Изобретение относится к области получения полотна из армированных эластомерных материалов и может быть использовано для изготовления автошин, конвейерных лент, ремней, поручней эскалаторов, оболочек и т.п.
Известен способ изготовления армированного эластомерного полотна, армированного капроновым, вискозным, полиамидным, полиэфирным или металлическим кордом (Р.В.Узина и др. Технология обработки шинного корда. М.: Химия, 1986, с. 6-17).
Недостатком данного способа является то, что данное эластомерное полотно армировано волокнистыми нитями, сплетенными их отдельных волокон, текстильных или металлических, круглого сечения. Получение полотна требует специальной полготовки нитей.
Техническим результатом изобретения является повышение коррозионной стойкости полотна, стойкости к износу и тепловыделению.
Технический результат достигается тем, что в армированном эластомерном полотне, включающем резину и изолированные друг от друга параллельно расположенные в один или несколько рядов волокнистые нитесодержащие армирующие элементы, согласно изобретению, армирующие элементы выполнены в виде мононити прямоугольного, или таврообразного, или периодического, или волнообразного профиля с отношением ширины к толщине в/h=0,7-15 при толщине изолирующего слоя между армирующими элементами 0,5-3,0 мм с количеством нитей по ширине полотна 5-250 и расстоянием между мононитями 0,1-4,0 мм.
Мононити для армирования резино-кордного полотна выполняются прокаткой. Мононить прямоугольного сечения с отношением ширины к толщине в/h= 0,7-15 получают прокаткой в гладких валках. Мононить таврообразного профиля получают прокаткой проволоки в калибре с отношением ширины к толщине в/h= 0,7-15 (фиг. 1).
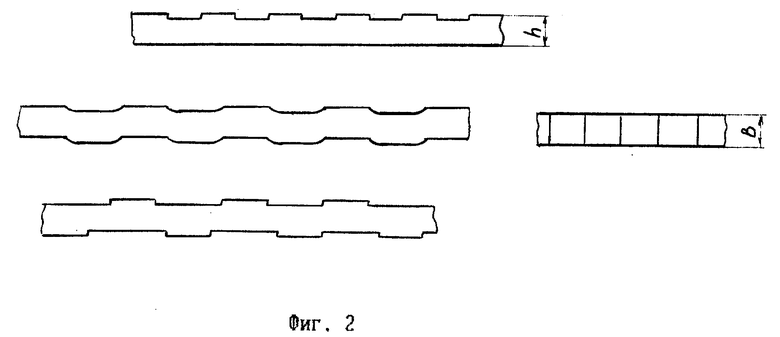
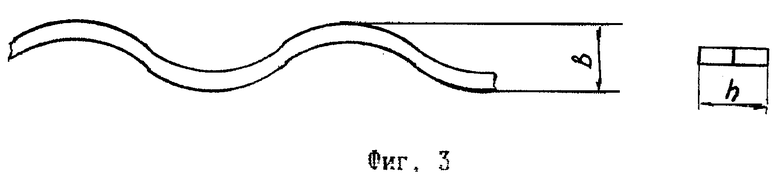
Мононить периодического профиля получают прокаткой в начале на гладких валках, а последующая прокатка производится на валках, на которых поперечно валку сделаны проточки для нанесения периодического профиля различной конфигурации с отношением в/h=0,7-15 (фиг. 2). Мононить волнообразного профиля получают из проволоки круглого сечения, которая протягивается через неприводные валки (шестерни) с различным шагом. Получают волнистый профиль, который в дальнейшем прокатывают в гладких валках. Волнообразный профиль получают с отношением ширины к толщине в/h=0,7-15 (фиг. 3). Полученный армирующий материал перерабатывается по действующей технологии на агрегате ЛОМК-800 или ЛИМБ-350 в эластомерное полотно.
Эластомерное полотно из мононитей обладает следующим преимуществом по отношению к полотну с витым армирующим элементом:
- обладает повышенной коррозионной стойкостью;
- мононить не сохраняет адгезионные свойства при эксплуатации эластомерного полотна;
- отсутствует фриттинг износ;
- обладает повышенной стойкостью к тепловыделению при эксплуатации.
Изготовленная методом прокатки мононить прямоугольного сечения размером 0,4 х 1,20 мм и 0,6 х 1,60 мм была задана на Ярославском шинном заводе в каландровую линию с шагом между нитями 2,6 мм и 4,0 мм с обрезиниванием мононити резиновой смесью толщиной 1,25 мм и 2,20 мм с количеством нитей в полотне 307 и 200 штук. Полученное эластомерное полотно разрезалось на дисковых ножницах и в последующем из эластомерного армированного полотна с мононитью изготовлены шины. Полученные шины из эластомерного полотна, армированного мононитью, прошли ускоренно-дорожные испытания и показали следующие преимущества по отношению к полотну с витым армирующим элементом:
- износостойкость повысилась на 15-20%;
- выкатываемость повысилась на 10%;
- устойчивость на поворотах и при перестройке - на 3-5%;
- снижение расхода бензина на 5-8%;
- снижение расхода эластомерного материала (мононити) на 5-10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРУЮЩЕГО МАТЕРИАЛА | 1995 |
|
RU2096101C1 |
| Армированное эластомерное полотно | 1977 |
|
SU717094A1 |
| Пневматическая радиальная легковая шина и легкогрузовая шина | 2021 |
|
RU2793769C2 |
| ПОКРЫШКА ПНЕВМАТИЧЕСКОЙ ШИНЫ РАДИАЛЬНОГО ПОСТРОЕНИЯ | 1996 |
|
RU2104166C1 |
| КОЛОСНИКОВЫЙ ПРОФИЛЬ ДЛЯ ПРОИЗВОДСТВА ЩЕЛЕВЫХ СЕТОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2173224C2 |
| АРМИРОВАННАЯ ГРАФИТОВАЯ ФОЛЬГА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2415108C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ РЕЗИНОТКАНЕВЫХ ЭЛАСТОМЕРНЫХ КОМПОЗИЦИОННЫХ МЕМБРАННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2583008C1 |
| Композиционный материал для изготовления строительных изделий, изготовленное из композиционного материала строительное изделие и способ изготовления строительного изделия из композиционного материала | 2024 |
|
RU2841077C1 |
| ДВУХСЛОЙНАЯ АРМИРУЮЩАЯ ТКАНЬ ПОД ЭЛАСТОМЕРНОЕ ПОКРЫТИЕ | 2012 |
|
RU2507324C1 |
| СЕРДЕЧНИК СТАЛЬНОГО КАНАТА | 1996 |
|
RU2112095C1 |
Изобретение относится к области получения полотна из армированных эластомерных материалов и может быть использовано для изготовления автошин, конвейерных лент, ремней, поручней эскалаторов, оболочек и т.п. Армированное эластомерное полотно включает резину и изолированные друг от друга параллельно расположенные в один или несколько рядов волокнистые нитесодержащие армирующие элементы. Армирующие элементы выполнены в виде мононити прямоугольного, таврообразного, периодического или волнообразного профиля. Отношение ширины к толщине профиля в/h=0,7-15. Толщина изолирующего слоя между армирующими элементами равна 0,5-3,0 мм. Количество нитей по ширине полотна равно 5-250. Расстояние между мононитями равно 0,1-4,0 мм. Изобретение позволяет повысить износостойкость армированного эластомерного полотна. 3 ил.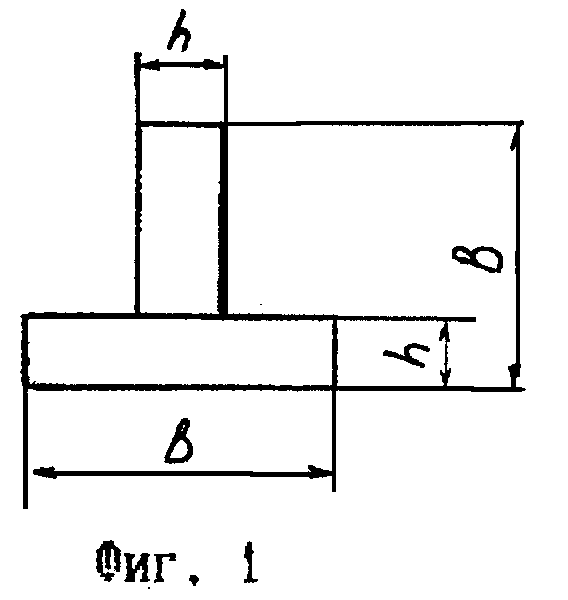
Армированное эластомерное полотно, включающее резину и изолированные друг от друга параллельно расположенные в один или несколько рядов волокнистые нитесодержащие армирующие элементы, отличающееся тем, что армирующие элементы выполнены в виде мононити прямоугольного, или таврообразного, или периодического, или волнообразного профиля с отношением ширины к толщине в/h = 0,7 - 15 при толщине изолирующего слоя между армирующими элементами 0,5 - 3,0 мм с количеством нитей по ширине полотна 5 - 250 и расстоянием между мононитями 0,1 - 4,0 мм.
| Р.В.Узина и др | |||
| Технология обработки шинного корда | |||
| - М.: Химия, 1986, с.6 - 17 | |||
| Устройство для вычисления квадратного корня | 1981 |
|
SU1027718A1 |
| ДВОЙНОЙ МОСТ С ТЕСНОЙ ИНДУКТИВНОЙ СВЯЗЬЮ | 1967 |
|
SU216122A1 |
| СПОСОБ УЛУЧШЕНИЯ КАЧЕСТВА ЖИЗНИ И УВЕЛИЧЕНИЕ ПЕРИОДА РЕМИССИИ У ПАЦИЕНТОВ С ХРОНИЧЕСКОЙ ОБСТРУКТИВНОЙ БОЛЕЗНЬЮ ЛЕГКИХ | 2014 |
|
RU2576837C1 |
| US 3717542 A, 20.02.73 | |||
| US 3421958 A, 14.01.69 | |||
| Транспортерная лента | 1956 |
|
SU106542A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1986 |
|
SU1431946A1 |
| Способ изготовления обрезиненных металлокордных заготовок и устройство для его осуществления | 1988 |
|
SU1558697A1 |
