Изобретение относится к индукционной пайке и может найти применение в технологиях изготовления секций волноводов и других тонкостенных металлических изделий.
Известно устройство для соединения тонкостенных металлических изделий индукционной сваркой по отбортованным кромкам [1], содержащее охлаждаемый токопровод, помещенный в паз соосного магнитопровода, причем рабочая поверхность магнитопровода выполнена выступающей, например на 2 мм, относительно поверхности охлаждаемого токопровода. Это устройство применяют для соединения сваркой крышки и корпуса конденсатора, изготовленных из тонкой (толщиной 0,25 мм) танталовой ленты.
Недостатком известного устройства [1] является необходимость размещения торцов свариваемых деталей в пазу выступающей части соосного магнитопровода. Наличие этого недостатка затрудняет стыковую сварку соединяемых труб.
Известно также устройство для стыковой сварки толстостенных труб [2]. В этом устройстве индуктором, охватывающим трубу, одновременно нагревают торцы соединяемых труб до сварочной температуры и сдавливают соединяемые трубы прессом.
Недостатком устройства [2] является образование сварного шва, снижающего прочность места соединения труб. При соединении тонкостенных труб, например труб секций волновода, для увеличения прочности места соединения применяют соединительную муфту, припаянную по ее торцам к поверхностям соединяемых труб волновода.
Недостатком применения известного устройства [2] для индукционного нагрева под пайку соединительной муфты и трубы волновода, при небольшом различии температур плавления материалов соединяемых деталей и припоя, является трудность удержания температуры нагрева в интервале выше температуры плавления припоя и ниже температуры плавления материала соединяемых деталей. Наличие этого недостатка обусловлено тем, что с ростом температуры удельное сопротивление материала соединяемых деталей растет, следовательно, увеличивается и мощность, отдаваемая индуктором нагреваемым деталям. При постоянстве подводимой к индуктору мощности и недостаточном отводе тепла от нагреваемых деталей процесс нагрева приобретает лавинообразный характер, приводящий к расплаву стенки трубы волновода.
Техническим результатом изобретения является предотвращение расплава соединяемых пайкой деталей в процессе индукционного нагрева при близости температур плавления материалов деталей и припоя.
Технический результат достигается тем, что устройство для индукционной пайки соединительной муфты и трубы волновода, содержащее охватывающий трубу волновода индуктор, выполненный в виде охлаждаемого токопровода, изогнутого по контуру сечения трубы волновода и помещенного в паз соосного магнитопровода, снабжено подложкой из черного металла с проходным окном для трубы волновода и соединительной муфты. При этом магнитопровод установлен таким образом, что его рабочая поверхность одновременно обращена к поверхностям соединительной муфты, трубы волновода и подложки из черного металла с обеспечением преимущественного нагрева индуктором подложки.
В этом устройстве основной нагрев соединяемых деталей до температуры плавления припоя происходит за счет теплопередачи от нагретой индуктором подложки. Кроме того, подложка выполняет функцию теплового балласта, отводящего избыток тепла от соединяемых деталей. Все это обеспечивает соединение пайкой деталей припоем, температура плавления которого близка к температуре плавления материала деталей.
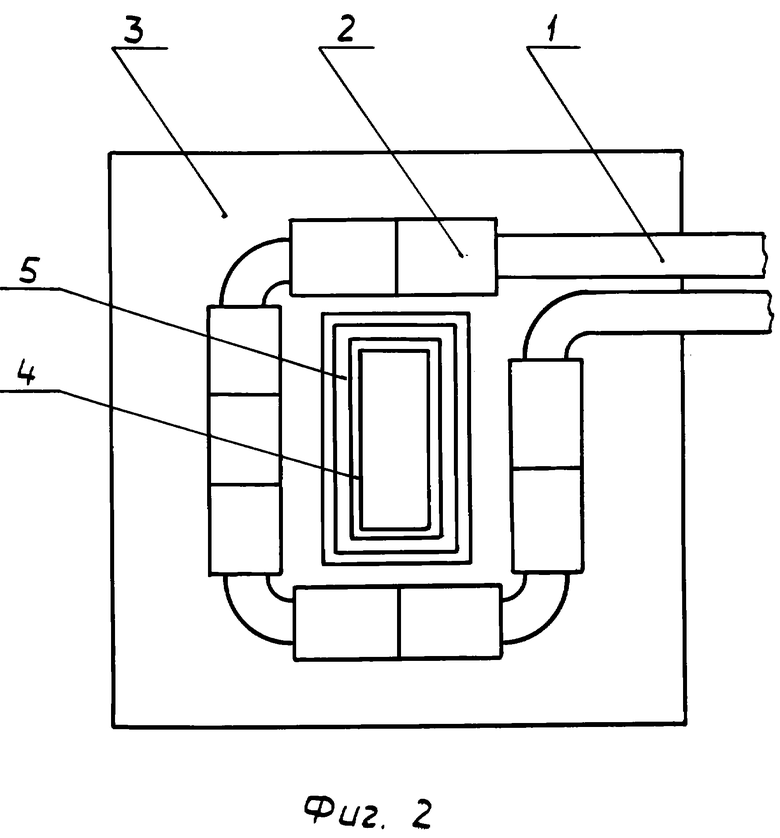
На фиг.1 схематично показано устройство для пайки соединительной муфты и трубы волновода; на фиг.2 показан вид этого устройства сверху.
Устройство состоит из индуктора, выполненного в виде охлаждаемого токопровода 1, помещенного в паз ферритового магнитопровода 2, подложки 3 из черного металла, например из чугуна, с проходным окном для размещения трубы волновода 4 и соединительной муфты 5 (припой в месте соединения показан на фиг.1 зачернением). Рабочая поверхность магнитопровода 2 одновременно обращена к поверхности чугунной подложки 3 и к поверхностям соединяемых деталей 4, 5. Соотношение мощностей нагрева индуктором соединяемых деталей и подложки в устройстве устанавливают путем выбора расстояний от рабочей поверхности магнитопровода до поверхностей соединяемых деталей и подложки. В частности, в показанном на фиг.1 устройстве эти расстояния установлены так, что обеспечивается преимущественный нагрев индуктором чугунной подложки 3 и слабый подогрев индуктором трубы волновода 4 и соединительной муфты 5.
Устройство работает следующим образом: высокочастотный ток в токопроводе 1 возбуждает в разомкнутом магнитопроводе 2 переменное магнитное поле, индуцирующее в чугунной подложке 3, трубе волновода 4, соединительной муфте 5 и припое вихревые токи, под действием которых происходит их разогрев. Преимущественно греется подложка 3, от которой за счет теплопередачи происходит основной нагрев трубы волновода 4 и соединительной муфты 5 до температуры плавления припоя.
Введение в состав устройства для индукционной пайки чугунной подложки с проходным окном и установка магнитопровода таким образом, что его рабочая поверхность одновременно обращена к поверхностям трубы волновода, муфты и подложки, с обеспечением преимущественного нагрева индуктором подложки, позволяют соединять секции волновода муфтой, пропаивая места соединения муфты и трубы волновода припоем, температура плавления которого близка к температуре плавления материала соединяемых деталей.
Источники информации
1. Авторское свидетельство СССР №1683931, кл. В23К 13/00.
2. Авторское свидетельство СССР №87343, кл. В23К 13/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНДУКЦИОННОЙ ПАЙКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2296037C2 |
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| Устройство для индукционной пайки | 2024 |
|
RU2832127C1 |
| ВЗРЫВОЗАЩИЩЕННОЕ ВЫСОКОЧАСТОТНОЕ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО, ПРИМЕНЯЕМОЕ В БЕЗОГНЕВОЙ РЕМОНТНОЙ ТЕХНОЛОГИИ | 1997 |
|
RU2145468C1 |
| Способ индукционной пайки | 2023 |
|
RU2824969C1 |
| СПОСОБ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПАЙКИ | 2019 |
|
RU2758710C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНО-РАСПРЕДЕЛИТЕЛЬНЫХ СИСТЕМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2317184C2 |
| Способ пайки | 1977 |
|
SU941039A1 |
| СПОСОБ ПАЙКИ ВОЛНОВОДНЫХ ТРАКТОВ | 2016 |
|
RU2647964C2 |
| СПОСОБ НАГРЕВА ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО РАДИАТОРОВ СИСТЕМ ОХЛАЖДЕНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2122298C1 |
Изобретение относится к индукционной пайке и может быть использовано при изготовлении секций волноводов. Для предотвращения расплавления соединительной муфты и трубы волновода, соединяемых пайкой, при близости температур плавления материалов деталей и припоя, используют устройство, содержащее охватывающий трубу волновода индуктор, выполненный в виде охлаждаемого токопровода, изогнутого по контуру сечения трубы волновода и помещенного в паз соосного магнитопровода, и подложку из черного металла с проходным окном для трубы волновода и соединительной муфты. Магнитопровод установлен таким образом, что его рабочая поверхность одновременно обращена к поверхностям соединительной муфты, трубы волновода и подложки из черного металла с обеспечением преимущественного нагрева индуктором подложки. 2 ил.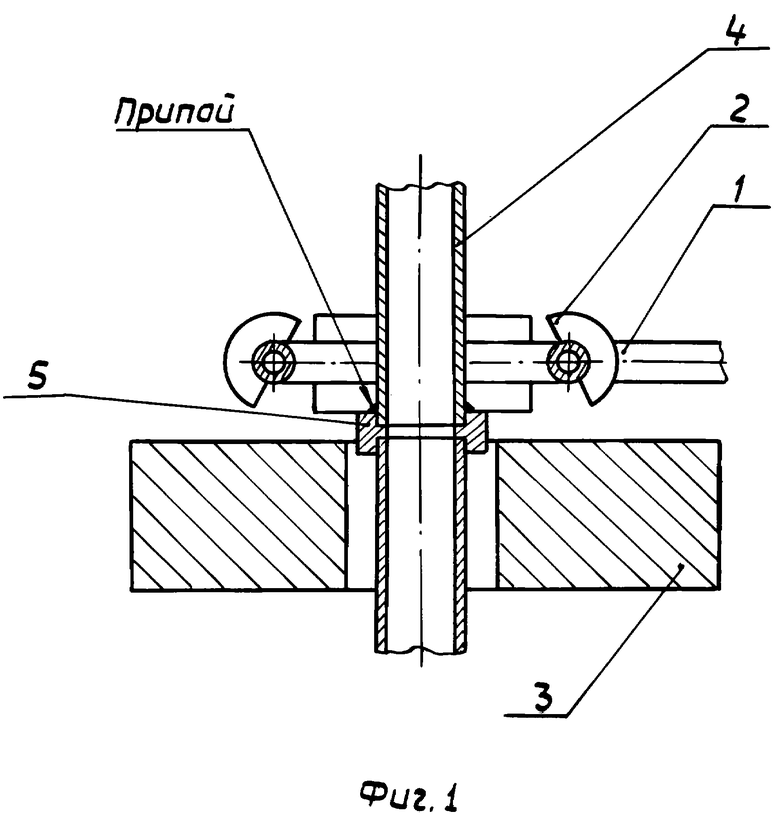
Устройство для индукционной пайки соединительной муфты и трубы волновода, содержащее охватывающий трубу волновода индуктор, выполненный в виде охлаждаемого токопровода, изогнутого по контуру сечения трубы волновода и помещенного в паз соосного магнитопровода, и подложку из черного металла с проходным окном для трубы волновода и соединительной муфты, при этом магнитопровод установлен таким образом, что его рабочая поверхность одновременно обращена к поверхностям соединительной муфты, трубы волновода и подложки из черного металла с обеспечением преимущественного нагрева индуктором подложки.
| ВОЛОГДИН В.В | |||
| и др | |||
| Индукционная пайка | |||
| - Л.: Машиностроение, 1989, с.15-17 | |||
| Способ индукционной пайки | 1980 |
|
SU998029A1 |
| Разъемный индуктор для нагрева | 1977 |
|
SU663136A1 |
| Способ индукционной пайки | 1983 |
|
SU1107972A1 |
| US 5053595 А, 01.10.1991. | |||

