Изобретение относится к способам получения высоковольтных полимерных изоляторов методом литья.
Полимерные изоляторы обладают рядом преимуществ по сравнению с керамическими: существенно меньшим весом; сопротивляемостью по отношению к актам вандализма; лучшей устойчивостью к механическим нагрузкам, вибрациям и ударам; лучшими разрядными характеристиками. Изоляторы изготавливают из следующих полимерных материалов: эпоксидных смол, этилен-пропиленовых материалов и сополимеров на их основе, силиконовых эластомеров (кремнийорганических резин). Изоляторы - изделия, выпускаемые серийно (до 2 - 3 млн. штук в год). Наиболее высокопроизводительным методом их получения является литье под давлением.
Известен способ получения изоляторов из эпоксидной смолы методом литья под давлением (заявка ПНР N 257040, МКИ H 01 B, опубл. 15.07.86). Изделия из этого материала обладают низкой стойкостью к воздействию климатических факторов, особенно в условиях загрязнения и увлажнения. Это обусловило возможность применения эпоксидных смол только для изоляторов низкого напряжения, работающих в закрытых помещениях (например, в качестве элементов закрытых электрических аппаратов).
Известен также способ получения изоляторов литьем под давлением из сополимера этилена с винилацетатом, наполненного гидроксидом алюминия (авт. св. СССР N 1612822, МКИ H 01 B 19/00 от 08.08.88). Изделия из этого материала более устойчивы к действию климатических факторов, чем эпоксидные смолы, однако низкая гидрофобность поверхности, особенно в условиях загрязнения, приводящая к образованию треков в результате местной термической деградации материала под действием частичных дуг, ограничивает их применение в районах с высокой степенью загрязнения окружающей среды.
Наиболее надежными материалами для наружной изоляции являются силиконовые эластомеры, сохраняющие высокую гидрофобность даже при загрязнениях поверхности. Кроме того, эти материалы более устойчивы к солнечным ультрафиолетовым лучам, чем вышеперечисленные термопластичные материалы (E.A. Cherny iE. E. Elektrical Insulation Magazine, May/June, 1996, vol. 12, N 3, p. 7 - 15). Однако силиконовые композиции, обладающие требуемыми физико-механическими показателями и обеспечивающие получение изоляторов с высокими эксплуатационными свойствами, как правило, имеют высокую вязкость и не переходят в вязкотекучее состояние при повышенных температурах, поэтому их переработка литьем (особенно целого крупногабаритного изделия) затруднена. Изоляторы из силоксановых эластомеров получают прессованием отдельных элементов их наружной изоляции с последующей сборкой.
Известен способ изготовления высоковольтных изоляторов из силоксана (патент США N 4724284, МКИ H 01 B 17/02, 17/26, 19/00, опубл. 09.02.88), заключающийся в том, что раздельно изготавливают сердечник с невулканизированной оболочкой на его центральной части с постоянным определенным наружным диаметром, затем изготавливают модуль из эластомера с наружной юбкой и внутренней цилиндрической поверхностью определенного диаметра, меньшего наружного диаметра оболочки. Диаметр внутренней поверхности расширяют до достаточно большого диаметра для того, чтобы дать возможность модулю скользяще перемещаться по сердечнику. На внутренней поверхности помещают водонепроницаемый диэлектрический уплотнитель. Модуль перемещают по сердечнику до определенного осевого местоположения с тем, чтобы образовать узел из сердечника и модуля. Нагревая этот узел, вулканизуют оболочку, усаживая диаметр внутренней поверхности до первоначальной величины. Усадка сжимает оболочку, смещая ее материал в процессе вулканизации продольно так, что образуются выпуклости смежно с обоими осевыми торцами модуля для постоянного удерживания модуля в нужном направлении. При этом модуль практически свободен от остаточных механических напряжений, а уплотнитель создает поверхность раздела между модулем и оболочкой. Оболочка имеет сплошные по периферии наружные выпуклости, перекрывающие осевые торцы внутренней поверхности и сцепляемые с ними.
Описанный способ отличается сложностью, многостадийностью, наличием ряда трудоемких операций, в том числе ручных, а потому низкой производительностью и нестабильностью свойств получаемых изоляторов.
Известен также способ изготовления высоковольтных изоляторов (авт.св. N 1829051 A1, H 01 B 17/02, 19/00 от 1993), заключающийся в том, что на стержень нанизывают предварительно отпрессованные из силоксана элементы наружной оболочки, причем в зону стыковки подают герметик.
Данный способ также отличается низкой производительностью. Кроме того, наличие стыков между элементами увеличивает вероятность попадания в них влаги и снижает надежность изделия.
Наиболее близким к предлагаемому является "Способ получения ребристого покрытия" (авт. св. СССР N 1379810, МКИ H 01 B 19/00, опубл. 24.03.86). По данному способу стержень изолятора располагают горизонтально, охватывают разъемной пресс-формой с перпендикулярной к оси стержня полостью для формирования ребра и с плоскостью разъема, параллельной оси стержня, в полость подают под давлением дозированное количество изоляционного материала в вязкотекучем состоянии, отверждают его на стержне, после чего стержень смещают в осевом направлении, причем отверждение производят в две стадии: до минимальной механической прочности ребра в литьевой форме и окончательное - в дополнительной пресс-форме.
Данный способ не позволяет получать изделия из кремнийорганических наполненных резин литьем под давлением с высокой производительностью из-за их высокой вязкости (низкой текучести). В то же время подобные системы обладают тиксотропными свойствами (см. Савватеев С.Г., Жуков Г.И., Богданов В.В. Журнал прикладной химии, 1984, том VII, N 12, с. 2749-2755), т.е. их структура разрушается под действием деформации сдвига, в результате вязкость системы падает.
Задача настоящего изобретения заключается в получении изделий из наполненных силоксановых эластомеров высокопроизводительным методом литья под давлением. Получение изделий осуществляют путем предварительного сдвигового деформирования композиций при определенной скорости сдвига и времени деформирования, выбираемых из соотношения
где μ - наименьшая эффективная вязкость материала, МПа•с; скорость сдвига, с-1;
скорость сдвига, с-1;
t - время обработки, с.
Способ осуществляют следующим образом. Приготовленную стандартную композицию на основе полисилоксана подвергают деформационному воздействию в любом из известных типов смесителей (роторный резиносмеситель, валковый смеситель, червячный смеситель). При этом режимы обработки (скорость сдвига  время обработки t) выбирают из зависимости
время обработки t) выбирают из зависимости
Величина скорости сдвига  для любого из применяемых типов смесителей может быть найдена в справочной литературе или рассчитана из простых зависимостей (см. Вострокнутов Е.Г. и др. Переработка каучуков и резиновых смесей. -М.: Химия, 1980, с. 66, 144 - 146).
для любого из применяемых типов смесителей может быть найдена в справочной литературе или рассчитана из простых зависимостей (см. Вострокнутов Е.Г. и др. Переработка каучуков и резиновых смесей. -М.: Химия, 1980, с. 66, 144 - 146).
При выполнении данной зависимости вязкость композиции достигнет наименьшего значения (для данного типа оборудования и скорости сдвига) и композиция приобретает необходимую для литья под давлением текучесть. Далее обработанную подобным образом композицию дозируют и подают под давлением в разъемную нагретую литьевую форму с предварительно установленным в ней стержнем, где происходит вулканизция (отверждение), после чего изделие извлекают из формы и проводят вторую стадию его вулканизации в термошкафу.
В результате реализации данного способа, используя стандартные наполненные смеси на основе силоксановых каучуков, можно обеспечить их переработку более высокопроизводительным методом литья под давлением, а также повысить надежность изделия за счет исключения стыков между отдельно изготовленными прессованием и набираемыми на стержень элементами оболочек.
Предварительная обработка смеси не оказывает влияние на физикомеханические и эксплуатационные свойства изделий.
Пример 1.
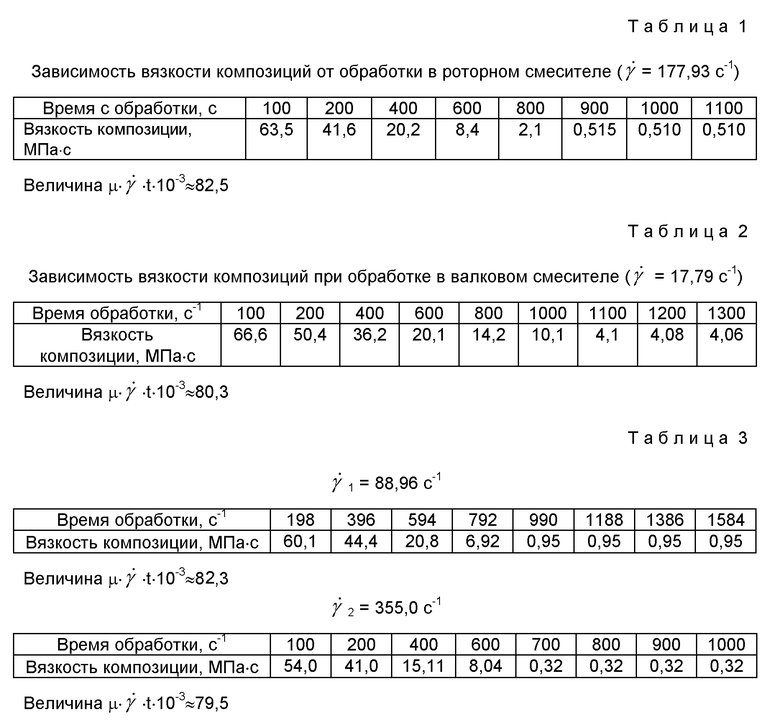
Стандартную смесь для получения высоковольтных изоляторов (состав: синтетический каучук термостабильный с винильными группами СКТВ-1 - 100 мас.ч.; наполнитель аэросил А-175 - 30 мас.ч.; антиструктурирующая добавка НД-8 - 8 мас.ч.; окись титана - 10 мас.ч. (или окись цинка - 5 мас.ч.); вулканизующий агент - 2,3-дихлорбензоил (ДХБ) - 1,3 мас.ч.) обрабатывали в роторном смесителе (скорость сдвига  ), фиксируя время обработки и вязкость материала. Полученные результаты приведены в табл. 1.
), фиксируя время обработки и вязкость материала. Полученные результаты приведены в табл. 1.
Пример 2.
Стандартную смесь того же состава обрабатывали в валковом смесителе ( ≈ 17,79 c-1), фиксируя время обработки и вязкость материала. Полученные результаты приведены в табл. 2.
≈ 17,79 c-1), фиксируя время обработки и вязкость материала. Полученные результаты приведены в табл. 2.
Пример 3.
Стандартную смесь того же состава обрабатывали в червячном смесителе при разных скоростях сдвига  фиксируя время обработки смеси по числу проходов и вязкость материала. Полученные результаты приведены в табл. 3.
фиксируя время обработки смеси по числу проходов и вязкость материала. Полученные результаты приведены в табл. 3.
Как видно из представленных данных, независимо от типа применяемого оборудования выход вязкости на наименьшее значение (ньютоновское течение) происходит при величине  .
.
Пользуясь данной зависимостью, можно в каждом случае выбрать рациональные режимы обработки материала (скорости вращения рабочих органов роторного и шнекового смесителей, частоту вращения валков и зазор между ними для валковых смесителей и т.п.).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ ИЗОЛЯТОРОВ | 2008 |
|
RU2389096C1 |
| СПОСОБ РЕМОНТА КЕРАМИЧЕСКИХ ИЗОЛЯТОРОВ | 1999 |
|
RU2151436C1 |
| СПОСОБ ГИДРО- И МЕХАНОЗАЩИТЫ ВЫСОКОВОЛЬТНЫХ КЕРАМИЧЕСКИХ ИЗОЛЯТОРОВ | 2009 |
|
RU2396622C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИИ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА С ПОЛИСИЛОКСАНОМ, ОБЛАДАЮЩЕЙ ЭФФЕКТОМ ПАМЯТИ | 2006 |
|
RU2348523C2 |
| ПРОХОДНОЙ ИЗОЛЯТОР | 2013 |
|
RU2525227C1 |
| РЕЗИНОВАЯ СМЕСЬ | 1997 |
|
RU2131893C1 |
| Способ изготовления твердотельного изолятора для рентгеновского аппарата | 2022 |
|
RU2802253C1 |
| ИНДИКАТОР ПРОБОЯ ИЗОЛЯТОРА И ИЗОЛЯТОР С ТАКИМ ИНДИКАТОРОМ | 2018 |
|
RU2702961C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭПОКСИКАУЧУКОВОЙ КОМПОЗИЦИИ | 2009 |
|
RU2430125C1 |
| Полимерная композиция | 1986 |
|
SU1432072A1 |
Изобретение относится к способам получения высоковольтных полимерных изоляторов методом литья. Технический результат - получение с высокой производительностью оболочек из наполненных силоксановых эластомеров методом литья под давлением. Способ включает установку стержня изолятора внутри разъемной пресс-формы, подачу под давлением дозированного количества изоляционного материала и отверждение на стержне в две стадии, отличается тем, что изоляционный материал подвергают предварительному сдвиговому деформированию при определенной скорости сдвига и времени деформирования, выбираемых из соотношения  наименьшая вязкость материала, МПа•с;
наименьшая вязкость материала, МПа•с;  скорость сдвига, с-1; t - время обработки, с. 3 табл.
скорость сдвига, с-1; t - время обработки, с. 3 табл.
Способ получения полимерных изоляторов методом литья, включающий установку стержня внутри разъемной пресс-формы, подачу под давлением дозированного количества изоляционного материала и отверждение на стержне в две стадии, отличающийся тем, что изоляционный материал на основе наполненных полисилоксановых композиций подвергают предварительному сдвиговому деформированию при определенной скорости сдвига и времени деформирования, выбираемых из соотношения
где μ - наименьшая эффективная вязкость материала, МПа • с; скорость сдвига, с1;
скорость сдвига, с1;
t - время обработки, с.
| Способ получения ребристого покрытия | 1986 |
|
SU1379810A1 |
| Способ монтажа изоляционных элементов на стержень | 1991 |
|
SU1829051A1 |
| US 4724284 A, 09.02.88 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕВОГО ИЗОЛЯТОРА | 1985 |
|
SU1618185A1 |
