Изобретение относится к процессам изготовления обрезиненных металлокордных заготовок различной номенклатуры, применяющихся в конструкции и производстве пневматических шин типа Р, и может найти применение в шинном производстве и в производстве других изделий с применением металлокорда,
Целью изобретения является повышение производительности процесса изготовления металлокордных заготовок и
расширение технологических возможностей устройства.
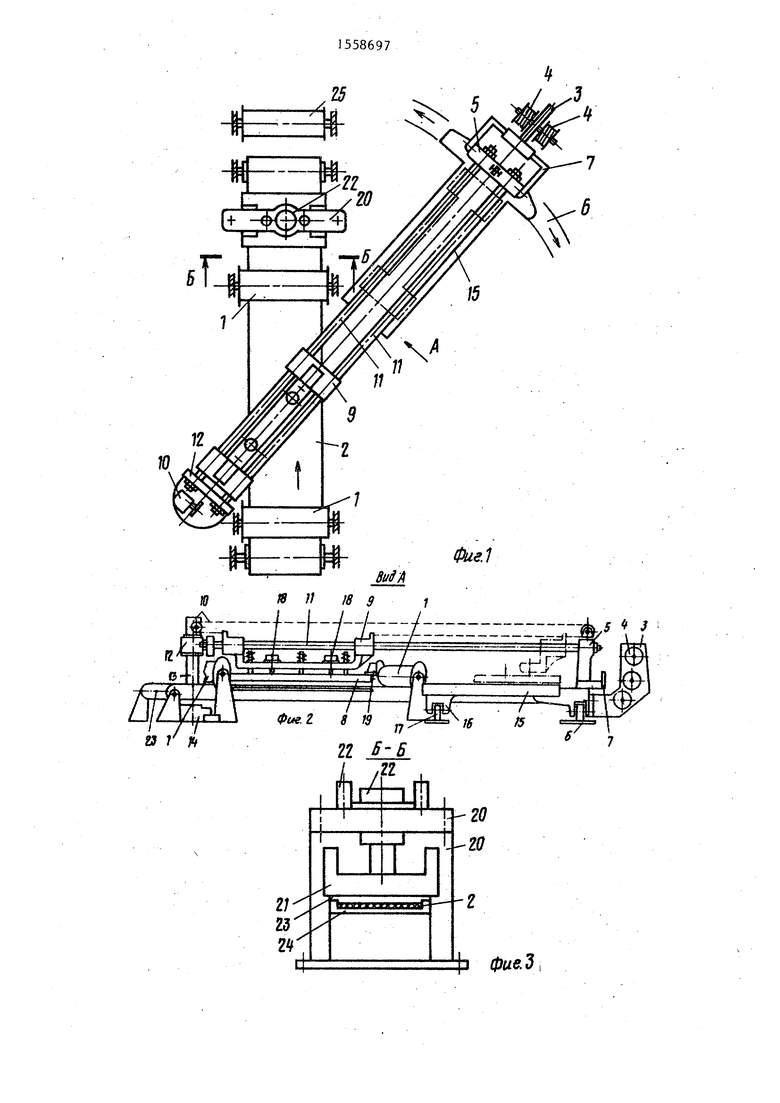
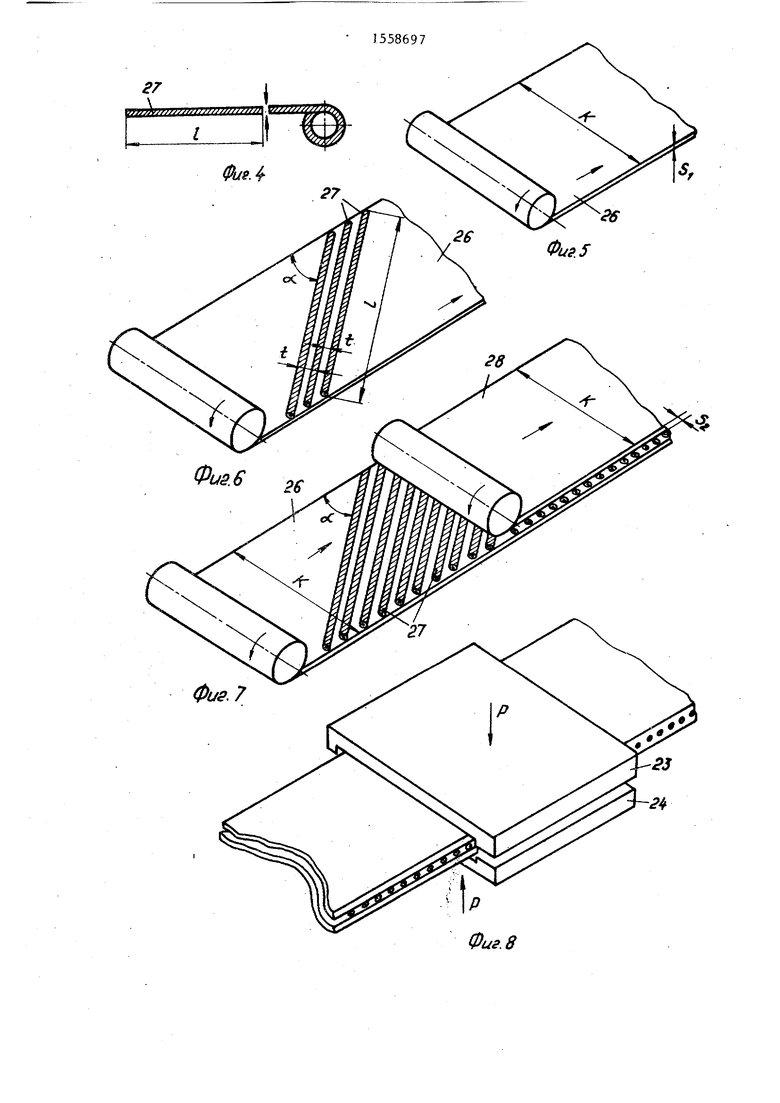
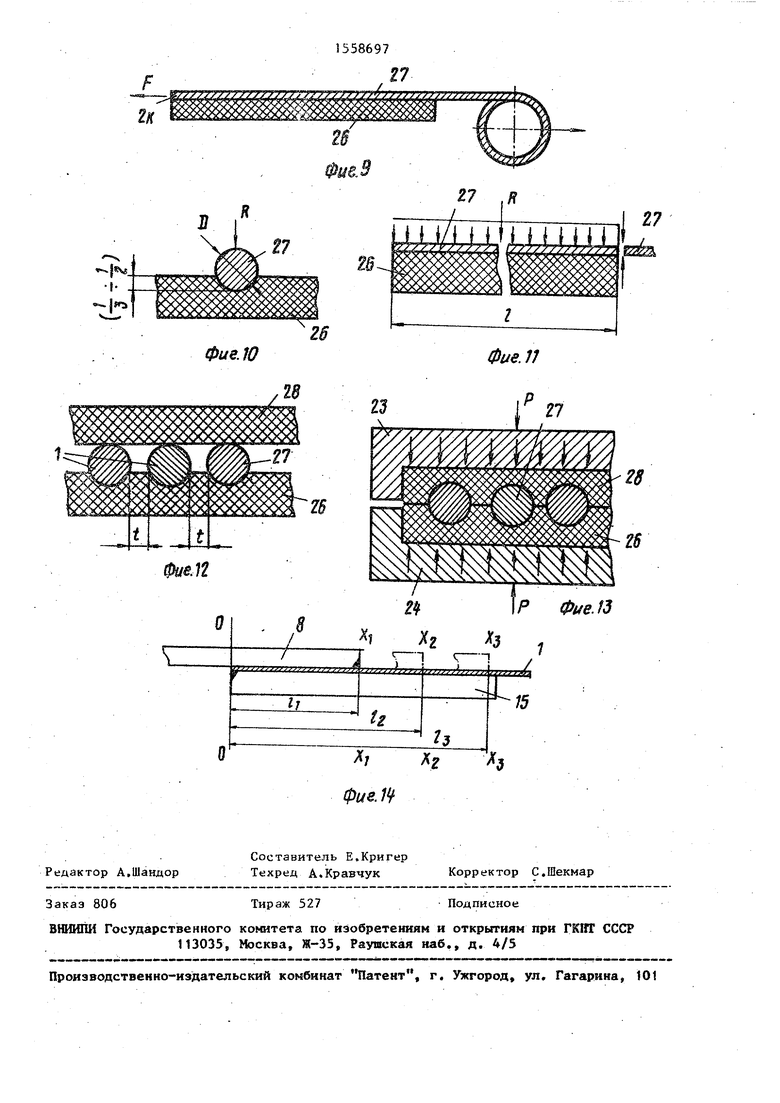
На фиг. 1 изображено устройство, общий вид.сверху; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4-13 - последовательные стадии изготовления заготовок; на фиг. 14 - схема отсчета заданной длины армирующей нити
Устройство содержит механизм 1 для подачи резиновых полос, транспортер 2
3155
с -приводом шаговых перемещений (не показан) для перемещения резиновых полос, механизм для хранения, подачи и укладки армирующих нитей, содержащий корпус 3 со смонтированными по обеим его сторонам шпуледержателями для установки шпуль 4 с армирующими нитями. Механизм для хранения, подачи и укладки армирующих нитей выполнен в виде , установленной с возможностью поворота вокруг вертикальной оси станины 5 по направляющим 6, Корпус 6 установлен на станине 5, на которой установлено
ную плиту 15 и своим концом доводится до ее кромки. Одновременно с этим включаются транспортер 2 и раскатка первой ленты обкладочной резины 26 толщиной и шириной К, равной ширине заготовки, которую следует получить, которая укладывается своей кромкой на траьспортер 2 и далее перемещается им синхронно.
Включается привод 10 перемещения ползуна 9 с основной плитой 8 и последние перемещаются по направлении к дополнительной плите 15, на которой
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления обрезиненных металлокордных заготовок | 1989 |
|
SU1722862A2 |
| Способ изготовления обрезиненных металлокордных заготовок | 1989 |
|
SU1717396A2 |
| Устройство для опрессовки металлокордных материалов | 1981 |
|
SU979166A1 |
| Устройство для опрессовки металлокордных материалов | 1972 |
|
SU441167A1 |
| ПРЕСС ДЛЯ ВЫРУБКИ ЗАГОТОВОК | 1973 |
|
SU361098A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБРЕЗИНЕННОГО КОРДНОГО ПОЛОТНА | 1990 |
|
SU1757185A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Устройство для наложения слоев корда на сборочный барабан | 1978 |
|
SU758675A1 |
| УСТРОЙСТВО РАСТЯЖЕНИЯ ПОЛУФАБРИКАТА ЦЕЛЬНО-МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187401C1 |
| Устройство для наложения полосовых заготовок на барабан | 1979 |
|
SU919259A1 |
Изобретение относится к шинной промышленности, в частности к изготовлению обрезиненных металлокордных заготовок. Цель изобретения - повышение производительности процесса изготовления металлокордных заготовок и расширение технологических возможностей устройства. Для этого вначале армирующие нити предварительно раскраивают на мерные заготовки шириной, соответствующей ширине резиновой заготовки, а после укладки армирующих нитей на них накладывают дополнительную полосу обкладочной резины шириной, соответствующей ширине резиновой полосы, и осуществляют дублирование полученной заготовки. При раскрое армирующих нитей их вначале доводят своими свободными концами до кромки резиновой полосы, а затем раскраивают на мерные заготовки. Механизм для укладки армирующих нитей выполнен в виде установленной с возможностью поворота вокруг вертикальной оси станины и опорной стойки, вертикальной колонны и смонтированного с возможностью поворота вокруг нее корпуса. Одним концом на станине, а другим концом на опорной стойке установлена дополнительная магнитная плита. Направляющие смонтированы одним концом на станине, а другим - на корпусе. Устройство снабжено механизмом отделения мерных армирующих нитей, который смонтирован на основной магнитной плите. Последняя снабжена силовым приводом для ее перемещения относительно ползуна. 2 с.п. ф-лы, 2 з.п. ф-лы, 14 ил.
нитенаправляющее приспособление 7 для | закреплена магнитными силами металлонаправления армирующих нитей,- сматываемых со шпуль 4 с требуемым шагом и в нужной плоскости.
Механизм для укладки1, армирующих нитей снабжен основной магнитной пли- 2Q той 8, смонтированной на ползуне 9, который связан с приводом 10 для его перемещения и установлен на направляющих 1 1 . Последние одним концом смонтированы на станине 5, а вторым концом на корпусе 12, Корпус 12 смонтирован с возможностью поворота вокруг вертикальной колонны 13, установленной на плите 14.
кордная нить 27, Перемещение ведется до тех пор, пока расстояние ме.аду кромкой 00 дополнительной плиты 15 и передней кромкой X плиты 12 не станет равной требуемой длине мерного куска нити 1 (фиг,14). Например, если эта длина должна быть Ц то кромка должна занять положение , если длина 1, то положение и т.д. После этого перемещение плиты 12 прекращается. Включаются пневмоцилиндры 18, основная плита 8 опускается до соприкосновения с нитью 27 и фиксируют ее с заданным шагом t включившимся
Механизм для укладки армирующих ни-,,, электромагнитным полем, Затем ползун
теи содержит дополнительную магнитную плиту 15, одним концом закрепленную на станине 5, а вторым концом установленную на опорной стойке 16 с роликом 17.
Основная магнитная плита 8 снабжена силовым приводом в виде, пневмоци- линдров 18, штоки которых связаны с плитой 8, На основной магнитной плите 8 установлен механизм 19 для отделения мерных армирующих нитей-в виде. лазера.
Устройство снабжено механизмом для дублирования, выполненным в виде II- образной станины 20, в которой установлен ползун 21 с приводом 22 (для его перемещения). На ползуне 21 крепится подвижная дублировочная плита 23, а неподвижная плита 24 смонтирована под лентой транспортера 2. На конце транспортера 2 установлено средст во 25 для закатки заготовки в бобину с прокладкой.
Предлагаемый способ осуществляется на устройстве следующим образом .
35
40
45
50
9 с основной плитой 8 приводом 0 на чинает перемещаться по направлению к транспортеру 2. Это перемещение выпо няется до тех пор, пока кромка XX ос новной плиты 8 не совпадает с кромкой 00 дополнительной плиты 15. Здесь пр исходит остановка, механизм 19 лазер ным лучом кусок нити, закрепленный на о новной плите 8, отрезает от основной нити 27, которая остается на дополнительной плите 15 (фиг, 6), а отрезанная заготовка перемещается далее до тех пор, пока не окажется напротив ленты резины на транспортере 2, посл чего происходит остановка.Пневмоци- линдрами 18 заготовка нити 27 вминае ся в ленту 26 на глубину от 1/3 до 1/2 диаметра нитей. Электромагниты отключаются, основная плита,8 поднимается и направляется за новой зато-. тонкой нити. Транспортер 2 перемещает ся на шаг и ждет следующей операции по укладыванию. По мере укладки нитей включается раскатка и на уложенные ни ти начинает накладываться вторая ленМеталлическая кордная нить разматы- та 28 обкладочной резины толщиной S вается со шпули 4, проводится черези шириной К (фиг, 7).
нитенаправляющее приспособление 7, укладывается на дополнительную магнитПри приближении участка заготовки котором нити с обеих сторон обложекордная нить 27, Перемещение ведется до тех пор, пока расстояние ме.аду кромкой 00 дополнительной плиты 15 и передней кромкой X плиты 12 не станет равной требуемой длине мерного куска нити 1 (фиг,14). Например, если эта длина должна быть Ц то кромка должна занять положение , если длина 1, то положение и т.д. После этого перемещение плиты 12 прекращается. Включаются пневмоцилиндры 18, основная плита 8 опускается до соприкосновения с нитью 27 и фиксируют ее с заданным шагом t включившимся
5
0
5
0
9 с основной плитой 8 приводом 0 начинает перемещаться по направлению к транспортеру 2. Это перемещение выполняется до тех пор, пока кромка XX основной плиты 8 не совпадает с кромкой 00 дополнительной плиты 15. Здесь происходит остановка, механизм 19 лазерным лучом кусок нити, закрепленный на основной плите 8, отрезает от основной нити 27, которая остается на дополнительной плите 15 (фиг, 6), а отрезанная заготовка перемещается далее до тех пор, пока не окажется напротив ленты резины на транспортере 2, после чего происходит остановка.Пневмоци- линдрами 18 заготовка нити 27 вминается в ленту 26 на глубину от 1/3 до 1/2 диаметра нитей. Электромагниты отключаются, основная плита,8 поднимается и направляется за новой зато-., тонкой нити. Транспортер 2 перемещается на шаг и ждет следующей операции по укладыванию. По мере укладки нитей включается раскатка и на уложенные нити начинает накладываться вторая ленПри приближении участка заготовки, котором нити с обеих сторон обложе
ны резиной, в зону действия механизма для дублирования включаются приводы 22, которые опускают ползун 21 с плитой 23, которая сжимает заготовку между этой плитой и неподвижной плитой 24, и выдерживают необходимое время. По окончании дублирования ползун 21 с плитой 23 поднимаются, ожидая следующий участок заготовки. Готовая заготовка на конце транспортера по мере накопления закатывается в бобину на средстве 25.
Если укладка ведется не одиночными нитями, а группой нитей, тогда все
происходит также как описано выше, только на дополнительной плите 15 выкладывается сразу группа нитей, а транспортер 2 делает очередной шаг, соответственно кратный числу уложенных одновременно нитей.
Можно также вначале нить натянуть силой F и в таком состоянии довести своими концами до кромки 2К ленты 26 обкладочной резины под требуемым углом el к ней. Затем (фиг. 10) вдавать силой Р нити в ленту 26 на глубину 1/3-1/2 диаметра Д сечения нити. Удерживая в таком состоянии нити {фиг. И их отрезают на куски мерной длины 1, а затем накладывают на них вторую ленту 28 (фиг, 12) и дублируют ее с первой лентой 26 (фиг. 10).
При работе с натяжением нитей перед укладкой дополнительная плита 15 приближается вплотную к транспортеру 2, Угол укладки нитей на ленту настраивается путем перемещения станины 5 со всеми связанными с ней элементами относительно колонны 13 по направляющей 6.
Предлагаемым способом можно получать обрезиненные металлокордные заготовки практически всей номенклатуры деталей, применяемых в радиальных покрышках (бортовые ленты, слои бреке- pat слои каркаса и т.д.), т.е. в интервале углов от 10 до 90 и расстоянием между нитями в момент укладки, равным 0-8 мм. Способ позволяет получать заготовки в широком диапазоне диаметров армирующих нитей, с разной толщиной и рецептурой обкладочной резины с каждой стороны. Формула изобретения
. Способ изготовления обрезинен- ных металлокордных заготовок, при ко
0
0
5
5
0
5
0
5
0
5
тором выпускают резиновую полосу заданной толщины и укладывают на нее на заданном расстоянии одна от другой и под заданным углом относительно кромок резиновых полос армирующие нити, отличающийся тем, что, с целью повышения производительности процесса изготовления металлокордных заготовок, вначале армирующие нити предварительно раскраивают на мерные заготовки длиной, соответствующей ширине резиновой заготовки, а после укладки армирующих нитей на них накладывают слой резины шириной, соответствующей ширине резиновой полосы, и осуществляют дублирование полученной заготовки,
i
w
4
r. ON 4D 00 Ю
LO
JijSk,
VF
1558697
&
Фиг. 8
фие. Ю
Фие.12
7
фие. Щ
Редактор А.Шандор
Составитель Е.Кригер Техред А.Кравчук
Заказ 806
Тираж 527
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Z7 ,ц
Фие. 1
28
Р Фие. 15
г
Корректор С.Шекмар
Подписное
| Патент США 3894906,кл.I56- 440, опублик | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Авторское свидетельство СССР № 1171361, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Установка для перезарядки каландра безуточным кордом | 1984 |
|
SU1224171A2 |
| Солесос | 1922 |
|
SU29A1 |
