Изобретение относится к области ремонта пластмассовых изделий, в частности к ремонту частей транспортных средств, например бамперов автомобилей, бытовой техники и т.д.
Известен способ ремонта пластмассовых изделий (см. патент Германии N 4032861, от 1992 г. ), по которому размягчают зону повреждения изделия и удаляют поврежденный участок, а затем вводят в образовавшееся углубление присадочный материал с последующим его отверждением.
Недостатком известного способа являются низкие эксплуатационные характеристики получаемого отремонтированного изделия, так как в известном способе не предусмотрены операции по повышению качества сцепления основного и присадочного материала.
Наиболее близким к предлагаемому способу является способ ремонта деталей из пластмассы, в частности автомобильных (см. заявка Германии N 4019744, от 02.01.92 г.), по которому в зоне повреждения бампера с предварительно очищенной и зачищенной поверхностью выполняют углубление и путем теплового воздействия на указанную зону и размещаемый в углублении двухкомпонентный присадочный материал производят соединение присадочного материала с материалом бампера с использованием вакуумной установки.
Недостатком известного способа является сложность процесса ремонта, что является неприемлемым в условиях автосервиса.
Техническая задача, на решение которой направлено предлагаемое изобретение, заключается в упрощении процесса ремонта пластмассовых элементов конструкций, например бамперов автомобилей, и в повышении его качества и надежности, связанной с повышением устойчивости отремонтированного изделия к воздействию разрушающих факторов путем снижения неравномерности его напряженного состояния как по толщине отремонтированного изделия , так и обеспечение равномерного распределения касательных напряжений.
В основу предлагаемого способа положен метод горячей сварки пластмассовых изделий и заключается он в том, что присадочный материал размещают в углублении постепенно после теплового воздействия на их сопрягаемые между собой участки, причем по мере укладки в углубление присадочного материала производят его одновременное прижатие и разглаживание. Тепловое воздействие осуществляют струей горячего воздуха, подаваемой феном. После соединения между собой первых участков присадочного материала и углубления для исключения образования пустот производят их охлаждение смоченной водой тканью. Указанную операцию осуществляют и после заполнения указанного углубления. В качестве присадочного материала используют жгут, форма поперечного сечения которого совпадает с формой поперечного сечения углубления.
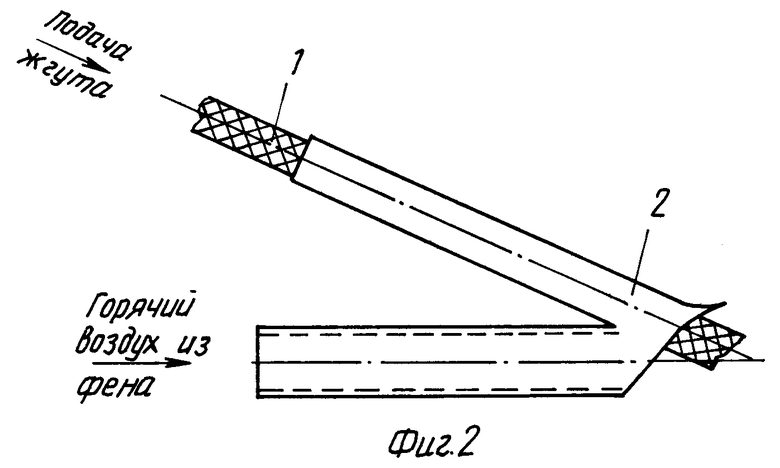
Предлагаемый способ поясняется чертежами, где на фиг.1 показано приспособление для изготовления жгута, на фиг. 2 показана насадка для укладки жгута.
Способ восстановления пластмассовых бамперов автомобилей реализуется следующим образом.
Для восстановления бамперов и других частей автомобиля из пластмассы применен способ сварки горячим воздухом под давлением с использованием присадочного материала. Этим способом достигается надежное соединение разрушенного участка изделия и устойчивость его к влиянию воздействия разрушающих факторов (вибрации, перепады температур и т.д.).
Для удобства работы с пластмассой условно делим ее на три группы: мягкая, средняя, твердая.
К мягким относятся: полипропилен, полиуретан и т.д.
К средним - поликарбонат, полиамид (нейлон), акрил бутадиен стенол и т. д.
К твердым относятся: "поканR" и т.д.
При восстановлении изделий должен применяться присадочный материал, относящийся к группе материалов, из которых изготовлено изделие.
Для сварки пластмассы применяется жгут 1 (присадочный материал), который должен иметь сечение, подобное форме углубления канавки. Для изготовления требуемого сечения (например, треугольного) жгута 1 необходимо использовать специальное приспособление.
Приспособление представляет собой направляющую 2 V-образной формы и абразивный круг 3 (фиг.1).
Заготовка, имеющая форму прямоугольника, протягивается между направляющей 2 и абразивным кругом 3 поочередно с одной и с другой стороны. В результате этой операции получается жгут требуемой формы (в данном случае треугольника).
Поток горячего воздуха создает фен, используемый в строительстве, с рабочим диапазоном температур от 50-650oC и с регулируемым давлением потока. Для концентрации тепла и удобства укладки жгута 1 используется насадка (мундштук) 2 специальной конфигурации (фиг.2).
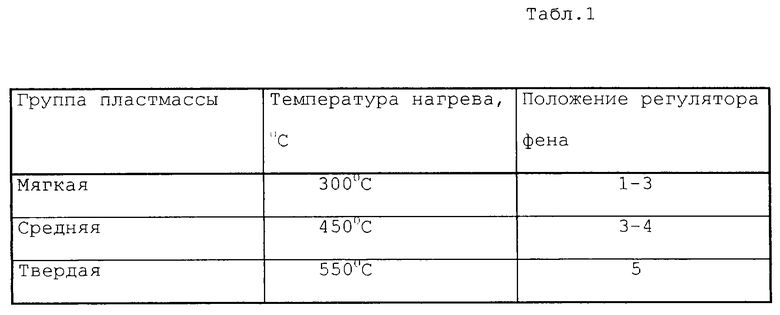
Во избежание сжигания материала ремонтируемого изделия применяют определенные температурный режим и давление подаваемого горячего воздуха (таблица).
Перед сваркой осуществляют подготовку ремонтируемой детали.
Очищают поверхность детали от грязи, масел и краски (если она была нанесена).
Зачищают в зоне ремонта верхний слой пластмассы, имевший длительное время контакт с окружающей средой.
С помощью резака в детали выполняют канавку (углубление) по всей длине трещины или края облома детали с наружной ее стороны. Допускается вырезание канавки с внутренней стороны детали в случаях усложненной конструкции изделия. Кроме того, для большей прочности с внутренней стороны детали накладывают и приваривают поперек трещины несколько валиков из жгута.
Свариваемые детали размещают на рабочем верстаке так, чтобы при нагревании не возникли перемещение или деформация ее.
Перед началом работ настраивают фен исходя из вышеуказанных критериев (установка соответствующего положения регулятора фена). Подводят фен к началу трещины детали, вставляют жгут в верхний патрубок его насадки и струей горячего воздуха добиваются одинакового размягчения сопрягаемых участков жгута и свариваемой части детали. После соединения между собой начальных участков присадочного материала и углубления производят их охлаждение (например, смоченной в воде тканью). Толкательным движением, одновременно прижимая верхним углом насадки, укладывают окончательно жгут в канавку. После окончания этой операции рекомендуется охладить весь шов. При правильном проведении операции шов должен получаться ровным, без пропусков и наслоений.
Подача жгута должна быть строго пропорциональна движению фена вдоль трещины, при этом верхний конец насадки, имеющий закругленную форму, прижимает размягченную массу, выполняя роль "утюжка".
После окончания сварки ремонтируемый участок охлаждается влажной тканью, удаляют неиспользованную часть жгута.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления пластмассовых элементов конструкций | 2017 |
|
RU2664669C1 |
| СПОСОБ РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2694352C1 |
| Способ восстановления стеклопластиковых труб-оболочек | 1980 |
|
SU973397A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДВОЙНЫМ ПОВЕРХНОСТНО-ОРТОГОНАЛЬНЫМ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ (DSOVIM) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2833579C1 |
| Способ ямочного ремонта дорожного покрытия | 2018 |
|
RU2740138C2 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ ИЗ СПЛАВОВ С ЖАРОСТОЙКИМ ПОКРЫТИЕМ | 2007 |
|
RU2344915C2 |
| СПОСОБ РЕМОНТА ЕМКОСТЕЙ | 1991 |
|
RU2036766C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2021 |
|
RU2793585C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО КРЕМНИЙСОДЕРЖАЩЕГО ЗАЩИТНОГО ПОКРЫТИЯ НА ЖАРОПРОЧНЫХ КОНСТРУКЦИОННЫХ МАТЕРИАЛАХ | 2010 |
|
RU2437961C1 |
| СПОСОБ РЕМОНТА И ИЗГОТОВЛЕНИЯ КОМПОНЕНТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И КОМПОНЕНТЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОТРЕМОНТИРОВАННЫЕ ИЛИ ИЗГОТОВЛЕННЫЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2015 |
|
RU2635688C2 |
Изобретение относится к области ремонта пластмассовых изделий, в частности к ремонту частей транспортных средств, например бамперов автомобилей, бытовой техники и т.д. В способе восстановления пластмассовых изделий в зоне повреждения элемента с предварительно очищенной и зачищенной поверхностью выполняют углубление, размещают в нем присадочный материал и производят соединение его с материалом элемента. При этом осуществляют тепловое воздействие на сопрягаемые участки присадочного материала и восстанавливаемого элемента. Присадочный материал размещают в углублении постепенно после указанного теплового воздействия. По мере укладки в углубление присадочного материала производят его одновременное прижатие и разглаживание. 6 з.п.ф-лы, 1 табл., 2 ил.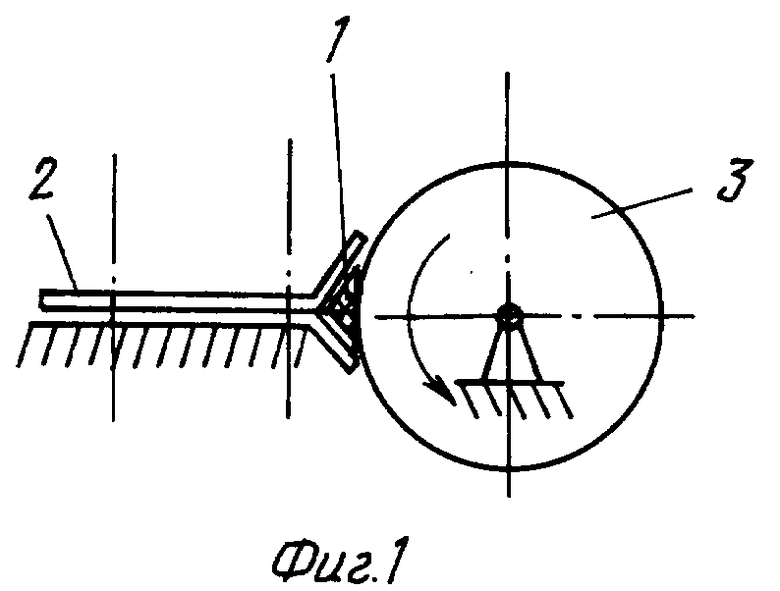
| US 3620865 A, 16.11.71 | |||
| US 4692195 A, 08.09.87 | |||
| Тростянская Е.Б | |||
| и др | |||
| Сварка пластмасс | |||
| - М.: Химия, 1967, с.48 - 54 | |||
| ПЕТЛЕОБРАЗУЮЩИЕ ОРГАНЫ МАШИНЫ | 0 |
|
SU242779A1 |
| DE 3608755 A1, 07.09.87 | |||
| DE 3731038 A1, 06.04.89 | |||
| US 4013495 A, 22.03.97 | |||
| US 4711746 A, 08.12.87 | |||
| ТАМПОН С УЛУЧШЕННОЙ ЦЕЛОСТНОСТЬЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2586209C2 |
| Способ ремонта гуммированной аппаратуры | 1978 |
|
SU674930A1 |
| Способ ремонта местных повреждений шин | 1990 |
|
SU1708666A1 |
| Способ восстановления рабочей поверхности конвейерной ленты | 1975 |
|
SU638482A1 |
| УСТРОЙСТВО для СВАРКИ ТЕРМОПЛАСТОВf^^f/co: о 3 н. А я|п;;йи:;о-и:кк;^;кшi fv,'U:-;r'iC>& ГеКА | 0 |
|
SU252582A1 |
