Изобретение относится к металлургии, в частности к непрерывной разливке металлов и сплавов.
Наиболее близким к предлагаемому способу получения непрерывно-литых деформированных заготовок является способ непрерывного вертикального литья стальной ленты в кристаллизаторе с конической формой верхней части его рабочей полости /1. А. С. N 1336943 СССР, B 22 D 11/00, 1987/, включающий введение затравки в кристаллизатор, имеющий две пары стенок, подачу жидкой стали в кристаллизатор, охлаждение с формированием затвердевшей корочки и вытягивание ее из кристаллизатора.
Недостатком известного способа непрерывного вертикального литья стальной ленты /1/ является возможность получения только стальных лент. Кроме этого, несогласование скорости разливки и вытягивания ленты приводит к ее разрыву или короблению.
Заявляемый способ направлен на создание высокопроизводительного процесса получения непрерывно-литых деформированных заготовок.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в:
1. Повышении производительности процесса получения заготовок.
2. Увеличении выхода годных заготовок.
3. Улучшении качества поверхности и внутренней структуры заготовок.
Заявляемый способ характеризуется следующими существенными признаками.
Ограничительные признаки: подача расплава в вертикальный кристаллизатор, состоящий из двух пар противоположно расположенных стенок с расширяющейся в верхней части рабочей полостью; формирование корочки заготовки; деформация корочки и проталкивание заготовки из кристаллизатора.
Отличительные признаки: стенки кристаллизатора приводят в движение; одной паре стенок сообщают вращательное движение с количеством деформаций корочки n=20-40 на один метр длины заготовки; другой паре стенок возвратно-поступательное перемещение со скоростью проталкивания заготовки V=1,5-3 м/мин.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом достигается в следующем.
Приведение стенок кристаллизатора в движение с сообщением одной паре стенок вращательного движения обеспечивает условие деформации корочки и захвата заготовки. Уменьшение количества деформаций корочки n<20 на один метр длины заготовки в процессе совершения одной парой стенок вращательного движения приводит к недостаточному качеству поверхности металла и незначительному повышению механических свойств изделий.
Увеличение количества деформаций корочки n>40 на один метр длины заготовки в процессе совершения одной парой стенок вращательного движения приводит к возникновению колебательного движения расплава в рабочей полости кристаллизатора. Увеличение уровня заливки металла приводит к его выплескиванию за пределы кристаллизатора.
Приведение стенок кристаллизатора в движение с сообщением другой паре возвратно-поступательного перемещения обеспечивает проталкивание металла, что устраняет необходимость наличия механизма вытягивания заготовки.
Уменьшение скорости проталкивания заготовки V<1,5 м/мин в процессе совершения стенками второй пары возвратно-поступательного перемещения приводит при установленных количествах деформаций корочки к переохлаждению металла и ухудшению его деформации.
Увеличение скорости проталкивания заготовки V>3 м/мин в процессе совершения стенками второй пары возвратно-поступательного перемещения приводит в ряде случаев к проникновению жидкой фазы за пределы кристаллизатора, что ухудшает качество поверхности и внутренней структуры заготовки, а также к прорывам корочки.
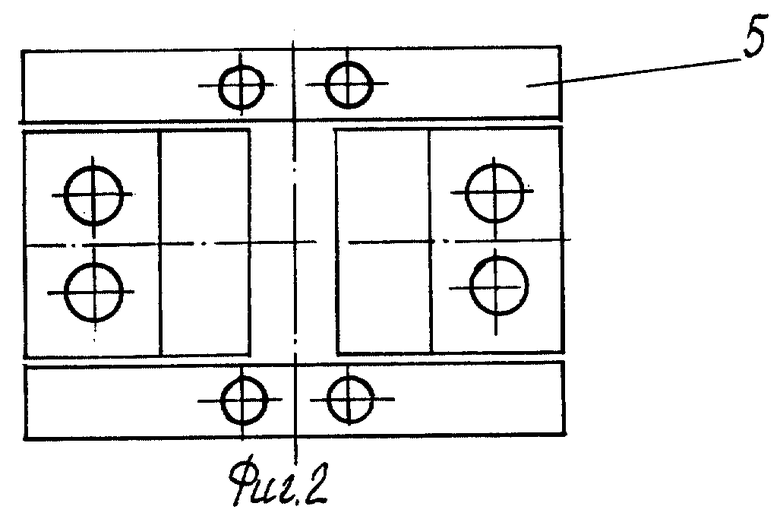
На фиг. 1 и 2 представлено устройство, предназначенное для реализации заявляемого способа.
Устройство на фиг. 1 и 2 состоит из разливочной емкости 1 с погружным стаканом 2, кристаллизатора 3 с первой парой рабочих стенок 4, выполненных с верхним расширенным участком, и второй парой стенок 5. Способ осуществляется следующим образом. Предварительно в кристаллизатор устанавливается специальное приспособление-затравка, предотвращающая выливание расплава.
Жидкий металл из разливочной емкости 1 через погружной стакан 2 поступает в кристаллизатор 3, где происходит его затвердевание. После достижения расплавом определенного уровня стенки кристаллизатора 3 приводят в движение. При этом первой паре рабочих стенок 4 сообщается вращательное движение, что обеспечивает деформацию корочки, а второй паре рабочих стенок 5 - возвратно-поступательное перемещение с проталкиванием заготовки с установленной скоростью.
Сущность: способ получения непрерывно-литых деформированных заготовок, включает подачу расплава в вертикальный кристаллизатор, состоящий из двух пар противоположно расположенных стенок с расширяющейся в верхней части рабочей полостью, формирование корочки с ее деформацией и проталкивание заготовки. Стенки кристаллизатора приводят в движение, сообщая одной паре стенок вращательное движение с количеством деформаций корочки n = 20-40 на 1 м длины заготовки, а другой паре стенок - возвратно-поступательное перемещение со скоростью проталкивания заготовки V = 1,5-3 м/мин. Технический результат: повышение производительности процесса получения заготовок, увеличение выхода годных заготовок, улучшение качества поверхности и внутренней структуры заготовок. 2 ил.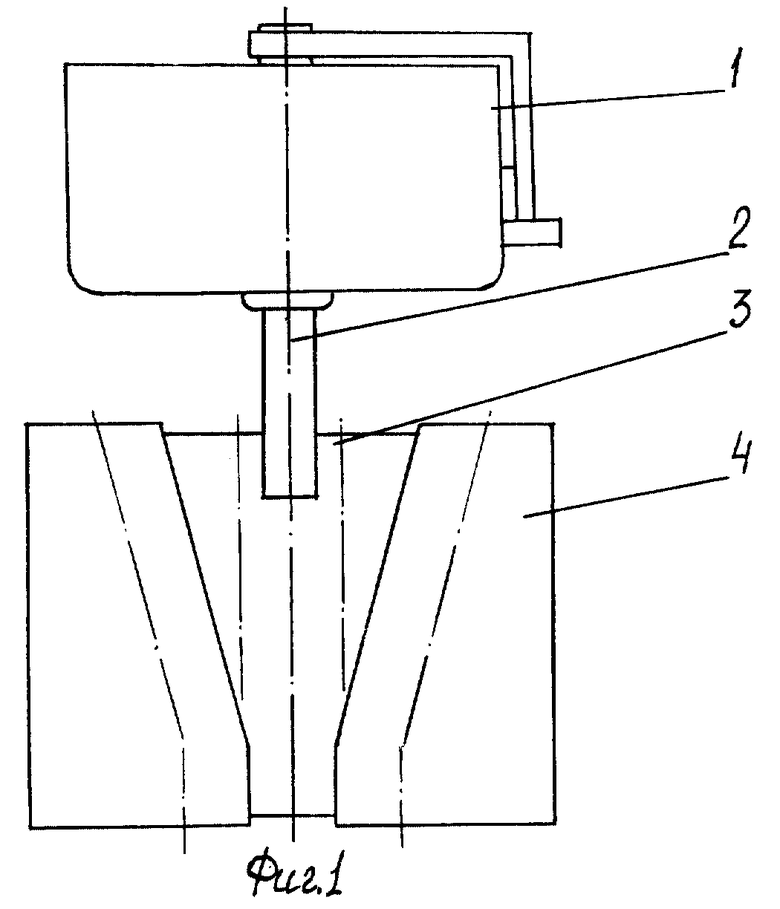
Способ получения непрерывно-литых деформированных заготовок, включающий подачу расплава в вертикальный кристаллизатор, состоящий из двух пар противоположно расположенных стенок с расширяющейся в верхней части рабочей полостью, формирование корочки с ее деформацией и проталкивание заготовки из кристаллизатора, отличающийся тем, что стенки кристаллизатора приводят в движение, сообщая одной паре стенок вращательное движение с количеством деформаций корочки n = 20 - 40 на 1 м длины заготовки, а другой паре стенок - возвратно-поступательное перемещение со скоростью проталкивания заготовки V = 1,5 - 3 м/мин.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE A 3833014, 05.04.90. | |||
