1
Изобретение относится к оборудованию для переработки пластмасс литьем под давлением.
Известные ц хашзцы запирания фррм литьевых машин для переработки пластмасс, передающие усилие запирания через резьбрвую штангу и разъемные, подугайки, не обеспечивают бесступенчатого регулирования межштампового расстояния, что увеличивает объем рабочей жидкости и снижает быстроходность машины.
Цель изобретения - устранение указанного недостатка. Это достигается тем, что механизм запирания форм литьевых мащрн снабжен регулируемым в осевом направлении упором, выполненным в виде установленной в отверстии штока поршня гидропилиндра дожим гайки и связанным скользящей шпонкой с резьбовой штангой, чьшолненндй поворотной и одним концом шарнирно смонтированной в подвижной плите, а другим концом вздимодействущщей с упором.
На чертеже изображен предлагаемый механизм.
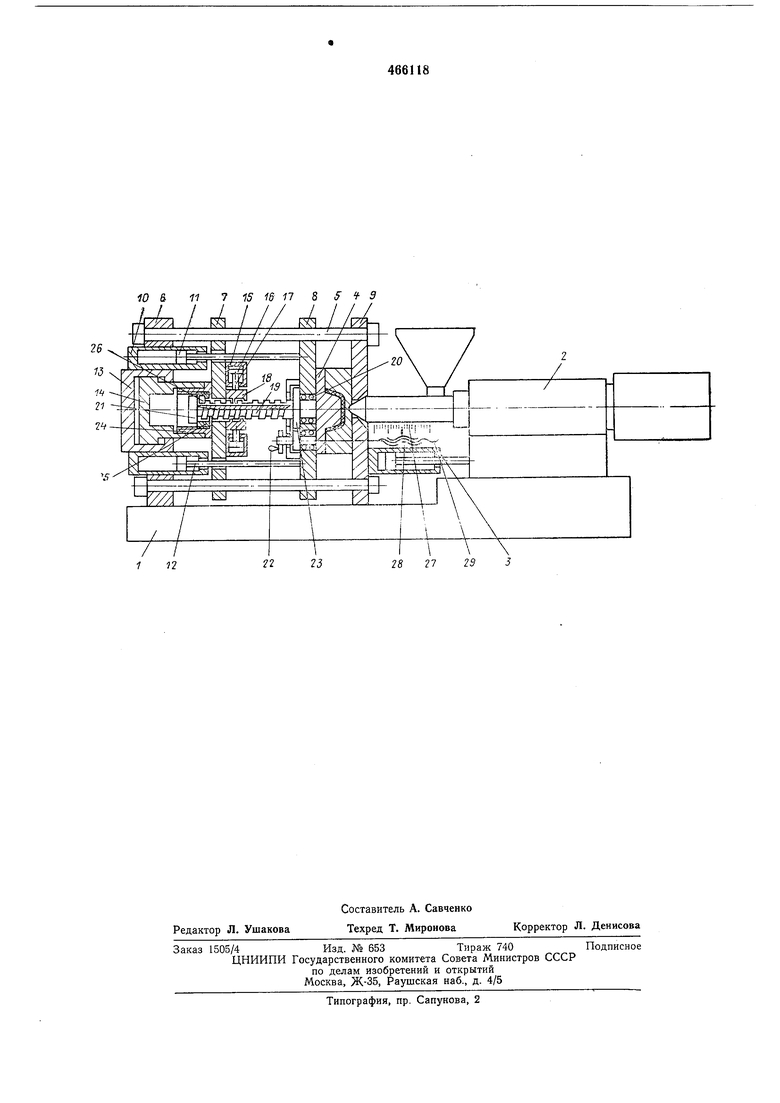
Двухступенчатый гидравлический механизм запирания, установленный на станине 1 вместе с узлом впрыска 2 и механизмом 3 подвода узла впрыска к пресс-формам 4, состоит из связанных с помощью колонн 5 четырех плит - задней неподвижной 6, малоподвижной 7, передней подвижной 8 и передней неподвижной 9. В расточках задней неподвижной плиты смонтированы ускорительные цилиндры 10, поршни 11 которых связаны щтоками 12 с передней подвижной плитой, и цилиндр дожима 13 с поршнем 14, соединенным с малоподвижной плитой. На последней укреплены цилиндры. 15, поршни которых связаны штоками 17 с резьбовыми полугайками 18.
Резьбовые полугайки взаимодействуют с резьбовой щтангой 19, которая с црмощью щарнира 20 соединена с подвижной плитой, а с другой стороны заканчивается упором 21, причем с помощью рукоятки 22 и редуктора 23 резьбовую штапгу можпо вращать вокруг ее оси.
В расточке поршня 14 размещена втулка 24 с внутренней резьбой, связанная с регулируемым упором 25, причем шаг резьбы на регулируемом упоре и резьбовой штанге одинаков.
Регулируемый упор 25 соединен с резьбовой штангой 19 с помощью скользяпдей шпонки 26. Положение регулируемого упора определяется по закрепленной на неподвижной плите шкале 27, вдоль которой скользит гайка-указатель 28, взаимодействующая с винтом 29, выходящим из редуктора 23.
Механизм запирания форм работает следующим образом.
В исходном положении подвижная плнта 8 и поршень 14 цилиндра дожима находится в
крайнем левом положении. Резьбовые полугайки 18 разведены цилиндрами 15. Оператор до установки пресс-формы 4 на машину замеряет ее высоту и, вращая резьбовую штангу 19 с помощью рукоятки 22 и редуктора 23, перемещает регулируемый упор 25 и связанный с ним указатель . На шкале 27 определяют положение регулируемого упора 25. Вращение резьбовой штанги 19 прекращается, когда указатель 28 укажет по шкале 27 размер на несколько миллиметров больше замеренной высоты формы 4. Механизм запирания готов к работе.
Далее оператор, нажимая на кнопку «Пуск, подает рабочую жидкость в поршневые полости ускорительных цилиндров 10. Происходит ускоренное перемещение передней подвижной плиты 8 по колоннам 5 и связанной с ней резьбовой штанги 1У. Но пути перемещения передней подвижной плиты b происхсдит уменьшение расхода рабочей жидкости в поршневую полость ускорительных цилиндров 10, что приводит к замедленному перемещению плиты Ъ, и упор 21 плавно, йез удара соприкасается с регулируемым упором 2о. Так как последний был установлен заранее, между подвижной и неподвижной частью прессформы 4 будет небольшой зазор порядка 1-2 мм.
В дальнейшем рабочая жидкость поступает в поршневые полости цилиндров 15, резьбовых полугаек 18, связанных с поршнями 16 штоками 17. На внутренней поверхности резьбовых полугаек 1Ь нарезана резьба с шагом, равным шагу резьбы резьбовой штанги 19, причем ширина зуба резьбовой полугайки 18 несколько меньше ширины впадины резьбовой штанги 19.
Ввиду того, что резьбовая штанга 19 при установке величин межштампового расстояния с помощью шпонки 26 вращает упор 25 во втулке 24, предварительно вставленной при сборке механизма запирания на заводе-изготовителе, совпадение резьбы полугаек 18 и резьбовой штанги 19 гарантировано при условии контакта упора 21 и упора 25 при любой величине межштампового расстояния.
После того, как резьбовые полугайки 18 сомкнутся, рабочая жидкость поступает в поршневую полость цилиндра дожима 13, жестко укрепленного в задней неподвижной плите 6, вызывая перемещение поршня 14 малоподвижной плиты 7 с установленными на ней цилиндрами 15. При этом ход поршня 14 достаточно мал.
Практически ход поршня 14 цилиндра дожима 13 при такой конструкции механизма запирания не превышает 10-15 мм, что обеспечивает малый объем масла в цилиндре дожима, а следовательно, быстрое увеличение давления дожатия при сравнительно небольшой энергоемкости привода.
Когда давление в поршневой полости цилиндра дожима 13 достигает настроенной величины, рабочая жидкость поступает в штоковую полость цилиндра механизма 3 подвода узла впрыска, подводя узел впрыска 2 к передней неподвижной плите 9.
Дальнейшая работа механизма запирания происходит обычным образом. Для раскрытия механизма запирания пресс-формы 4 необходимо рабочую жидкость подать в штоковую полость цилиндра дожима 13. При этом усилие отрыва передается передней подвижной плите 8 через поршень 14, малоподвижную плиту 7, втулку 24, упор 25, упор 21 и резьбовую штангу 19.
Передача усилия отрыва (величина этого усилия достигается для литьевых машин не менее 107о усилия запирания) через указанные элементы является также существенным преимуществом предлагаемого механизма запирания, так как позволяет свести к минимуму диаметры штоков 12 и поршней И ускорительных цилиндров 10, что приводит к уменьшению энергоемкости привода при больших скоростях ускоренного подвода и отвода подвижной плиты, а также к уменьшению габаритов и веса всего механизма запирания.
В конце хода поршня 14 рабочая жидкость поступает в полости штоков цилиндров 15, выводя из зацепления с резьбовой штангой 19 резьбовые полугайки 18.
После выведения резьбовых полугаек 18 рабочая жидкость поступает в штоковую полость ускорительных цилиндров 10. Происходит быстрый отвод подвижной плиты 8.
в дальнейшем цикл работы повторяется.
Предмет изобретения
Механизм запирания форм литьевых машин для переработки пластмасс, передающий усилие запирания от штока поршня на подвижную плиту через резьбовую штангу и разъемные полугайки, отличающийся тем, что, с целью увеличения быстроходности машины он снабжен регулируемым в осевом направлении упором, выполненным в виде установленной в отверстии штока поршня гидроцилиндра дожима гайки и связанным скользящей шпонкой с резьбовой штангой, выполненной поворотной и одним концом шарнирно установленной в подвижной плите, а другим концом взаимодействующей с упором. 10 & 11 7 15 16 П 8 54-3 777 I Ш / // RCl / 27 29
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина | 1986 |
|
SU1361006A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1982 |
|
SU1046112A1 |
| Горизонтальный гидравлический пресс для формирования ободьев | 1984 |
|
SU1199667A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1978 |
|
SU751646A1 |
| Механизм смыкания форм литьевой машины | 1977 |
|
SU716849A1 |
| Механизм запирания литьевой машины | 1986 |
|
SU1353636A1 |
| Литьевая машина | 1984 |
|
SU1206118A1 |
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
| Механизм управления прессформы литьевой машины | 1972 |
|
SU499126A1 |
| Литьевая машина | 1976 |
|
SU648426A1 |