следующего ротора, например в соотношении от 1:1,2 до 1:3. Нормальное ускорение последнего ротора обычно составляет по меньшей мере 30, и предпочтительно по меньшей мере 45 или 50 км/сек2, достигая, например, 70 или 80 км/сек2.
При изготовлении легковесных продуктов в процессе (а) нормальное ускорение следующего или каждого следующего ротора обычно превышает 100 км/сек2, и часто превышает 130 км/сек2. В частности, обычно является желательным, чтобы по меньшей мере последний следующий ротор обладал нормальным ускорением, равным по меньшей мере 120 км/сек2, часто по меньшей мере 150 км/сек2 и иногда более 200 км/сек2. Оно может достигать, например, 350 км/сек2, однако обычно не требуется, чтобы оно превышало приблизительно 300 км/сек2 и часто оно бывает менее 250 км/сек2.
Во всех случаях нормальное ускорение каждого отдельного ротора подбирают с учетом размеров волокна, получаемых в нужном продукте. В частности, нормальное ускорение верхнего ротора и других роторов обычно выбирают таким образом, чтобы доля "дроби" (волокон толщиной более 63 мкм) была меньше 35%, предпочтительно меньше 32% в более грубых продуктах (процесс б) и ниже 28% в легковесных продуктах (процесс а).
Одна и та же группа роторов используется поочередно для производства продуктов, средний диаметр волокна в которых не превышает 3 мкм, составляя, например, от 2 до 3 мкм (процесс а) и с другой стороны для производства продуктов, имеющих средний диаметр волокна не менее 4 мкм, достигающий 5 или 5,5 мкм и даже больше. Так, например, диаметр может составлять по меньшей мере 4,5 мкм, часто от 4,7 до 4,9 мкм. Удобство процесса заключается в том, что он может также использоваться для производства продуктов, имеющих промежуточное значение диаметра волокна в диапазоне от 3 до 4 мкм, например, около 3,5 мкм.
В этом описании средний диаметр волокна измеряется с помощью растрового электронного микроскопа способом измерения на основе длины, описанным в работе TIMA/Analytical Chimica Acta, 193, 280-288, "Fiber diameter measurement of Bulk Man Made Vitreous Fiber". Разброс геометрических размеров составляет предпочтительно около 2.
Для того, чтобы варьировать нормальное ускорение роторов в зависимости от того, используются ли они в процессе А, процессе Б или каких-либо других процессах, необходимо варьировать скорость вращения роторов. Хотя варьирование скорости ротора может быть достигнуто с помощью двигателя, обладающего постоянной частотой вращения, при наличии зубчатой передачи, позволяющей изменять скорость ротора, вращаемого указанным двигателем, желательно, чтобы привод ротора осуществлялся непосредственно от двигателя с регулируемой частотой вращения со средствами управления частотой вращения этого ротора. Подходящими двигателями этого типа являются двигатели с регулированием частоты. Предпочтительно каждый ротор является частью узла ротора с приводом, который содержит ротор, двигатель с регулированием частоты, средства управления двигателем и приводной вал, соединяющий между собой двигатель и ротор, и обычно соосный с обоими. Необходимо иметь возможность регулировать частоту вращения каждого ротора независимо от других роторов, с тем чтобы иметь возможность оптимизировать процесс. Однако при желании второй и третий следующие роторы могут приводиться во вращение с одинаковой скоростью.
В дополнение к варьированию нормальных ускорений таким образом, чтобы получать волокно различного диаметра, существует также возможность варьировать другие характеристики процесса, так чтобы обеспечить дальнейшую оптимизацию условий формирования волокна в зависимости от того, какой конкретный продукт требуется. Такие другие характеристики процесса включают вязкость расплава, положение первого следующего ротора относительно верхнего ротора и любое воздушное дутье, которое применяется над роторами.
Изменение вязкости расплава достигается путем изменения температуры расплава, например путем изменения условий среды, существующей между печью, в которой получают расплав, и верхним ротором. Иногда возможно изменение химического состава расплава, однако на этот подход нельзя возлагать надежду при переходе от процесса а к процессу б. В соответствии с этим изобретение предусматривает сохранение по существу постоянного химического состава расплава в течение времени, достаточного для выполнения обоих процессов а и б с использованием расплава с этим по существу неизменным составом.
Группа роторов предпочтительно монтируется в кожухе, и в этом случае все двигатели (когда двигатели соосны с роторами) предпочтительно также размещаются внутри кожуха. Этот кожух, и вместе с ним вся группа роторов, может поворачиваться относительно по существу горизонтальной оси, которая является по существу параллельной осям роторов. Это позволяет изменять угол между горизонталью и проведенной ниже ее линией между центрами верхнего ротора и первого следующего ротора в соответствии с нужными условиями формирования волокна. В частности, часто бывает желательно, чтобы этот угол был больше в тех случаях, когда роторы производят волокна большей толщины, чем при производстве более тонких волокон. Так, например, угол может быть по меньшей мере на десять градусов больше, когда роторы производят волокно со средним диаметром по меньшей мере 4,0 мкм, чем когда роторы производят волокно со средним диаметром не более 3,0 мкм. Так, например, угол может составлять от 0 до 20, часто от 5 до 15 и предпочтительно от 8 до 12 градусов при производстве тонкого волокна и от 15 до 40, часто от 25 до 35 градусов при производстве волокна большей толщины.
Каждый следующий ротор предпочтительно снабжается прорезью для подачи воздуха вокруг и рядом с этим ротором, предназначенной для выдачи воздушного дутья рядом и по существу параллельно периферии ротора с осевым компонентом для выноса ИС-волокон в осевом направлении от периферии ротора, например так, как описано в заявке WO92/06047. Вращение ротора будет стремиться придать воздушному потоку некоторую тангенциальную составляющую, однако часто бывает желательным, чтобы воздушному дутью придавалась тангенциальная составляющая, которая может быть по существу одинаковой или же может варьироваться в разных точках вокруг ротора, например так, как описано в WO92/06047. При желании объем воздушного дутья и/или его ориентация и/или его положение относительно каждого ротора может варьироваться в зависимости от природы получаемого продукта. Так, например, желательно, чтобы вентиляторы или другие средства, которые применяются для придания тангенциальной или иной направленности воздушному дутью, могли настраиваться в зависимости от характера продукта. Так, они могут устанавливаться под различными углами для процессов (а) и (б). Например, воздух может иметь большую (например, 15-45o) тангенциальную составляющую в процессе (а) и низкую или нулевую (например, 0-20o) в процессе (б).
Термоотверждаемое связующее обычно вводится в состав продуктов с помощью обычного средства применения связующего, которое может быть соосным с роторами или может обычным образом размещаться вокруг роторов. Количество связующего, которое применяется для упомянутых легковесных продуктов, обычно составляет 10-25 г/кг, обычно от 10 до 20 г/кг минерального волокна, в то время как количество связующего, применяемого для жестких продуктов, обычно составляет 25-60 г/кг, обычно от 25 до 35 г/кг минерального волокна.
Формирование войлока может представлять собой или непосредственное формирование войлока в ходе единой операции, или обычное собирание холста, сопровождаемое его перекрестным складыванием с целью получения неуплотненного войлока. Собирание холста или войлока обычно выполняется на проницаемом экране, образующем основание или конечную стенку камеры волокнообразования, через которую волокна от роторов переносятся воздухом, засасываемым через экран и оставляющим при этом волокна на экране. Обычно существует только одна группа роторов, подающих волокна в камеру волокнообразования, однако рядом друг с другом могут быть установлены две группы и более.
Неуплотненный войлок подвергают затем операциям уплотнения, которые могут быть обычными для производимых конкретных легковесных или жестких продуктов. Так, например, легковесные продукты могут уплотняться простым каландрованием, которое при желании может сопровождаться перекрестным наложением или другим прослаиванием с целью увеличения толщины. Жесткие продукты могут также быть выполнены посредством каландрования с наложением или без него, причем весь процесс имеет своей задачей увеличение плотности. Так, простое каландрование может оказаться достаточным для получения достаточной плотности, или же может потребоваться множество операций каландрования. Продукт может быть подвергнут поперечному сжатию и/или продольному сжатию, причем все это осуществляется обычным образом.
Условия уплотнения (и другие условия скрепления и формирования волокон, предусмотренные процессом) выбираются таким образом, что легковесные продукты, предназначенные в первую очередь для получения теплоизоляции, имеют плотность не более 60 кг/м3, часто не более чем приблизительно 40 или 50 кг/м3. Такие продукты обычно имеют плотность по меньшей мере 20 или 30 кг/м3.
Предпочтительные продукты этого типа имеют плотность в диапазоне от 20 до 50 кг/м3, средний диаметр волокна в диапазоне от 2,5 до 3 мкм и содержание связующего в диапазоне от 1 до 2%.
Более грубые продукты, изготовленные в соответствии с условиями процесса б, могут быть сжаты до подобного продукта с низкой плотностью, например, в случае, когда они предназначаются для использования в качестве среды для выращивания плодовых культур, но предпочтительно войлок в процессе б уплотняется до плотности по меньшей мере 100 кг/м3. Она может достигать, например, 250 кг/м3. Обычно она находится в диапазоне от 140 до 180 или 200 кг/м3. Такие продукты могут использоваться в качестве жестких, конструкционных, изоляционных продуктов. Предпочтительный продукт этого типа имеет средний диаметр волокна от 4 до 5 мкм, плотность от 140 до 180 кг/м3 и содержание связующего от 2,5 до 3,5%.
Ниже изобретение будет описано со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 показано изображение спереди устройство формирования волокна, предназначенное для использования в данном изобретении;
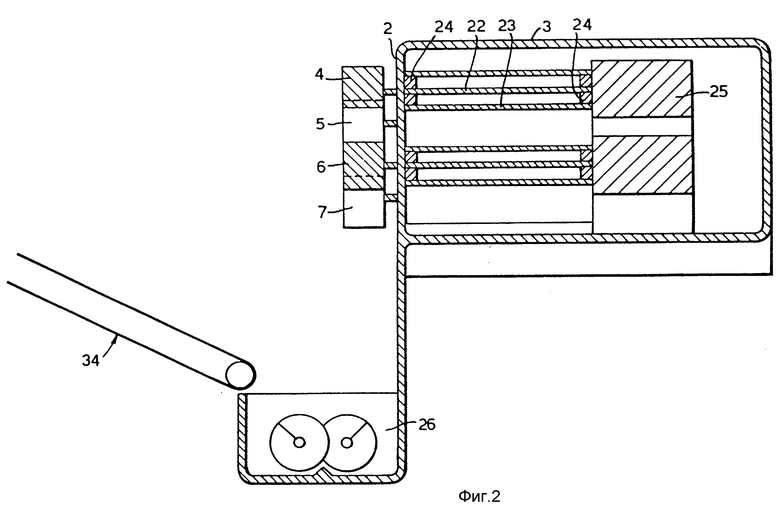
на фиг. 2 показан разрез устройства, показанного на фиг. 1, по линии II-II,
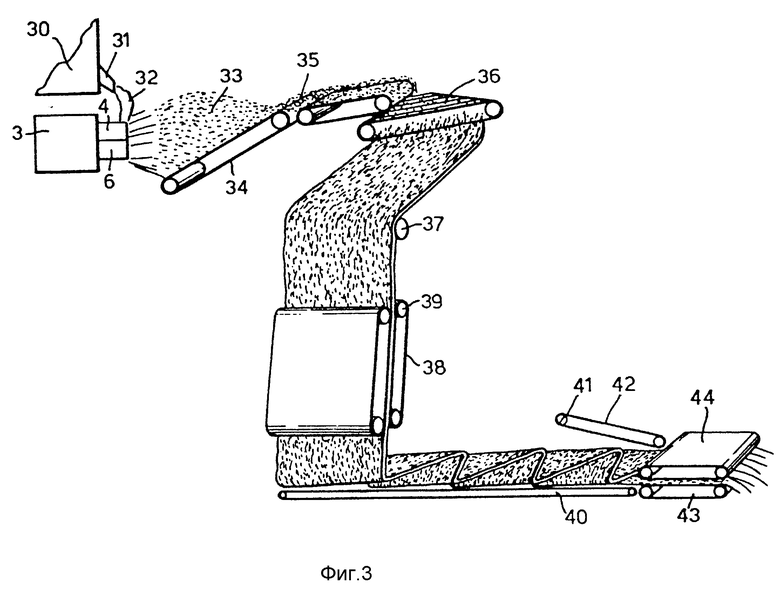
на фиг. 3 показано схематическое изображение типичного устройства для собирания волокон в форме войлока и уплотнения этого войлока.
Устройство содержит группу 1 роторов, каждый из которых установлен на передней поверхности 2 кожуха 3. Группа размещена в одном конце камеры для приема расплава, поступающего из плавильной печи. Каждый ротор установлен на ведомой оси, которая позволяет вращать его с большой окружной скоростью. Группа состоит из четырех роторов: верхнего ротора 4, который вращается против часовой стрелки, второго формирующего волокно ротора (т.е. первого следующего ротора) 5, вращающегося по часовой стрелке, третьего формирующего волокно ротора 6, вращающегося против часовой стрелки и четвертого формирующего волокно ротора 7, вращающегося по часовой стрелке. Воздушные прорези 8, 9, 10 и 11 связаны соответственно с роторами 4, 5, 6 и 7, причем каждая прорезь охватывает только часть ротора. Обычно каждая прорезь охватывает по меньшей мере 1/3 периферии связанного с ней ротора, охватывая обычно наружную часть группы роторов. Обычно она охватывает не более 2/3 или 3/4 периферии.
Каждая прорезь обеспечивает сообщение с камерой подачи воздуха, находящейся внутри кожуха. Вся группа роторов установлена таким образом, чтобы поворачиваться на оси вращения 16 при условии должного регулирования опор 17. Обычно степень поворота бывает такова, что угол α между горизонталью и линией, соединяющей оси каждого из роторов 4 и 5 можно регулировать в диапазоне не менее 10o, например между величиной, которая может составлять всего ноль или 10o и величиной, которая может достигать 30 или 40o.
Связующее может выбрасываться из форсунок 18 для подачи связующего, соосных с каждым из роторов и расположенных на передней поверхности каждого ротора и/или через средства подачи связующего 19, размещенные вокруг роторов или размещенные в других подходящих местах обычным образом. Дополнительный воздух может продуваться через различные воздушные отверстия 20 и 21.
Верхний ротор в настоящем изобретении обычно имеет диаметр в диапазоне от 100 до 250 мм, часто порядка 150-200 мм. Каждый следующий ротор в изобретении обычно имеет диаметр в диапазоне от 150 до 400 мм, обычно от 220 до 350 мм. Так, например, каждый следующий ротор (ротор 5) может иметь диаметр в диапазоне от 220 до 300 мм, в то время как оставшиеся следующие роторы могут иметь диаметр в диапазоне от 300 до 350 мм.
Как показано на фиг. 2, в кожухе 3 помещаются двигатель и приводной вал каждого из роторов. Так, например, ротор 4 установлен на валу 22, который заключен в гильзе 23 и подшипниках 24 и который имеет положительный привод от регулируемого частотой двигателя 25, снабженного средствами (не показаны) варьирования скорости вращения вала 22 и ротора 4. На фиг. 2 не показаны подача воздуха и подача связующего.
Вся производственная линия обычно состоит из печи 30 с выпускным отверстием 31, через которое расплав 32 разливают на ротор 4 из группы роторов, установленной на кожухе 3. Часть расплава отбрасывается от ротора 4 в форме волокон или "дроби", но большая часть попадает по траектории 12 на ротор 5, вращающийся в направлении, противоположном направлению вращения ротора 4. Часть материала отбрасывается от ротора 5 в форме волокон обычно в области прорези 9, но остальная часть отбрасывается по траектории 13 на вращающийся в противоположном направлении ротор 6. Часть материала отбрасывается в форме волокон в области прорези 10, в то время как остальная часть отбрасывается по траектории 14 на вращающийся в противоположном направлении ротор 7. Значительная часть превращается в волокна в общем направлении 15, но остальной расплав преобразуется в волокна вокруг остальной поверхности ротора 7. "Дробь" собирается в бункере 26.
Волокно и впрыснутое в волокно связующее переносятся вперед, как показано позицией 33, и собираются на пористом наклонном экране 34, находящемся в основании накопительной камеры (не показана). Полученный холст 35 подается от этого экрана на участок перекрестного наложения, состоящий из переворачивающего устройства 37, с помощью которого холст поворачивают под прямым углом, пропускают над валком 37 и между осуществляющими поперечное наложение лентами 38, совершающими возвратно-поступательные движения относительно осей верхних роликов 39, осуществляя таким образом поперечное складывание из холста войлока, который доставляется конвейером 40 к зазору 41 между наклоненным книзу верхним конвейером 42 и нижним конвейером 40, в котором происходит постепенное сжатие холста 39 с последующим его каландрованием между каландировыми лентами 43 и 44, За счет варьирования зазора между лентами 42 и 40 и лентами 44 и 43, и за счет варьирования скорости перемещения холста и войлока можно легко варьировать плотность продукта, выходящего из пространства между лентами 43 и 44.
Этот продукт можно обычным образом пропустить через печь с целью отверждения связующего.
Ниже приведен пример реализации изобретения. В этом примере ротор 4 имеет диаметр 185 мм, ротор 5 - 250 мм, и роторы 6 и 7 - по 330 мм. Работа обычным образом при нормальном ускорении на роторах 4, 5, 6 и 7, равном соответственно 14 км/сек2, 41 км/сек2, 80 км/сек2 и 94 км/сек2 и вязкости расплава на роторе 4, равном 15 пуаз, позволяет получить продукт со средним диаметром волокна 3,5 мкм. Связующее впрыскивали с волокнами в количестве 1,4% с последующим уплотнением до плотности 30 кгм3, когда требовались легковесные продукты. Связующее впрыскивали с волокнами в количестве 3,5% с последующим уплотнением до плотности 160 кг/м3, когда требовались жесткие продукты.
Затем процесс был изменен в соответствии с настоящим изобретением и испробовано использование другого расплава, дающего вязкость расплава на роторе 4, равную 20 пуазам при той же температуре расплава (1480oC).
В частности, легковесные продукты изготавливали путем изменения скорости роторов 4, 5, 6 и 7, так что они обеспечивали нормальное ускорение 70 км/сек2, 150 км/сек2, 200 км/сек2 и 270 км/сек2. Средний диаметр волокна составил 2,5 мкм. Связующее впрыскивали в количестве 1,4%, а войлок уплотняли до плотности 30 кг/м3. Этот продукт обладал улучшенными теплоизолирующими свойствами по сравнению с продуктом аналогичной плотности с волокном диаметром 3,5 мкм.
Затем роторы замедлили, так что они обеспечивали нормальное ускорение 14 км/сек2, 27 км/сек2, 47 км/сек2 и 50 км/сек2 соответственно. Средний диаметр волокна составил 5,0 мкм. Связующее впрыскивали в количестве 3,5%, а продукт уплотняли до плотности 160 кг/м3.
Жесткость двух продуктов плотностью 160 кг/м3 (со средним диаметром волокна 3,5 и 5,0 мкм) измерили согласно системе DIN. Продукт с волокном диаметром 3,5 мкм обладал жесткостью около 1450 кН/м2, в то время как продукт с волокном диаметром 5,0 мкм обладал жесткостью около 1920 кН/м2. Это демонстрирует улучшение жесткости, достигаемое за счет увеличения диаметра волокна при сохранении остальных условий неизменными.
Искусственные стекловидные волокнистые продукты изготавливаются путем разливки расплавленного минерала на верхний ротор из группы роторов с индивидуальными приводами. Каждый из роторов установлен на отдельной горизонтальной оси и приводится во вращение отдельным управляемым двигателем. Роторы размещены таким образом, что расплав отбрасывается с верхнего ротора на следующие роторы или на каждый следующий ротор в группе по очереди, что ведет к отбрасыванию минеральных волокон от следующего или каждого следующего ротора. Из волокон формируется войлок, который подвергают уплотнению. Процесс осуществляется поочередно с приводом роторов с первыми значениями нормальных ускорений, выбранных так, что волокна, полученные в ходе процесса, обладают средним диаметром не более 3,5 мм, а уплотнение войлока осуществляется с целью формирования легковесного продукта плотностью до 60 кг/м3, и с приводом роторов со вторыми значениями нормальных ускорений, выбранных так, что волокна, полученные в ходе процесса, имеют средний диаметр волокна по меньшей мере 4 мкм. 10 з.п.ф-лы, 3 ил.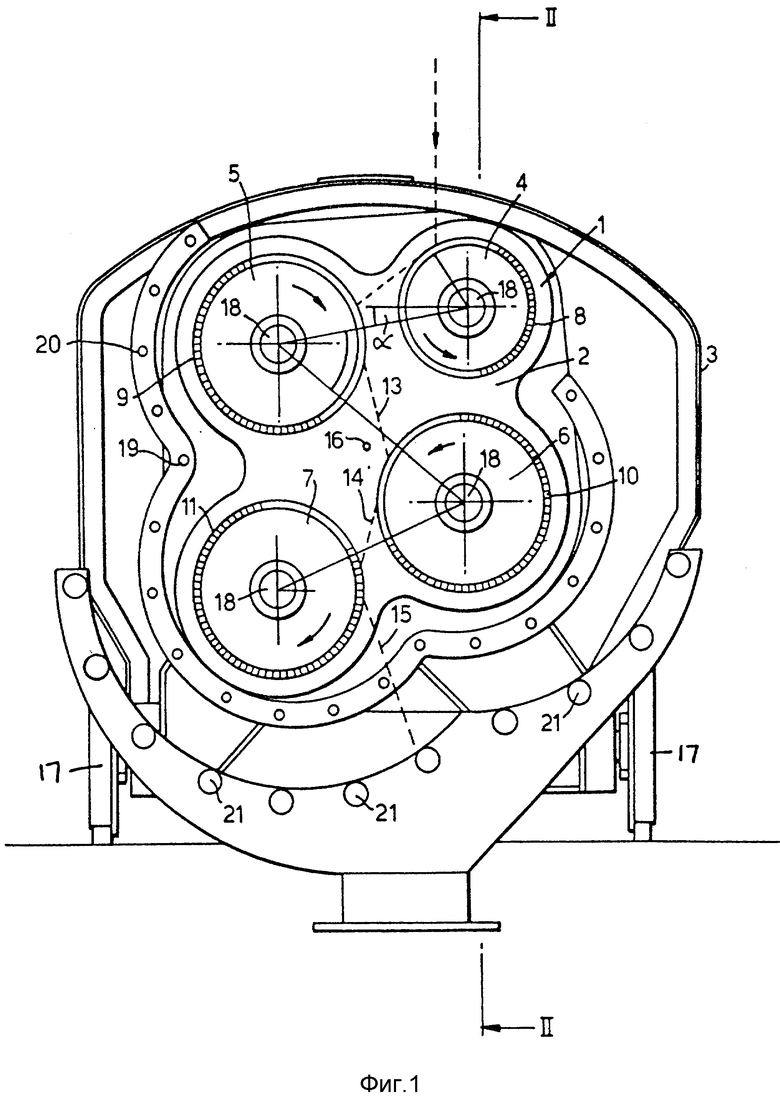
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Многовалковая центрифуга | 1981 |
|
SU1028610A1 |
| Способ получения волокна из минерального расплава и устройство для его осуществления | 1982 |
|
SU1068401A1 |
| Ртутный преобразователь | 1981 |
|
SU999119A1 |
| US 3159475 А, 01.12.94. | |||
