Предлагаемый стан для бесслитковой прокатки стальных профилей предназначается для получения профильного металла рельсов, балок, швеллеров и т. д., а также штучных фасонных деталей в массовом порядке путем прямой отливки, минуя отливку слитков, блюминирование, фасонную прокатку, ковку и штамповку.
При этом достигается экономия металла на обрезку прибыльной части, угар при прокатке, ковке, штамповке, а также достигается улучшение качества металла путем устранения сегрегации, свойственной слиткам стали.
Известные до сих пор установки для жидкой прокатки имеют целый ряд недостатков.
Так например, описанная в герм, патенте № 293962 установка с вертикальным движением конвейеров имеет те неудобства, что при вертикальном расположении отливаемого изделия, удерживающегося в форме только за счет трения, легко может произойти разрыв его под влиянием собственного веса и лишь в том случае, если теплота плавления и охлаждения металла невелика, можно ожидать нормального удерживания отлитой штанги, так как небольшой нагрев формы в этом случае вызовет лишь незначительное их тепловое расширение. Кроме того, недостатками этой машины является отсутствие устройств, обеспечивающих компенсацию усадки и способствующих удалению газов при застывании металла. Все эти недостатки сказываются тем сильнее, чем выше температура плавления металла и чем больше площадь сечения отливаемого изделия.
Машина, описанная в герм, патенте JV2 483907, выполненная в виде двух горизонтальных охлаждаемых конвейеров и снабженная на нижнем конвейере башмаками коробчатога сечения, допускает отливку лишь прямоугольных или трапецоидальных профилей, так как иначе их нельзя будет снять с отливки после ее охлаждения. Кроме того, при заливке в этой машине стали и других металлов, дающих значительную усадку, должна полупиться усадочная раковина, так как никаких устройств, препятствующих этому явлению, машина не имеет.
Предлагаемый настоящим изобретением стан лищен этих недостатков, так как наряду с горизонтальным расположением, предохраняющим изделие от разрыва под действием собственного веса, стан имеет специальную полость, питающую изделие во время отливки и образованную поднятой передней частью верхнего конвейера.
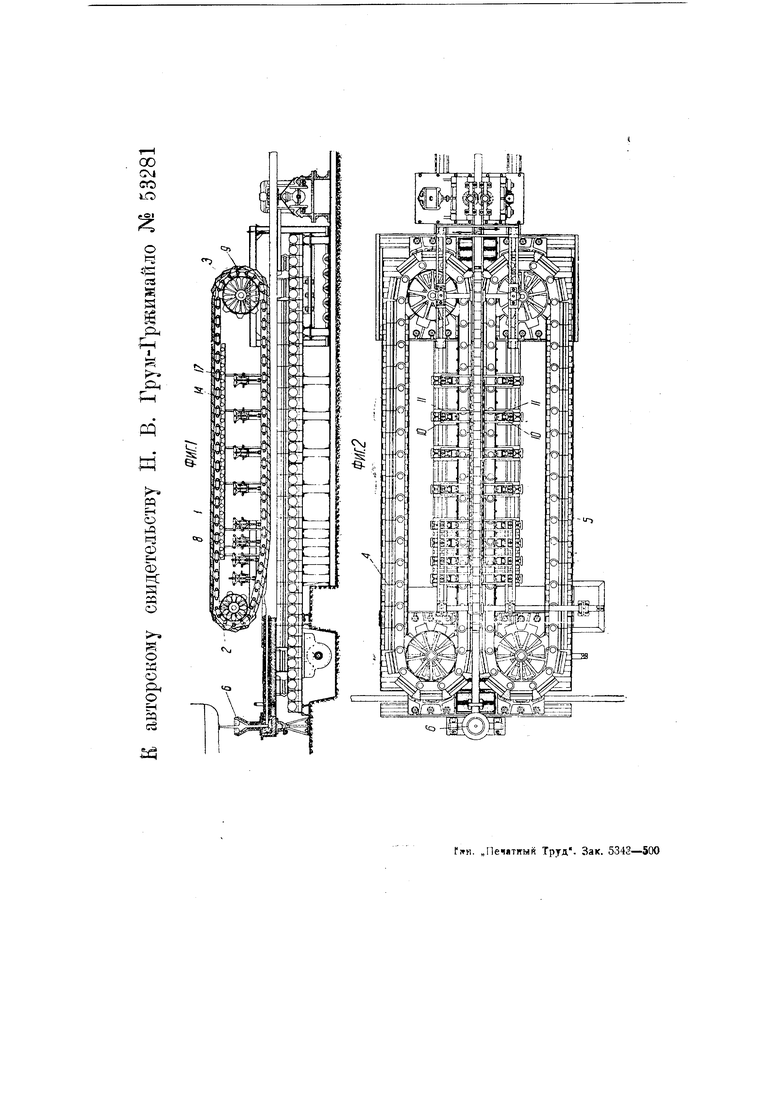
На чертеже фиг. 1 представляет общий вид стана в продольном разрезе, а на фиг. 2-вид его сверху.
Литник 6 подает металл в полостьформу, образованную тремя конвейерами 7, 4, 5, из коих 4 и 5 замкнуты в горизонтальной плоскости, а конвейер /-в вертикальной (для некоторых видов профилей, возможно, будет достаточно и двух конвейеров). Конвейеры имеют упругие звенья, своей упругостью могущие компенсировать возникающие термические напряжения в цепи. Цепи 6 снабжены металлическими жароупорными башмаками Р, имеющими на себе необходимую гравировку и в своей рабочей части образующие полость профиля, соответствующего профилю отливаемого изделия. В рабочей части конвейеры 4 и 5 прижимаются друг к другу пружинами JO и установочными роликами //. Вертикально замкнутый конвейер / может с помощью роликов М устанавливаться таким образом, чтобы обеспечить своевременное заполнение и застывание полости гравировки башмаков 9 конвейеров.
Для. этой цели ведомое колесо вертикально замкнутого конвейера может подниматься и опускаться вверх и вниз (при настройке стана), а направляющими роликами J4 форма провисания конвейера / может быть соответствующим образом отрегулирог вана с таким расчетом, чтобы в областях соприкосновения башмаков 9 с жидким еще не начавшим застывать металлом башмаки прижимались друг к другу плотно и не образовывались бы заусенцы. Конвейеры опираются на рольганги77 или соответствующие приспособления, облегчающие их движение и препятствующие провисанию.
По выходе из конвейеров отлитое изделие поступает в станок для зачистки заусенцев и затем в одноручьевой прокатный стан для окончательной калибровки с последующей передачей
на ножницы для разрезки. При этом изделие обильно охлаждается путем обдувки его воздухом, поливкой водой или другим каким-либо способом. Конвейерные цепи и башмаки также охлаждаются водой или другими средствами и, кроме того, перед поступлением в рабочее пространство стана, подвергаются смазке или опыливанию для предохранения от приварки к ним металла и повышения их стойкости.
Канал лигника 6 набирается из обыкновенного сифонного кирпича и устроен таким образом, что входит в гравировку башмаков и достаточно плотно закрывает выход металла в направлении движения конвейеров. Для возможности быстрой замены литник установлен на особой подставке и может быть быстро снят и заменен запасным.
Скорость движения конвейеров подбирается такая, чтобы обеспечить своевременное застывание металла в башмаках и не допустить прорыва металла в зазоры у литника против направления движения.
Предмет изобретения.
1. Конвейерный стан для прокатки жидкого металла, отличающийся тем, что, с целью создания полости между верхним и нижним конвейером, заполненной жидким металлом, необходимым для питания усадки, образующейся при затвердевании металла, ось звездочки 2 верхнего конвейера 7 расположена выше оси второй его звездочки 3 таким образом, чтобы лента конвейера имела в приемной части провисание.
2.Форма выполнения стана по п. 1, отличающаяся тем, что, с целью регулирования величины провисания верхнего конвейера, ось звездочки 2 выполнена переставной по высоте.
3.Видоизменение стана по пп. 1 и 2, отличающееся тем, что, с целью приспособления его для прокатки сложных профилей, нижний конвейер заменен двумя конвейерами 4, 5 (фиг. 2), замкнутыми в горизонтальной плоскости и опирающимися на горизонтальные рольганги.
00 Сч1 СО
УО
5)3 CS S Я
Он
.cq
ьЦ
га
-н
hP t2
2 ф и: я
35 О
| О
аз о ft о
н га
(ГЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для бесслитковой прокатки | 1939 |
|
SU58734A1 |
| Способ заливки жароупорной алюминиевой стали | 1940 |
|
SU58670A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| Машина для вертикального непрерывного литья заготовок | 1987 |
|
SU1650336A1 |
| КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА | 1995 |
|
RU2090307C1 |
| СПОСОБ ПРОИЗВОДСТВА КАЧЕСТВЕННОЙ ПРУТКОВОЙ МЕТАЛЛОПРОДУКЦИИ | 2004 |
|
RU2260495C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ ПРОКАТКИ ФОРМОВАННОГО АЛЮМИНИЕВОГО СЛИТКА | 2005 |
|
RU2421292C2 |
| Металлический стержень для кокильной отливки | 1937 |
|
SU53298A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |