(54) МЕХАНИЗМ ЗАПИРАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ
1
Изобретение относится к переработке пластических материалов, а именно к устройствам для литья под давлением термопластичных и термореактивных масс.
Известен двухступенчатый механизм запирания литьевой машины, состоящий из неподвижных плит, соединенных колоннами, по которым перемещается подвижная плита, жестко связанная с поршнем, цилиндр которого перемещается с помощью винта от гайки, приводимой во вращение с помощью механических средств либо электродвигателем, либо гидродвигателем. В этом механизме быстрое перемещение подвижной плиты осуществляется винтовой парой, а цилиндр, укрепленный на винте, развивает основное усилие запирания J Недостатком конструкции является то, что перемещение силового цилиндра механизма запирания вместе с подвижной плитой затрудняет подвод к нему потока рабочей жидкости. Наличие больших инерционных масс не позволяет увеличить скорость перемещения подвижной плиты, а следовательно увеличить производительность литьевой машины.
Известен также механизм запирания литьевой машины, содержащий полуформы, смонтированные на плитах, одна из которых жестко соединена с винтом, взаимодействующим с обхватывающей его гайкой, соединенной с приводным валом ее вращения и выполненной с дополнительной резьбой, направленной противоположно резьбе винта, и силовой цилиндр с поршнем, расположенным соосно гайке 2.
Недостатками известного механиз а яв10ляются его значительные габариты и наличие подвижных узлов с большим весом, что уменьшает производительность.
Цель изобретения - уменьшение габаритов механизма и повышение его произ15водительности.
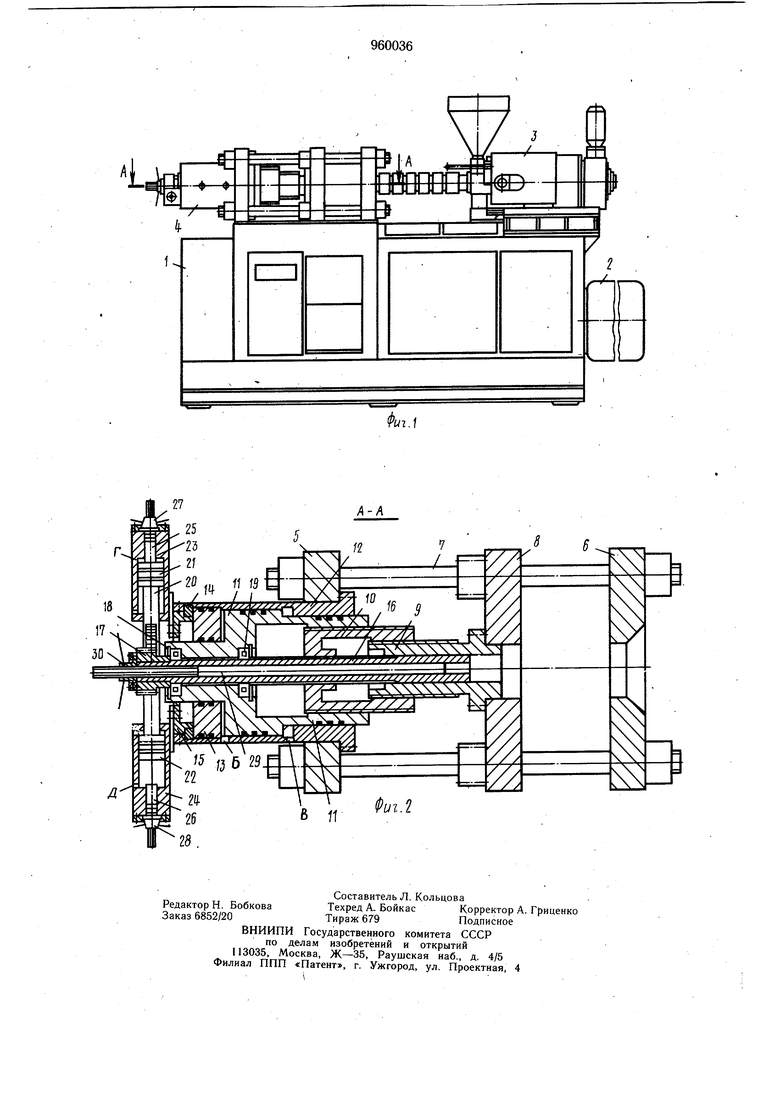
Достигается указанная цель благодаря тому, что поршень силового цилиндра выполнен полым и снабжен по внутренней его поверхности резьбой, взаимодействующей 20 с дополнительной резьбой гайки, которая выполнена по наружной поверхности гайки, при этом приводной вал гайки расположен соосно ей и соединен с гайкой по ее внутренней поверхности. На фиг. 1 показана литьевая машина, общий внд; на фиг. 2 - разрез А-А на фиг. 1 Литьевая машина состоит из станины 1, на которой установлены гидропривод 2, механизм 3 пластикации и впрыска и двухступенчатый механизм 4 запирания. Механизм 4 запирания полуформ (не показан) содержит неподвижные плиты 5 и 6, скрепленные колоннами 7, несуш.ими подвижную плиту 8, на которой жестко закреплен инт 9, взаимодействующий с гайкой 10. Наружная резьба гайки 10 и винта 9 имеют обратное друг другу направление нарезки. Гайка 10 наружной резьбой взаимодействует с внутренней резьбой полого поршня 11, расположенного в гидравлическом силовом цилиндре 12, закрепленном в нео1-ТТ.1Л. ПОДВИЖНОЙ плите 5. Цилиндр 12 имеет входные отверстия Б и В для подачи потока жидкости от системы управления гидропривода 2 и днище 13, которое крепится к силовому цилиндру 12 с помощью полуколец 14 и крышки 15. Гайка 10 с одной стороны имеет внутренние шлицы, в которые входит щлицевой приводной вал 16, выведенный через полый поршень 11 и несущий на конце шестерню 17. В поршне 11 вал 16 опирается на подшипники 18 и 19. Шестерня 17 сцеплена с зубчатой рейкой 20, имеющей на конце поршни 21 и 22, размещенные в цилиндрах 23 и 24 с упорами 25 и 26, ход которых регулируется с помощью гаек 27 и 28. Цилиндры 23 и 24 имеют входные отверстия Г и Д для подачи потока жидкости от системы управления гидропривода 2. Внутри вала 16 смонтирован выталкиватель 29, который перемещается с помощью гайки 30. Механизм работает следующим образом. При подаче рабочей жидкости от системы управления гидропривода 2 в отверстие Г цилиндра 23 поршень 21 перемещает рейку 20 до упора 26, настроенного на заданный размер высоты пресс-формы. Рейка 20 через щестерню 17 вращает щлицевой вал 16, а следовательно, и гайку 10, которая вывинчивается из поршня И. Одновременно ввиду наличия разного направления нарезки из гайки 10 выдвигается винт 9, перемещая подвижную плиту 8 с двойной линейной скоростью. По окончании движения подвижной плиты 8, поток жидкости от гидропривода 2 подается через отверстие Б в поршневую полость силового цилиндра 12 и осуществляется основное усилие прижима через поршень 11, гайку 10, винт 7 и плиту 8 на пресс-форму. После этого механизмом пластикации и впрыска 3 осуществляется подача материала в пресс-форму. По истечении времени, необходимого на отведение детали, поток жидкости от гидропривода 2 подается через отверстие В в штоковую полость силового цилиндра 12 и происходит отрыв подвижной плиты 8. Одновременно происходит отвод механизма пластикации и впрыска в исходную позицию. Далее поток жидкости подается через отверстие Д в цилиндр 24. Поршень 22 переолллмещает рейку 20 до упора 25, настроенного на заданный размер холостого хода, и механизм запирания приходит в исходное положение. Литьевая машина снова готова к повторению цикла. Формула изобретения Механизм запирания полуформ литьевой машины, содержащий полуформы, смонтированные на плитах, одна из которых жестко соединена с винтом, взаимодействующим с обхватывающей его гайкой, соединенной с приводным валом ее вращения и выполненной с дополнительной резьбой, направленной противоположно резьбе винта, и силовой цилиндр с поршнем, расположенным соосно гайке, отличающийся тем, что, с целью уменьшения габаритов механизма и повышения его производительности, поршень силового цилиндра выполнен полым и снабжен по внутренней его поверхности резьбой, взаимодействующей с дополнительной резьбой гайки, которая выполнена по наружной поверхности гайки, при этом приводной вал гайки расположен соосно ей и соединен с гайкой по ее внутренней поверхности. Источники информации, принятые во внимание при экспертизе 1. Патент Франции № 1504178, кл. В 29 f. 1968. 2. Патент Бельгии № 689793, кл. В 22 d, 1970 (прототип).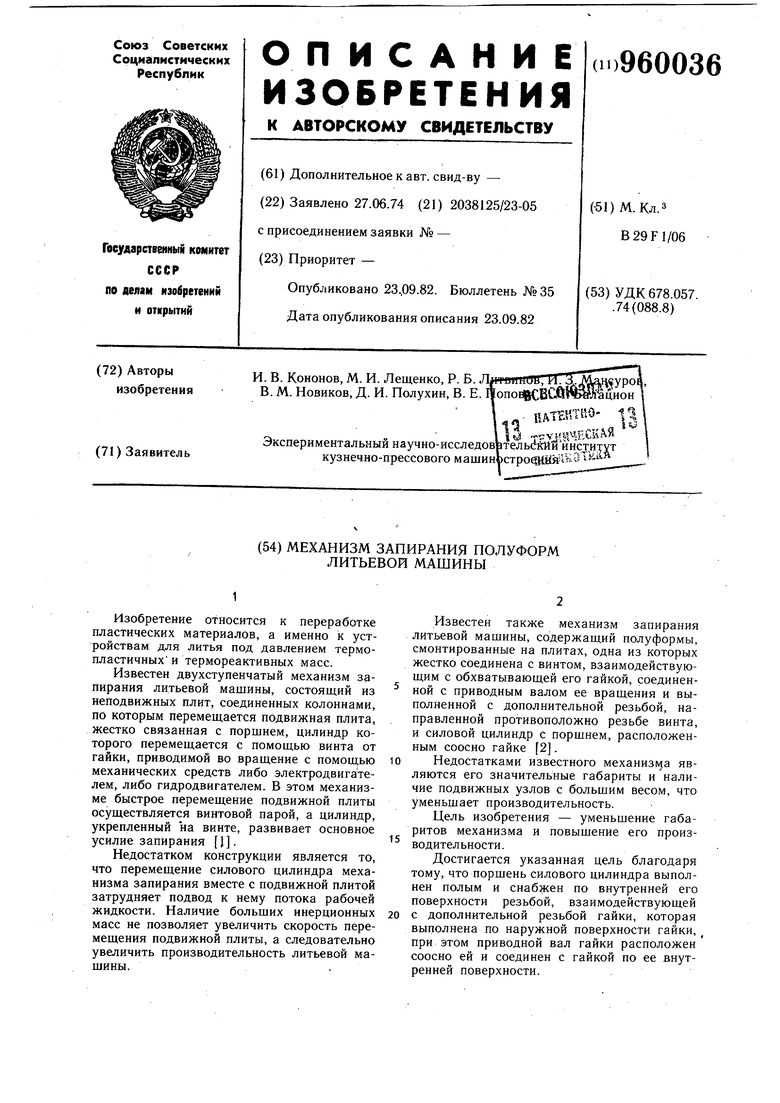
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина | 1973 |
|
SU729079A1 |
| Механизм запирания полуформ литьевой машины | 1977 |
|
SU668178A1 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| ГИДРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2007 |
|
RU2353517C1 |
| Механизм запирания форм литьевой машины для полимеров | 1978 |
|
SU770822A1 |
| Механизм запирания форм литьевой машины | 1972 |
|
SU513875A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| ЛИТЬЕВОЙ ТЕРМОПЛАСТАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1991 |
|
RU2010715C1 |
| Литьевая многопозиционная машина для переработки пластмасс | 1981 |
|
SU1016189A1 |
| Механизм запирания форм литьевой машины для пластмасс | 1972 |
|
SU486908A1 |