Изобретение относится к способу круговой гибки консервных банок и устройству для его реализации.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является способ круговой гибки консервных банок и устройство для его реализации, известные из авторского свидетельства СССР 897353 (B 21 D 53/10, 15.01.1982).
Известный способ для круговой гибки консервных банок, включает размещение листовой заготовки в зазоре между сердечником, имеющим дополнительную к внутреннему контуру банки форму, и первым формовочным пуансоном с формующей полостью, предварительное деформирование листовой заготовки до приблизительно U-образной формы за счет относительного перемещения сердечника в первую формующую полость и ее окончательное деформирование вторым формовочным пуансоном с формующей полостью за счет относительного перемещения погруженного в формующую полость первого формовочного пуансона сердечника в формующую полостью второго формовочного пуансона, являющуюся дополнительной к контуру банки, и деформирования плеч заготовки U-образной формы с получением банки.
Известный способ реализован в устройстве для круговой гибки консервных банок, который содержит первый формовочный пуансон с формующей полостью, второй формовочный пуансон с формующей полостью и сердечник.
Листовую заготовку вставляют в зазор между сердечником и первым формовочным пуансоном, имеющим первую формующую полость, внутренний контур которой является по меньшей мере, приблизительно, дополнительным к наружному контуру консервной банки и проходит по меньшей мере на половине окружности консервной банки. Листовая заготовка изгибается за счет относительного перемещения сердечника в первую формующую полость путем предварительного деформирования с образованием U-образной формы. За счет относительного перемещения сердечника, находящегося в первой формующей полости, во вторую формующую полость второго формовочного пуансона окончательно деформируются оба плеча U-образно изогнутой листовой заготовки с образованием консервной банки. Края обеих формующих полостей в обоих формовочных пуансонах подходят к параллельным плоскостям торцев формовочных пуансонов, а эти плоскости торцев в закрытом положении обеих формующих полостей контактируют, по меньшей мере, приблизительно, друг с другом.
Большинство круглых корпусов, консервных банок и вкладышей подшипников получают по этому принципу гибкой из предварительно отштампованных заготовок, однако результат окончательного деформирования является неудовлетворительным, в частности, вследствие того, что закрепления в зоне плоскостей торцев формовочного пуансона являются несовершенными. Неправильности возникают и на концах консервных банок. Как правило, необходима дополнительная обработка калибровкой консервных банок. С помощью известного способа нельзя также исключить рябь от шлифования, а также осуществлять обработку этим способом высококачественных материалов из, например, многослойных листовых заготовок с покрытием из искусственного материала и т.п., без повреждения поверхности.
Задачей изобретения является создание способа для круговой гибки консервных банок и устройства для его осуществления, с помощью которых можно более точно, чем раньше, осуществлять круговую гибку листовых заготовок и проводить ее более осторожно, чтобы можно было обрабатывать более чувствительные материалы.
Круговая гибка относится к большинству случаев применения гибки для изделий, имеющих форму тел вращения, например, цилиндрических или конических консервных банок, но не ограничивается этим. Изделия, полученные гибкой, могут иметь также овальную, эллиптическую, чашеобразную форму и похожие поперечные сечения.
Поставленная задача решается тем, что в способе для круговой гибки консервных банок, включающем размещение листовой заготовки в зазоре между сердечником, имеющим дополнительную к внутреннему контуру банки форму, и первым формовочным пуансоном с формующей полостью, предварительное деформирование листовой заготовки до, приблизительно, U-образной формы за счет относительного перемещения сердечника в первую формующую полость и ее окончательное деформирование вторым формовочным пуансоном с формующей полостью за счет относительного перемещения погруженного в формующую полость первого формовочного пуансона сердечника в формующую полость второго формовочного пуансона, являющуюся дополнительной к контуру банки, и деформирования плеч заготовки U-образной формы с получением банки, согласно изобретению при предварительном деформировании формующую полость первого формовочного пуансона образуют из нескольких частей, одна из которых имеет внутренний контур, дополнительный к наружному контуру банки, а другая имеет высоту, превышающую высоту половины окружности банки, сердечник перемещают в формующую полость первого формовочного пуансона на глубину, превышающую радиус банки, после предварительного деформирования перед окончательным деформированием осуществляют вспомогательное деформирование, при котором уменьшают расстояние между плечами заготовки U-образной формы за счет использования сердечника большего поперечного сечения, чем при окончательном деформировании, удлиненного в направлении плеч заготовки U-образной формы, и относительного перемещения плеч заготовки U-образной формы совместно с упомянутым сердечником в формующую полость второго формовочного пуансона до гибки концов упомянутых плеч в соответствии с контуром формующей полости относительно сердечника без захвата зон плеч, граничащих с их концами. Усовершенствование изобретения состоит в том, что при окончательном деформировании сердечник перемещают в формующую полость второго формовочного пуансона на глубину, превышающую радиус банки, до расположения оси банки после окончательного деформирования на расстоянии от торцевой плоскости второго формовочного пуансона внутри его формующей полости.
Так как торцевые плоскости обоих формовочных пуансонов переходят за середину банки, последняя закруглена в диапазоне 90 - 270o значительно лучше, чем в известном способе гибки, в котором формовочный пуансон соответственно точно доходит до средней плоскости банки.
Существенным признаком способа согласно изобретению является то, что увеличение поперечного сечения сердечника, являющегося дополнительным к контуру банки, осуществляют за счет осевого введения вспомогательного сердечника, благодаря чему становится возможным переход по меньшей мере одного из формовочных пуансонов за середину банки. Рекомендуется начало гибки одного из концов плеч U-образной заготовки относительно другого осуществлять с небольшой задержкой. Дополнительная форма выполнения изобретения заключается в том, что деформирование заготовки осуществляют в двух параллельных рабочих плоскостях, в первой из которых осуществляют по меньшей мере предварительное деформирование и окончательное деформирование банки, а во второй - осуществляют калибровку аксиально перемещенной в нее банки, благодаря чему становится возможной высокоточная круговая гибка заготовки.
Предпочтительно после окончательного деформирования банку перемещать от вспомогательного сердечника во вторую рабочую плоскость на распорную втулку для ее калибрования. Целесообразно при предварительном деформировании в закрытом положении обеих формующих полостей их окружной контур выполнять независимо от толщины стенки банки дополнительным к наружному контуру сердечника увеличенного поперечного сечения.
Поставленная задача решается также тем, что в устройстве для круговой гибки консервных банок, содержащем первый формовочный пуансон с формующей полостью, второй формовочный пуансон с формующей полостью и сердечник, согласно изобретению для предварительного деформирования сердечник и формующая полость первого формовочного пуансона выполнены с поперечным сечением, соответственно, превышающим поперечное сечение упомянутых сердечника и формующей полости для окончательного деформирования. Этот признак реализуется за счет смены сердечника. Предпочтительной альтернативой является применение вспомогательного сердечника. Для предварительного деформирования сердечник снабжен вспомогательным сердечником, охватывающим его своей вогнутой поверхностью и имеющим выпуклую рабочую поверхность, дополнительную к внутренней поверхности формующей полости второго формовочного пуансона. Таким образом этот вспомогательный сердечник имеет серповидное поперечное сечение, в котором рабочая поверхность и внутренняя поверхность лежат на круговом цилиндре одинакового размера. Вспомогательный сердечник выполнен в виде единого конструктивного узла с упомянутым ползуном и установлен с возможностью перемещения, вследствие чего после отвода этого конструктивного узла от первой рабочей плоскости, сердечник и первая формующая полость получают для окончательного деформирования банки новые формы поперечного сечения, благодаря чему неизменный второй формовочный пуансон может переходить за середину банки для окончательного деформирования.
Первый формовочный пуансон с формующей полостью установлен в ползуне, имеющем возможность перемещения в направлении оси банки с возможностью расположения плоскости разъема первого формовочного пуансона на расстоянии от оси банки со стороны второго формовочного пуансона.
Второй формовочный пуансон выполнен из двух половин, одна из которых с половиной формующей полости установлена с возможностью перемещения по другой его половине, имеющей привод, в направлении перемещения пуансона и прижата в исходном положении усилием пружины к другой половине пуансона с образованием ступеньки в формующей полости на позиции краев банки для их сцепления.
Предпочтительно, чтобы устройство согласно изобретению было снабжено инструментом с калибрующими полостями, расположенными аксиально рядом с формующими полостями на окружном углу, равном 180o, с возможностью образования при окончательном деформировании калибрующей полости, закрытой по окружности и соответствующей наружному контуру банки, и распорной втулкой с внутренним конусом, расположенной в упомянутой калибрующей полости, формовочные пуансоны выполнены шириной, равной, по меньшей мере, удвоенной ширине банки.
Не менее предпочтительно, чтобы устройство согласно изобретению было снабжено управляющей штангой с конусом, сердечник был бы выполнен полым, а управляющая штанга была бы установлена в нем с возможностью аксиального перемещения и размещения ее конуса в зоне калибрующей полости с возможностью взаимодействия с внутренним конусом распорной втулки.
В то время, как согласно уровню техники более маленькие листовые заготовки подвешиваются посередине с помощью перемычки на несущих полосках, способ согласно изобретению позволяет присоединять листовые заготовки на несущих полосках с помощью двух перемычек, которые расположены в зонах концов листовой заготовки. Поэтому листовая заготовка может более точно позиционироваться относительно гибочного устройства. Так как эта перемычка, после отделения от несущих полосок, оставляет на торцах банки следы среза, банки, изготовленные в соответствии с изобретением, отличаются от уровня техники тем, что эти следы среза находятся на четверти окружности, граничащей с зазором банки.
Способ гибки, состоящий из трех операций, при изменении поперечного сечения сердечника и формующей полости в конечном счете приводит к осторожной и очень точной круговой гибке листовых заготовок, благодаря чему способ согласно изобретению подходит и для высокочувствительных многослойных материалов заготовки.
С помощью дальнейшего усовершенствования достигается дополнительно к преимуществу гибки банки одним и тем же инструментом, калибрование на второй рабочей плоскости этого инструмента, благодаря чему отпадает необходимость в многократном введении и извлечении из него листовых заготовок и заготовок банки, и исключаются связанные с этим неточности.
Ниже изобретение поясняется более подробно с помощью чертежа, на котором показан пример выполнения.
На фиг. 1-6 показано устройство для гибки листовой заготовки последовательными рабочими операциями, и
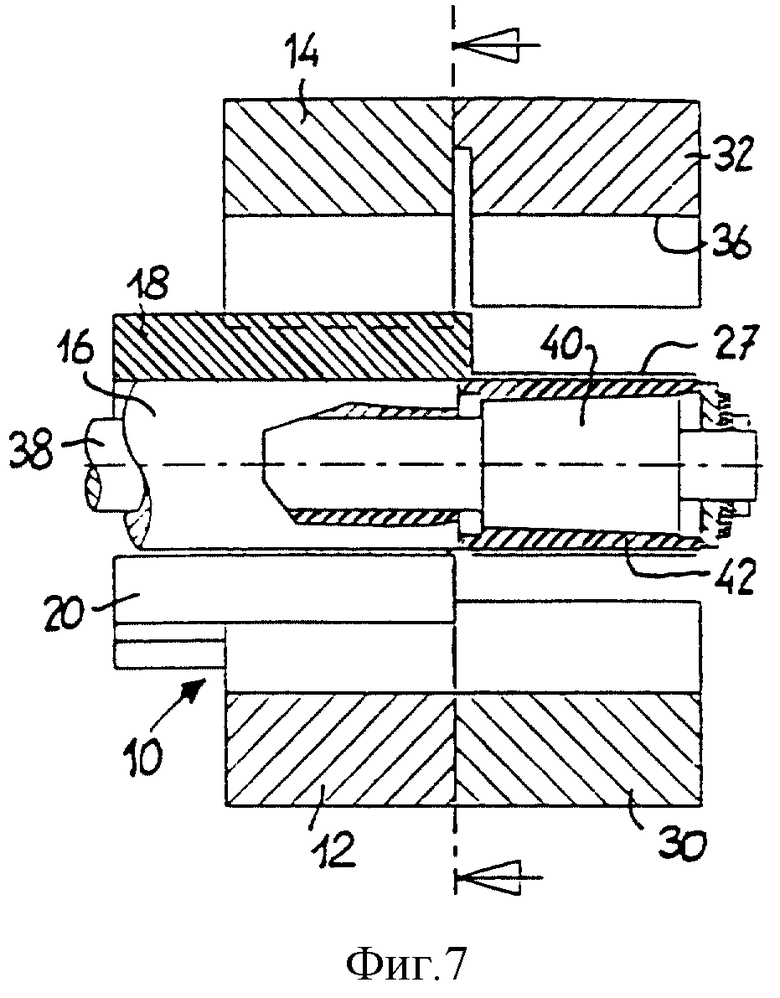
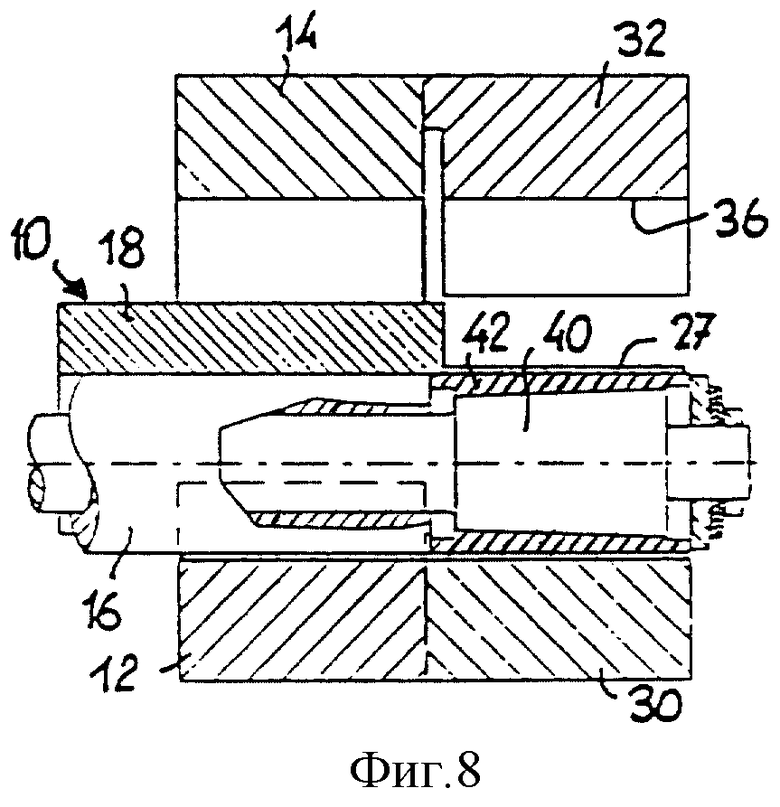
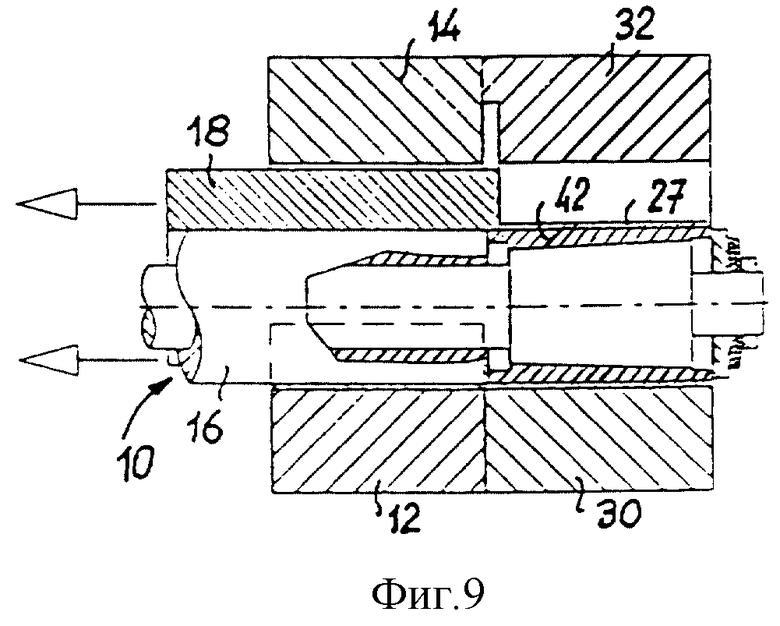
на фиг. 7-12 - поперечные сечения устройства для гибки, соответствующие рабочим операциям.
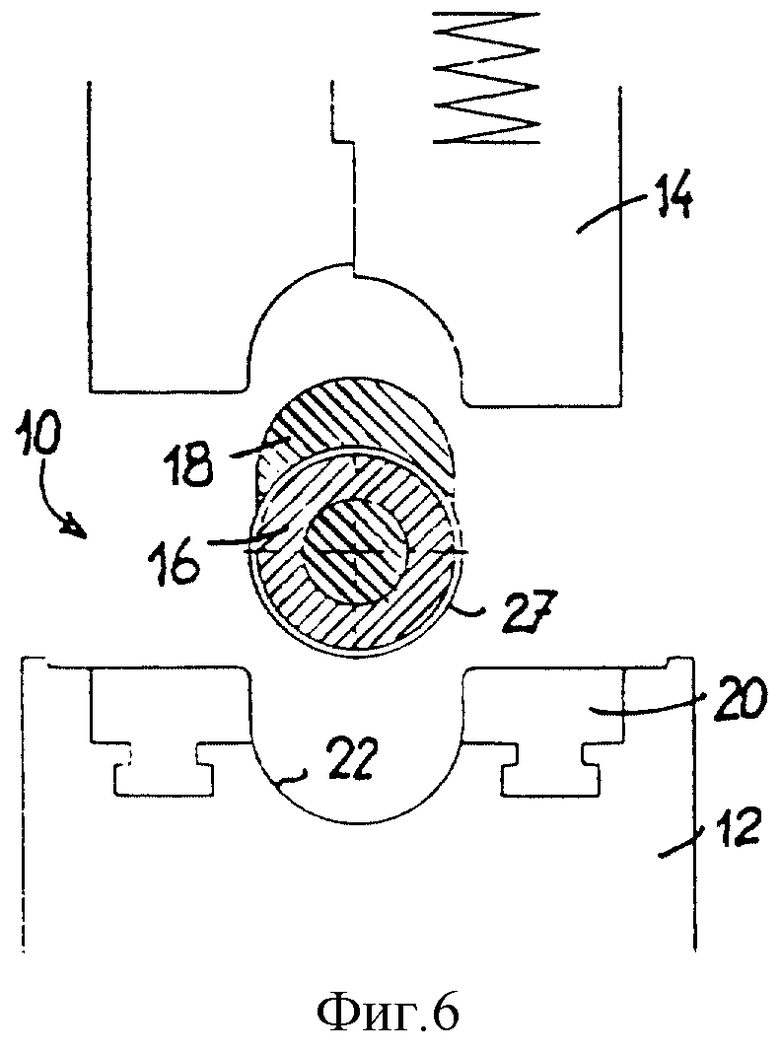
На фигурах схематично показаны детали устройства 10 для гибки, состоящего из первого формовочного пуансона 12, второго формовочного пуансона 14, полого сердечника 16 в форме кругового цилиндра, вспомогательного сердечника 18 и ползуна 20, расположенного на первом формовочном пуансоне 12 с возможностью перемещения в осевом направлении сердечника 16. Вспомогательный сердечник 18 и ползун 20 образуют единый конструктивный узел, имеющий возможность возвратно-поступательного перемещения с помощью не показанного на чертеже управляемого инструмента в направлении стрелки А (фиг. 10). Первый формовочный пуансон 12 имеет формующую полость 22 с дном в форме участка цилиндра. В зоне ползуна 20 внутренняя поверхность формующей полости 22, имеющая форму части цилиндра, постоянно продолжается, становясь полуцилиндрической поверхностью, и выходит параллельными участками внутренней поверхности на торцевую плоскость 23 первого формовочного пуансона 12.
Второй формовочный пуансон 14 состоит из двух половин 14a и 14b, образующих совместно вторую формующую полость 24. Она выполнена, приблизительно, с зеркальным отображением формующей полости 22 и имеет, несмотря на ступеньку между обеими частями 14a и 14b пуансона, полуцилиндрический контур, к которому примыкают параллельные участки внутренней поверхности. Часть 14b пуансона расположена на части 14a пуансона, с возможностью вертикального перемещения, и может с помощью пружины 15, схематически показанной на чертеже, поджиматься таким образом к упору части 14a пуансона, что в формующей полости 24, в ее средней плоскости, получается ступенька 17.
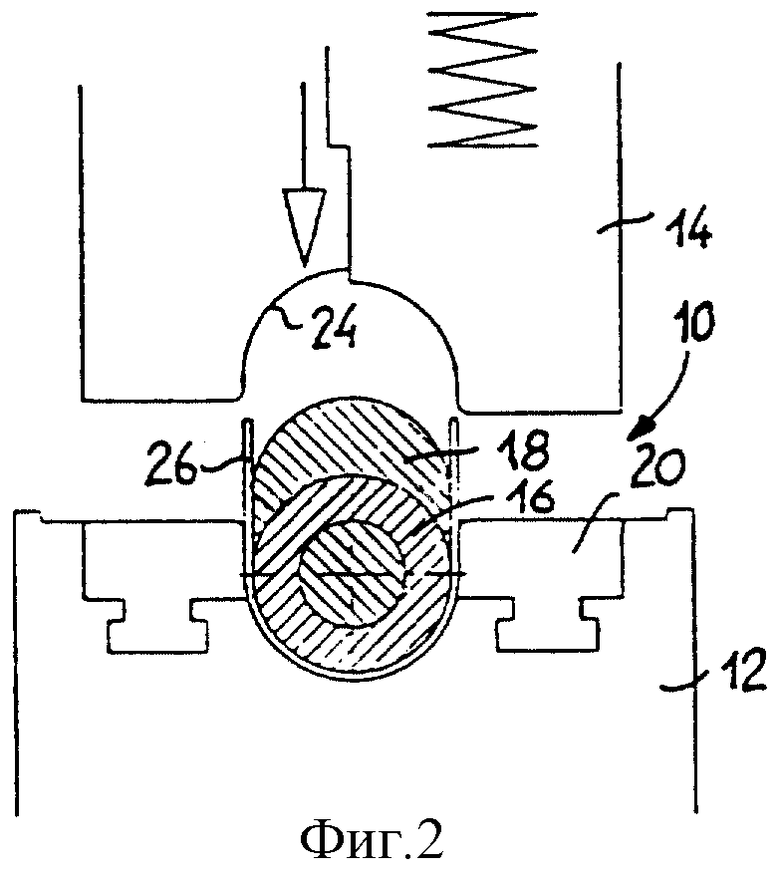
На фиг. 1 оба формовочных пуансона 12, 14 отведены друг от друга. Сердечник 16 установлен стационарно. В зазор между сердечником 16 и торцевой поверхностью первого формовочного пуансона 12 вкладывается листовая заготовка 26. Затем формовочный пуансон 12 перемещается вверх по стрелке, согласно фиг. 1, и изгибает листовую заготовку 26, придавая ей U- образную форму, как показано на фиг. 2. Центр сердечника, соответствующий середине банки, лежит под торцем 23 первого формовочного пуансона 12. Поэтому сердечник 16 входит в формующую полость 22 глубже, чем это соответствует радиусу банки. Положения под углом 90o и 270o образуемой банки располагаются, поэтому, в формующей полости 22, вследствие чего образуемые плечи U-образной листовой заготовки 26 не пружинят наружу, а плотно прилегают к вспомогательному сердечнику 18. На этом процесс предварительного деформирования листовой заготовки 26 закончен.
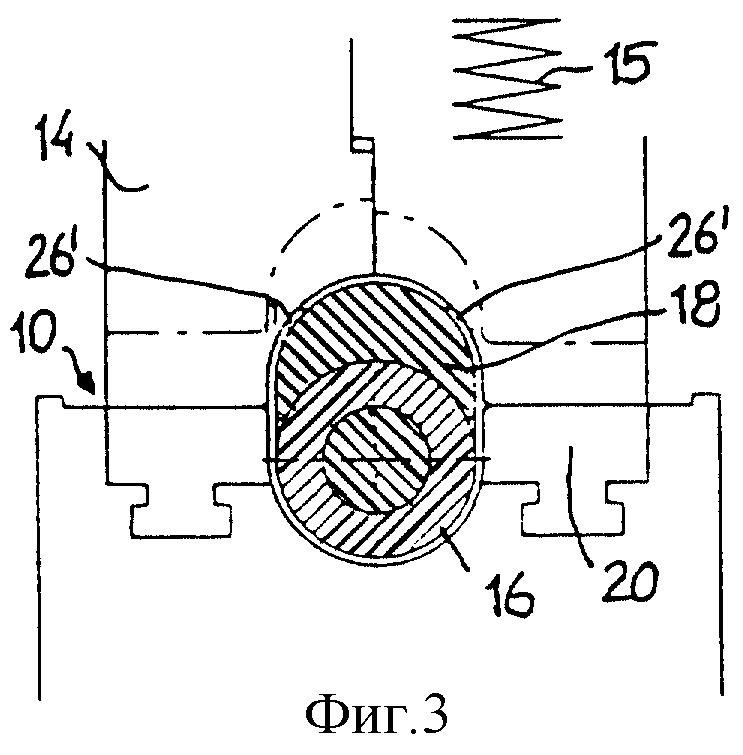
После этого начинает перемещаться вниз формовочный пуансон 14, в соответствии с фиг. 3. Концы 26' плеч заготовки U-образной формы загибаются вовнутрь при контакте со стенкой 24 формующей полости и, при воздействии формовочного пуансона 14, накладываются на вспомогательный пуансон 18. В зоне параллельных участков поверхности полости обоих формовочных пуансонов 12, 14 сохраняется прямолинейность плеч U-образной заготовки 26. Благодаря ступеньке 17, в формующей полости 24 осуществляется гибка обоих концов 26 плеч с незначительным временным смещением. Гибка обоих концов 26' плеч между вторым формовочным пуансоном 14 и вспомогательным сердечником 18, представляет промежуточное вспомогательное деформирование, после которого эти концы 26' плеч изгибаются точно по круговому цилиндру и получают, таким образом, свою окончательную форму.
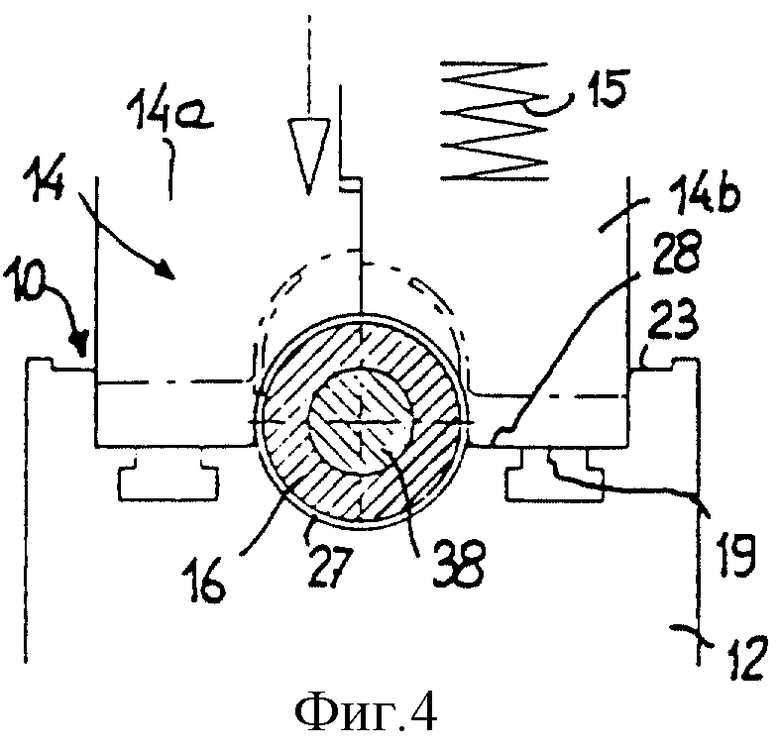
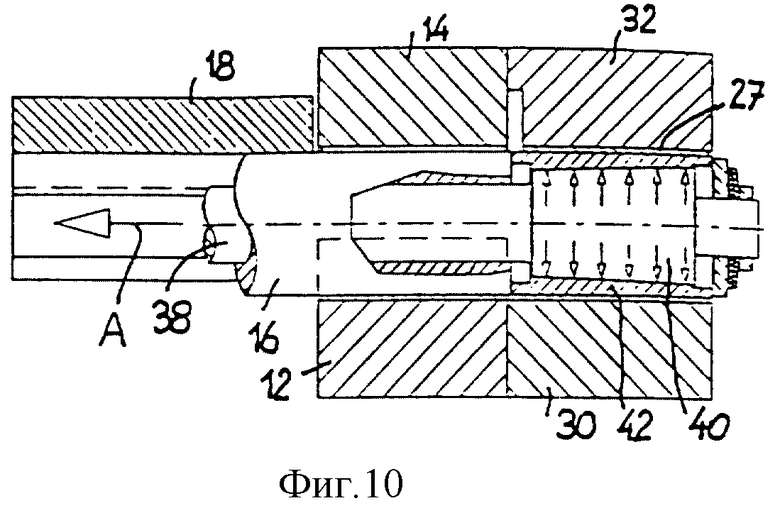
После этого вспомогательный сердечник 18 отводится вместе с ползуном 20 в направлении стрелки А (фиг. 10) в осевом направлении, между формовочными пуансонами 12, 14, для чего второй формовочный пуансон 14, в случае необходимости, немного приподнимается. Теперь второй формовочный пуансон 14 снова перемещается вниз для осуществления окончательного деформирования банки 27. После того, как ползун 20 вытянут из первого формовочного пуансона 12, формовочный пуансон 14 может вводиться через торец 23 первого формовочного пуансона 12 внутрь глубже до поверхности 28 формовочного пуансона 12, причем торец 19 второго формовочного пуансона 14 переходит вниз за центр сердечника до положения, при котором внутренняя поверхность формующей полости 24 деформирует заготовку банки на ее прямых участках U-образных плеч также до кругового цилиндра, после чего заканчивается окончательное деформирование банки 27.
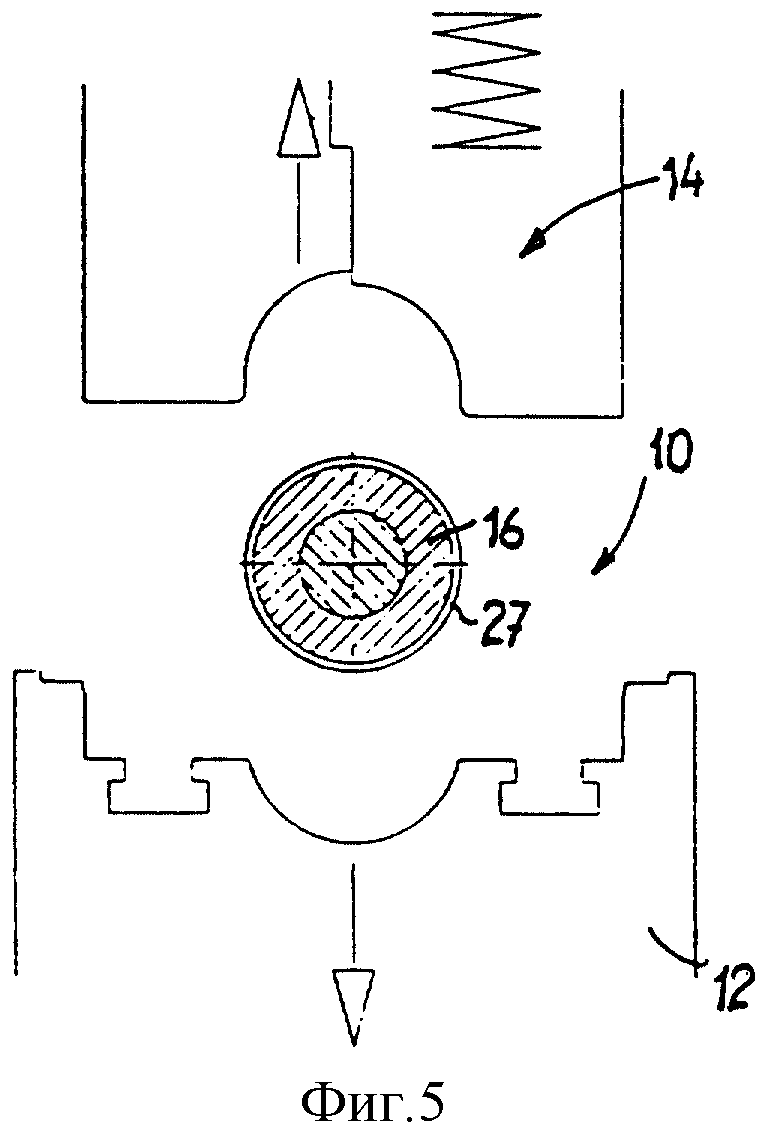
Концы банки обычно сцепляются друг с другом с помощью зубцов. Для этого края банки имеют выступы и впадины, поперечно входящие друг в друга. Так как половина 14b пуансона сначала прижимает один из краев банки к сердечнику 16, может происходить геометрическое замыкание банки 27 во время последней фазы хода вниз части 14a пуансона. Затем оба пуансона 12 и 14 расходятся (фиг. 5), после чего готовая банка может сниматься с сердечника 16.
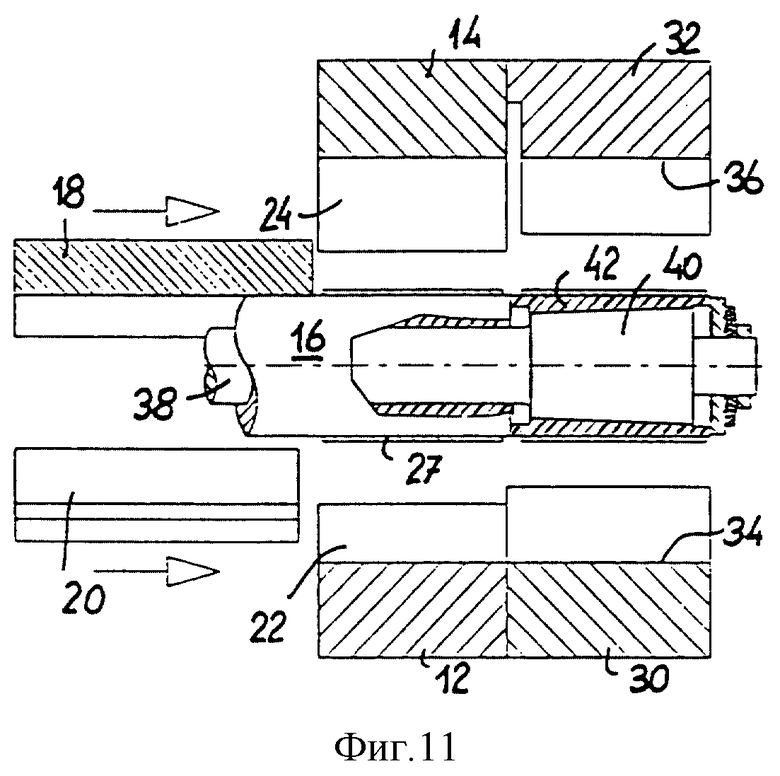
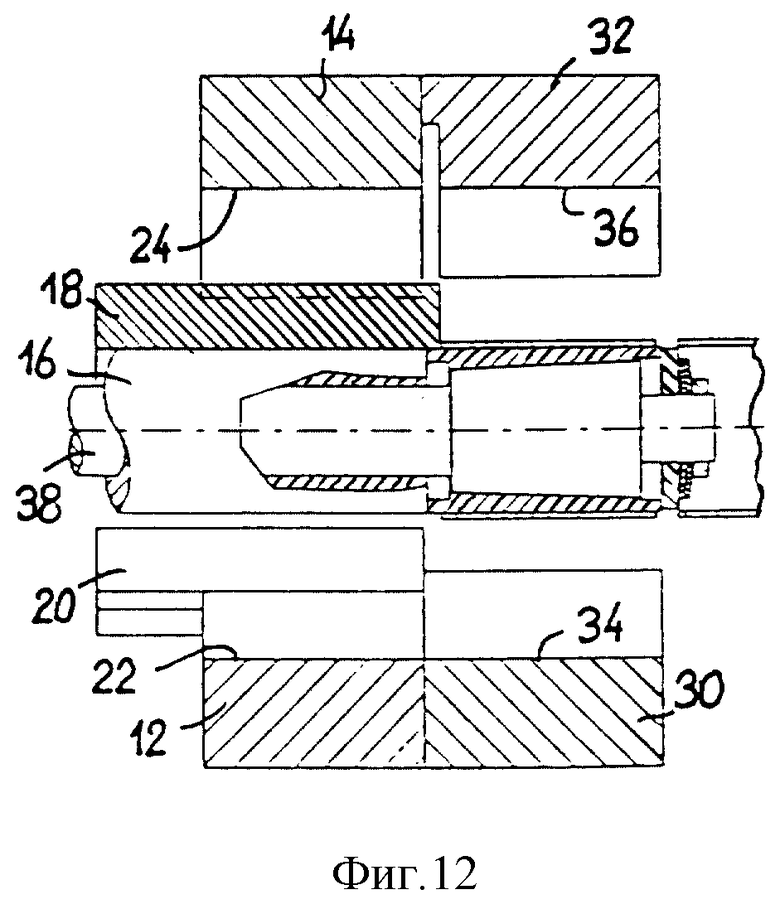
На фиг. 7 - 12 показан процесс дополнительного калибрования банки 27, происходящий в том же устройстве 10 на второй рабочей плоскости. Для этого к обоим формовочным пуансонам 12, 14 подводятся перпендикулярно детали 30, 32 инструмента, которые имеют соответствующие калибрующие полости 34, 36, имеющие такие же вогнутости, как формующие полости 22, 24, но проходящие, однако, только на окружном углу, равном 180o. В закрытом положении пуансонов 12, 14 плоскость разъема калибрующих полостей 34, 36 проходит по центру сердечника. Через полый сердечник 16 проходит управляющая штанга 38, несущая конус 40 на второй рабочей плоскости, окруженной распорной втулкой 42.
Исходя из фиг. 5 и 11, узел, состоящий из вспомогательного сердечника 18 и ползуна 20, после окончательного деформирования банки 27, снова перемещается на первую рабочую плоскость, при этом вспомогательный сердечник 13 перемещает банку 27 на сердечнике 16 на вторую рабочую плоскость с помощью распорной втулки 42. Откалиброванная во время предыдущего рабочего цикла банка 27 выталкивается одновременно из устройства 10 (фиг. 12). При этом устройство 10 на первой рабочей плоскости подготовлено для приема новой листовой заготовки 26. Рабочие процессы предварительного деформирования, промежуточного деформирования и окончательного деформирования банки 27 повторяются и в положении, согласно фиг. 4 и 10, оба инструмента 30, 32 закрыты и образуют цилиндрическую калибрующую полость, окружающую банку 27. В этом положении управляющая штанга 38 отводится в направлении стрелки А (фиг. 10), в результате чего распорная втулка 42 раздается под действием конца 40, и банка 27 калибруется.
Таким образом, в показанном на чертеже устройстве 10 листовая заготовка 26, без каких-либо ручных приспособлений, на первой рабочей плоскости изгибается с высокой точностью до круглой формы и закрывается, а на второй рабочей плоскости - калибруется.
Способ и устройство предназначено для производства консервных банок круговой гибкой. Устройство для гибки имеет два формовочных пуансона с формующими полостями для того, чтобы осуществить гибку листовой заготовки вокруг сердечника. Окружная длина обеих формовочных полостей соответственно больше, чем половина окружности банок. Во время операций предварительного деформирования сердечник проникает глубже в первую формующую полость, чем это соответствует радиусу банки. Листовая заготовка при этом деформируется в U-образную форму. На стадии промежуточного деформирования на сердечник таким образом насаживается дополнительный сердечник, что при ходе второго формовочного пуансона вперед деформируются лишь концы плеч U-образной заготовки до формы дуги круга, и после удаления вспомогательного сердечника и части первого формовочного пуансона осуществляется такое деформирование концов банки, при котором второй формовочный пуансон также переходит за середину банки. Трехступенчатый процесс гибки приводит к высокоточной круговой гибке банки. 2 с. и 12 з.п.ф-лы, 12 ил.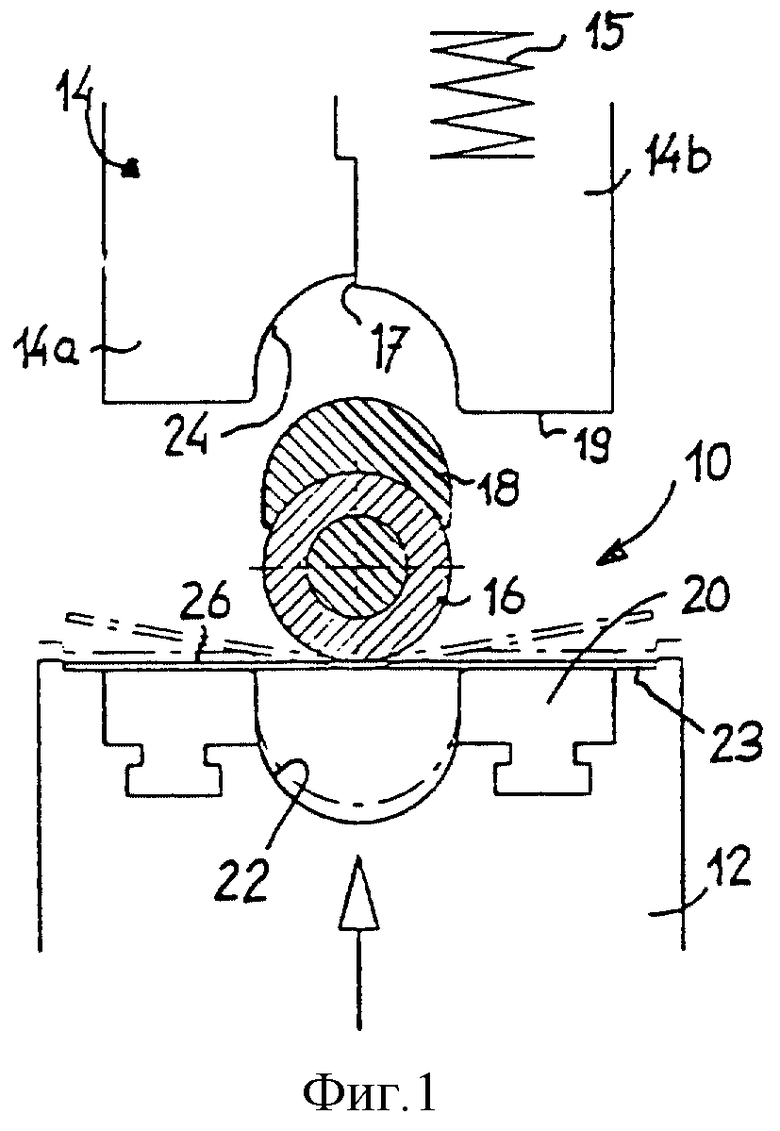
| Гибочный штамп для изготовления деталей типа втулок | 1979 |
|
SU897353A1 |
| Автоматическое устройство для изго-ТОВлЕНия СВЕРТНыХ ВТулОК из лЕНТОч-НОгО МАТЕРиАлА | 1978 |
|
SU827220A1 |
| Штамп для изготовления изогнутых деталей | 1977 |
|
SU633640A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ГИБКОЙ | 0 |
|
SU194734A1 |
| US 3693398, 26.05.1970 | |||
| US 3675460, 11.07.1972. | |||

