Изобретение относится к формозамыкающему устройству для машины для литья под давлением согласно ограничительной части пункта 1 формулы изобретения.
Формозамыкающее устройство этого типа известно из патента ФРГ DE 37 18 106 A1 (форма выполнения согласно фиг. 5), в котором подвижная, формозажимная плита имеет возможность перемещения с помощью ходовых шпинделей, опирающихся на неподвижную формозажимную плиту в ходе замыкания и размыкания, и в котором рост давления замыкания осуществляется посредством гидравлических узлов поршень-цилиндр, опирающихся на неподвижную формозажимную плиту и взаимодействующих с ходовыми шпинделями. В этом устройстве шпиндели, наряду с быстроосуществляемым ходом размыкания и замыкания, воспринимают также полное усилие растяжения при создании усилия замыкания с помощью узлов цилиндр-поршень. Поэтому ходовые шпиндели необходимо рассчитать как на выполнение функции перемещения, так и на создание усилия замыкания, вследствие чего ходовые шпиндели необходимо выполнять сравнительно тяжелыми.
Кроме того, из Европейского патента ЕР 0 381 107 A2 известно формозамыкающее устройство, в котором ходовые шпиндели, закрепленные на неподвижной формозажимной плите, соединены с подвижной формозажимной плитой с помощью маточных гаек, осуществляющих от привода вращения движения размыкания и замыкания. Так как рост давления замыкания осуществляется через гидравлические узлы цилиндр-поршень, которые опираются на маточные гайки, и здесь также ходовые шпиндели должны рассчитываться с учетом восприятия сил растяжения, возникающих при высоком давлении замыкания.
В основу изобретения положена задача усовершенствовать формозамыкающее устройство вышеуказанного типа таким образом, чтобы при обеспечении высокого давления замыкания с помощью гидравлических узлов цилиндр-поршень рассчитать привод перемещения посредством ходовых шпинделей в основном лишь в соответствии с требованиями быстрых движений размыкания и замыкания. Эта задача решается отличительными признаками пунктов 1 и 4.
Предпочтительные выполнения и признаки изобретения содержатся в подпунктах.
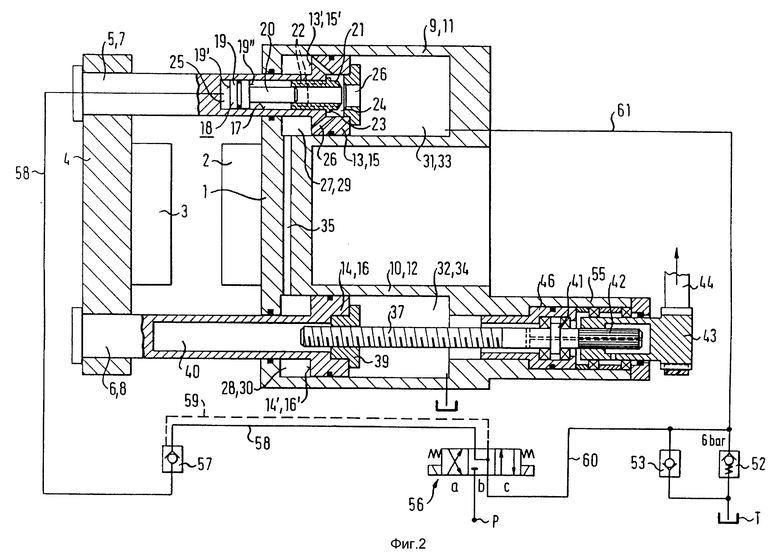
На фиг. 1 схематически показан продольный разрез формозамыкающего устройства машины для литья под давлением по линии 1-1 на фиг. 4,
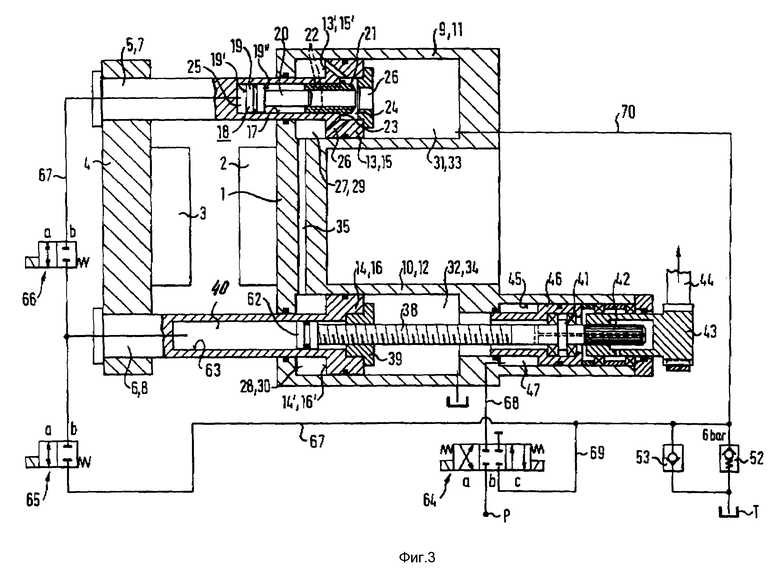
фиг. 2 - схематически продольный разрез формозамыкающего устройства другой формы выполнения,
фиг. 3 - схематически продольный разрез формозамыкающего устройства еще одной формы выполнения и
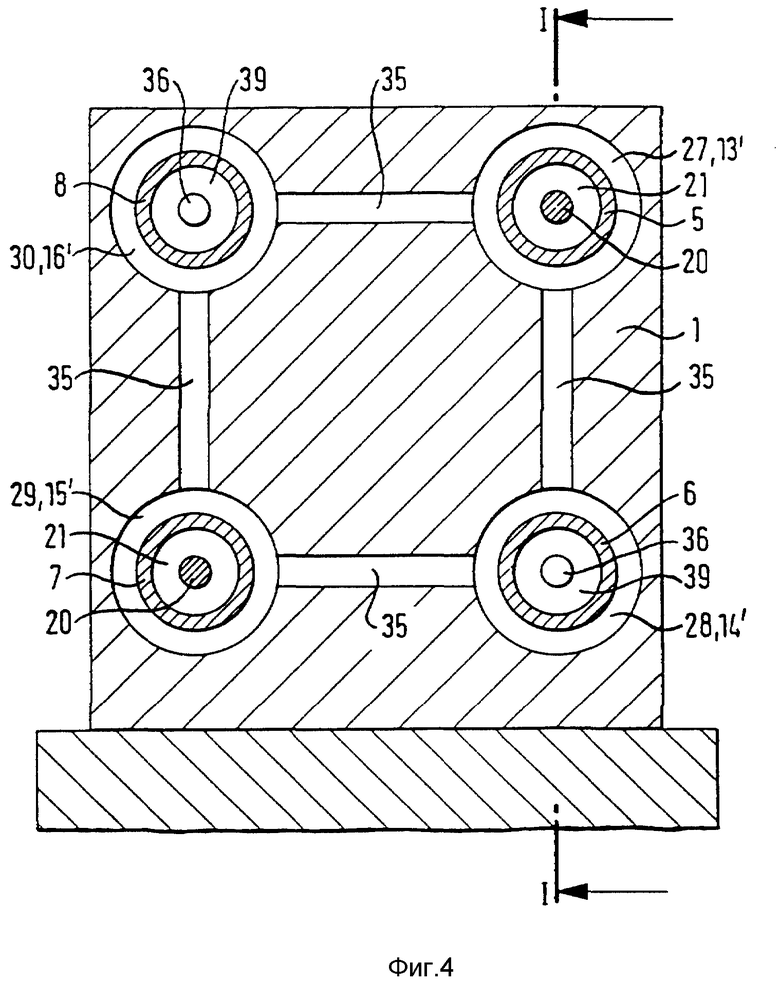
фиг. 4 - общее поперечное сечение формозамыкающих устройств по фиг. 1-3 по линии IV-IV на фиг. 1.
На фиг. 1 показано формозамыкающее устройство машины для литья под давлением с неподвижной формозажимной плитой 1 с первой половинкой 2 инструмента и с подвижной формозажимной плитой 4, несущей на себе вторую половинку 3 инструмента, закрепленных в четырех узлах 5-8 поршень-стойка, проходящих через неподвижную формозажимную плиту 1 и перемещающихся в ней в четырех основных гидравлических цилиндрах 9-12 с поршнями 13-16.
Четыре узла 5-8 поршень-стойка выполнены двух типов, при этом узлы 5 и 7 поршень-стойка снабжены каждый узлом мультипликатора, а узлы 6 и 8 поршень-стойка снабжены каждый узлом ходовых шпинделей.
Каждый узел мультипликатора узлов 5 и 7 поршень-стойка состоит из цилиндра 17 мультипликатора, в котором перемещается двухступенчатый поршень-мультипликатор 18, имеющий поршень 19 большего размера, соответствующего диаметру цилиндра 17 мультипликатора, и меньший поршень 20, окруженный корпусом клапана, состоящим из клапанной втулки 21. Клапанная втулка 21 соответствует по наружному диаметру преимущественно диаметру цилиндра 17 мультипликатора и аксиально перемещается в нем, а также относительно меньшего поршня 20. Клапанная втулка 21 имеет на своей внешней поверхности, по меньшей мере, одну аксиально проходящую канавку 22. Аксиальная перемещаемость клапанной втулки 21 ограничена в направлении замыкания наружным кольцевым упором 23 и в направлении размыкания посредством упорных приспособлений, действующих между концевой частью меньшего поршня 20 и концевой частью на внутреннем периметре клапанной втулки 21 (на чертеже не показаны).
Поршень-мультипликатор 18 делит цилиндр 17 мультипликатора на полость 24 мультипликатора со стороны замыкания и полость 25 мультипликатора со стороны размыкания.
Полость 25 мультипликатора со стороны размыкания является составной частью прохода 26 в поршне 13, 15, который делит основной гидроцилиндр 9, 11 на полость 27, 28 со стороны замыкания и полость 31, 32 со стороны размыкания. Проход 26 может перекрываться клапанной втулкой 21.
Аналогичным образом поршни 14 и 16 узлов 6 и 8 поршень-стойка, каждый из которых оснащен узлом ходовых шпинделей 6 и 8, делят эти полости 10 и 12 основного цилиндра на полости 29 и 30 цилиндра со стороны замыкания и полости 33 и 34 цилиндра со стороны размыкания.
Все полости 27, 28 и 29, 30 цилиндра со стороны замыкания соединены друг с другом каналами 35.
Узлы ходовых шпинделей узлов 6 и 8 поршень-стойка состоят каждый из ходового шпинделя 36, 37, 38, который находится в резьбовом соединении с маточной гайкой 39, закрепленной в поршне 14, 16, и входит в отверстие 40 в узел 6 и 8 поршень-стойка.
Кроме того, ходовые шпиндели 36, 37, 38 имеют упорный подшипник 41, а также конец 42, которым ходовой шпиндель связан с возможностью перемещения с приводом вращения, из которого на чертеже показана только приводная шестерня 43, которая через ременную передачу 44 приводится от серводвигателя с позиционным регулированием. Серводвигатель, предпочтительно, состоит из электродвигателя.
Вышеописанные признаки и приспособления идентичны для всех трех форм выполнения согласно фиг. 1 - 3. Поэтому дальше будут описываться только особенности каждой формы выполнения.
1. Форма выполнения по фиг. 1
1.1. Конструктивное выполнение
Ходовой шпиндель 36 в форме выполнения по фиг. 1 проходит через полость 32 цилиндра со стороны размыкания и входит в подключенную вторую полость 45 цилиндра, в которой установлен ходовой шпиндель 36 с упорным подшипником 41 в поршневом узле 46, который разделяет вторую полость 45 цилиндра на вторую полость 47 цилиндра со стороны замыкания и вторую полость цилиндра со стороны размыкания (в представленном положении поршневого узла 46 ее нет).
От второй полости 47 цилиндра со стороны замыкания гидравлический трубопровод 48 ведет к первому многоходовому клапану 49 (четырехходовой трехпозиционный - 4/3 - ходовой клапан) с коммутационными позициями a, b и c. От гидравлического трубопровода 48 ответвляется гидравлический трубопровод 50 ко второму многоходовому клапану 51 (четырехходовой двухпозиционный - 4/2 - ходовой клапан) с коммутационными позициями a и b, через который может осуществляться соединение и разъединение между второй полостью 47 цилиндра со стороны замыкания и полостью 25 цилиндра со стороны размыкания. Через первый многоходовой клапан 49 гидравлический трубопровод 48 по выбору может подключаться к источнику напорной жидкости P или через обратный клапан 52 с противодавлением (6 бар) к баку T. Через второй обратный клапан 53, функционирующий как подсасывающий клапан, гидравлическая среда может отбираться из бака T. Полость 31 цилиндра со стороны размыкания находится в соединении через гидравлический трубопровод 54 и обратный клапан 52 с противодавлением (6 бар) с баком T.
1.2. Описание работы устройства
1.2.1. Ускоренное замыкание формозамыкающего устройства
Для этого во вторую полость 47 цилиндра со стороны замыкания через коммутационную позицию с первого многоходового клапана 49 подают рабочую жидкость из источника P рабочей жидкости, после чего поршневой блок 46 занимает правое положение, представленное на фиг. 1. Второй многоходовой клапан 51 находится в коммутационной позиции b, благодаря чему гарантируется, что поршень-мультипликатор 18 удерживает клапанную втулку 21 в положении, показанном на фиг. 1, в котором проход 26 между полостью 27 цилиндра со стороны замыкания и полостью 31 цилиндра со стороны размыкания открыт. При вращении ходового шпинделя 36 обе половинки 2 и 3 инструмента сближаются друг с другом до полного контакта. При этом за счет привода ходового шпинделя 36 от электрического серводвигателя с позиционным регулированием может осуществляться точное позиционирование. Во время встречного перемещения половинок 2 и 3 инструмента осуществляется переключение масла для гидросистем из полостей 31 и 33 цилиндра со стороны размыкания через проходы 26 и каналы 35 к полостям 27 - 30 цилиндра со стороны замыкания, причем недостающее количество масла для гидросистем восполняется через трубопровод 54 и подсасывающий клапан 53.
1.2.2. Рост давления при замыкании
Для этого первый ходовой клапан 49 устанавливается в коммутационную позицию b, а второй ходовой клапан 51 - в коммутационную позицию а. При дальнейшем вращении ходового шпинделя 36 в направлении замыкания поршневой блок 46 перемещается влево из положения согласно фиг. 1, после чего масло для гидросистем, поступившее во вторую полость 47 цилиндра со стороны замыкания, подается по гидравлическим трубопроводам 48 и 50 и второй многоходовой клапан 51 в полость 25 мультипликатора со стороны размыкания и осуществляет перемещение поршня-мультипликатора 18 и клапанной втулки 21, благодаря чему сначала проход 26 закрывается клапанной втулкой 21. При дальнейшем перемещении поршня-мультипликатора 18 за счет разности давлений на поверхностях 19' и 19'' достигается увеличение давления, которое распространяется через сквозную канавку 22 в клапанной втулке 21 и создает на кольцевых поршневых поверхностях 13' - 16' необходимое давление замыкания.
1. 2. 3. Снижение давления
Для снятия давления замыкания, действующего на кольцевые поршневые поверхности 13' - 16', второй многоходовой клапан 51 устанавливается в коммутационную позицию а и первый многоходовой клапан 49 - в коммутационную позицию а, вследствие чего поршень-мультипликатор 18 без давления подключается к баку T. Вторая полость 47 цилиндра со стороны замыкания подключается к источнику P рабочей жидкости таким образом, что поршневой блок возвращается в крайнее положение, показанное на фиг.1.
1.2.4. Ускоренное размыкание формозамыкающего устройства
Для этого первый и второй многоходовой клапаны 49 и 51 устанавливаются в одинаковую коммутационную позицию, как и во время проведения процесса замыкания, однако при этом направление вращения ходового шпинделя 36 меняется на противоположное, вследствие чего происходит перемещение половинок 2 и 3 инструмента в стороны друг от друга.
2. Форма выполнения по фиг. 2
2.1. Конструктивное выполнение
В форме выполнения по фиг. 2 ходовой шпиндель 37 установлен с возможностью свободного вращения, однако без осевого перемещения с помощью упорного подшипника 41 в корпусе 55, примыкающем к основному гидравлическому цилиндру 10. Гидравлическая система состоит из источника P рабочей жидкости, многоходового клапана 56 с коммутационными позициями a, b и c, свободно подключаемого обратного клапана 57, подсасывающего клапана 53, обратного клапана 52 с противодавлением, бака T, а также гидравлических трубопроводов 58 - 61.
2.2. Описание работы
2.2.1. Ускоренное замыкание формозамыкающего устройства. Для этого многоходовой клапан 56 устанавливается в позицию b, показанную на фиг. 2, в которой открывается проход 26 в поршнях 13, 15, благодаря чему при вращении ходового шпинделя 37 и перемещении вследствие этого половинок 2 и 3 инструмента в сторону друг от друга масло для гидросистемы может перетекать из обеих полостей 31 и 33 цилиндра со стороны размыкания в полости 27 - 30 цилиндра со стороны замыкания, причем недостаточный объем масла может восполняться через подсасывающий клапан 53 и гидравлический трубопровод 61. Вращение ходового шпинделя 37 останавливается, когда обе половинки 2 и 3 инструмента входят в контакт друг с другом.
2.2.2. Рост усилия замыкания
Для этого многоходовой клапан 56 устанавливается в коммутационную позицию с, в которой масло для гидросистемы поступает из источника P рабочей жидкости через гидравлический трубопровод 58 в полость 24 мультипликатора со стороны замыкания и с помощью поршня-мультипликатора 18 вызывает увеличение давления замыкания, описанного в 1.2.2.
2.2.3. Снижение давления
Для снятия давления замыкания, действующего на кольцевые поршневые поверхности 13' - 16', многоходовой клапан 56 устанавливается в коммутационную позицию а, в которой через гидравлический трубопровод 59 свободно включается обратный клапан 57, благодаря чему давление жидкости, оказываемое на поршень-мультипликатор 18 может быть снято сливом ее через гидравлические трубопроводы 58 и 60 в бак T.
2.2.4. Ускоренное размыкание формозамыкающего устройства
Для этого многоходовой клапан 56 устанавливается в коммутационную позицию b. При вращении ходового шпинделя 37 в таком направлении, при котором половинки 2, 3 инструмента расходятся друг от друга, в полостях 27 цилиндра со стороны замыкания создается давление, которое вызывает через проход 26 возвратное перемещение поршня-мультипликатора 18 и клапанной втулки 21 в положение, показанное на фиг. 2, благодаря чему проход 26 между полостями 27, 29 цилиндра со стороны замыкания полностью свободен, благодаря чему при движении в стороны друг от друга может осуществляться выравнивание объемов между полостями 27 - 30 цилиндров со стороны замыкания и полостями 31 - 33 цилиндров со стороны размыкания. Избыточное масло для гидросистемы отводится через гидравлический трубопровод 61 в бак T.
3. Форма выполнения по фиг. 3
3.1. Конструктивное выполнение
Ходовой шпиндель 38 согласно фиг. 3 соответствует в части привода ходовому шпинделю 36 согласно фиг. 1. Ходовой шпиндель 38 на конце, погруженном в узел 6 (8) поршень-стойка имеет гидравлический шпиндельный поршень 62, направляемый в шпиндельном цилиндре 63. Гидравлическая система состоит из источника P рабочей жидкости, первого многоходового клапана 64 с тремя коммутационными позициями а - с, второго многоходового клапана 65 с коммутационными позициями a и b, а также третьего многоходового клапана 66 с коммутационными позициями a и b. Описанные выше многоходовые клапаны 64 - 66 подключены через гидравлические трубопроводы 67 - 70 к полости 24 мультипликатора со стороны размыкания, шпиндельному цилиндру 63, второй полости 47 цилиндра со стороны замыкания, полости 31, 33 цилиндра со стороны размыкания и к баку T.
3.2. Описание работы устройства
3.2.1. Ускоренное замыкание формозамыкающего устройства
Для этого первый многоходовой клапан 64 включается в коммутационную позицию с, вследствие чего во вторую полость 47 цилиндра со стороны замыкания подается рабочая жидкость от источника P рабочей жидкости, и поршневой блок 46 занимает крайнее правое положение, показанное на фиг. 3. Второй многоходовой клапан 65 включается в коммутационную позицию а, при которой за счет сближения половинок 2 и 3 инструмента, вызванного вращением шпинделя, масло для гидросистемы, вытесняемое шпиндельным поршнем 62 из шпиндельного цилиндра 63, может поступать по гидравлическому трубопроводу 67 в бак T. Третий многоходовой клапан 66 включается в коммутационную позицию с, при которой обеспечивается, что поршень-мультипликатор 18 и клапанная втулка 21 остаются в положении, показанном на фиг. 3, в котором при перемещении поршней 13 - 16 в положение замыкания может происходить обмен объемами масла между полостями 31 и 33 цилиндра со стороны размыкания и полостями 27 - 30 цилиндра со стороны замыкания.
3.2.2. Рост давления замыкания
Для этого первый многоходовой клапан 64 включается в коммутационную позицию а, при которой масло для гидросистемы, находящееся во второй полости 47 цилиндра, со стороны замыкания может поступать по гидравлическому трубопроводу 69 в бак T, если ходовой шпиндель 38 продолжает вращаться, когда поршни 13 - 16 находятся в положении замыкания для того, чтобы шпиндельный поршень 62 мог переместиться дальше в шпиндельный цилиндр 63 с целью создания гидравлического давления для воздействия на поршень-мультипликатор 18. Так как поршни 13 - 16 находятся в положении замыкания, в котором половинки 2 и 3 инструмента находятся в контакте друг с другом, вращение ходового шпинделя 38 вызывает перемещение поршневого блока 46 влево настолько, чтобы цилиндрический поршень 62 вошел в шпиндельный цилиндр 63. Второй многоходовой клапан 65 включается тогда в коммутационную позицию b, а третий многоходовой клапан 66 - в коммутационную позицию а, вследствие чего давление жидкости, созданное в шпиндельном цилиндре 63, может передаваться по трубопроводам 68 и 67 к поршню-мультипликатору 18. Тогда с помощью поршня-мультипликатора 18 осуществляется повышение давления замыкания, соответствующее повышению в описании работы по 1.2.2.
3.2.3. Снижение давления
Для снятия давления замыкания, действующего на кольцевые поршневые поверхности 13' - 16', первый многоходовой клапан 64 включается в коммутационную позицию а, в которой вторая полость 47 цилиндра со стороны замыкания находится в подсасывающем соединении с баком T. Второй многоходовой клапан 65 и третий многоходовой клапан 66 включены оба в коммутационную позицию а, вследствие чего жидкость может поступать из полости 25 мультипликатора со стороны размыкания и шпиндельного цилиндра 63 в бак T.
3.2.4. Ускоренное размыкание формозамыкающего устройства
Для этого первый многоходовой клапан 64 включается в коммутационную позицию с, в которой во вторую полость 47 цилиндра со стороны замыкания подается рабочая жидкость из источника P рабочей жидкости, вследствие чего поршневой блок 46 перемещается в крайнее положение, показанное на фиг. 3. Одновременно с этим происходит вращение ходового шпинделя 38 для обеспечения возврата поршневого блока 46 и для осуществления после достижения им крайнего положения движения размыкания. Второй многоходовой клапан 65 включается в коммутационную позицию а, при которой по гидравлическим трубопроводам 68 и 67 масло для гидросистемы может засасываться из бака T в шпиндельный цилиндр 63. Третий многоходовой клапан 66 включается в коммутационную позицию b, при которой обеспечивается, что поршень-мультипликатор 18 и клапанная втулка 21 находятся в отведенном назад положении, при котором освобождается проход 26, вследствие чего при движении размыкания может осуществляться без помех обмен объемами масла между полостями 27-30 цилиндра со стороны замыкания и полостями 31 и 33 цилиндра со стороны размыкания, причем избыточные объемы масла могут отводиться через гидравлический трубопровод 61 к баку T.
Формозамыкающее устройство для машины для литья под давлением содержит неподвижную и подвижную формозажимные плиты, несущие половинки инструмента, и ходовые шпиндели. Последние установлены с возможностью свободного перемещения в одном направлении на неподвижной формозажимной плите. Устройство содержит привод вращения для приведения в действие ходовых шпинделей и гидравлический узел цилиндр-поршень, взаимодействующий с ходовыми шпинделями для создания усилия замыкания. Для ускоренного перемещения и передачи усилия подвижной формозажимной плите использованы только ходовые шпиндели. По другому варианту исполнения формозамыкающее устройство имеет узлы поршень-стойка двух типов. Каждый узел мультипликатора состоит из поршня-мультипликатора и клапанного корпуса. В первом положении функционирования гидравлической системы осуществляется ускоренное замыкание. Во втором положении происходит рост давления замыкания. В третьем положении давление снижается, рабочая жидкость покидает полость мультипликатора. Устройство обеспечивает быстрое движение размыкания - замыкания формы при обеспечении высокого давления и имеет уменьшенную массу. 2 с. и 6 з.п.ф-лы, 4 ил.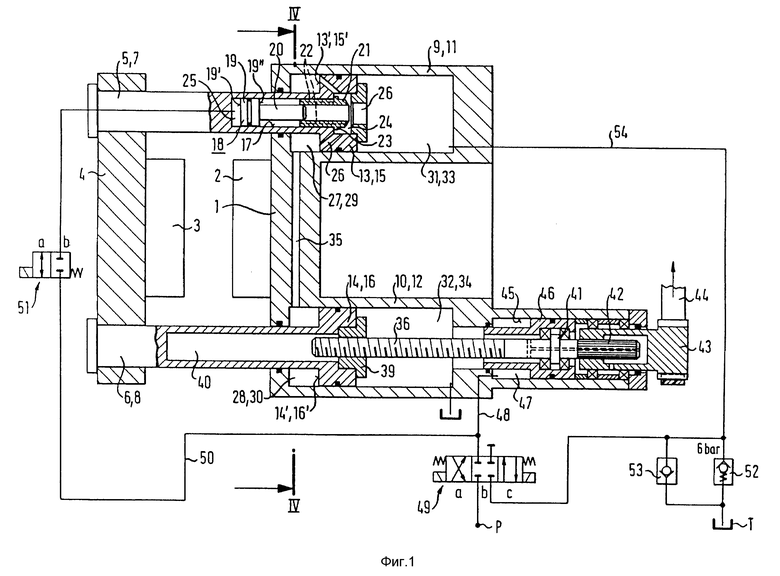
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИИ ИНДУКТОРОВ | 0 |
|
SU381107A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВЕРИ И ДВЕРЬ | 2003 |
|
RU2247207C2 |
| Способ очистки сточных вод от нефтепродуктов | 1981 |
|
SU971816A1 |
| Механизм запирания форм литьевых машин для переработки пластмасс | 1972 |
|
SU466118A1 |
| Механизм запирания полуформ литьевой машины | 1974 |
|
SU960036A1 |
| Механизм запирания полуформ литьевой машины | 1977 |
|
SU668178A1 |

