Изобретение относится к технике изготовления катушек сильных магнитных потоков и может быть использовано в производстве магнитных систем в области физики частиц высоких энергий.
С увеличением габаритов катушки растет себестоимость, резко растут требования к качеству изоляции на монолитность структуры, на отсутствие пустот, на точности исполнения размеров (проверка размеров с использованием шаблона); к катушке применяют прочностные (минимальная допустимая прочность склейки - 5 H/мм |), электрические (10 kB постоянного напряжения с ограничением на ток <100 мкА концов катушки к мокрой поверхности изоляции) термоциклирование с электрическими испытаниями, в том числе в воде и др. Примером таких требований служит сильноточная катушка Дипольного магнита МВI (Техническая Спецификация "CERN Ref.:SL-Spec.97-04(MS)", ЕВРОПЕЙСКАЯ ОРГАНИЗАЦИЯ ЯДЕРНЫХ ИССЛЕДОВАНИЙ, ЦЕРН - ОТДЕЛЕНИЕ SL, г. Женева), длина которой более шести метров.
Устройства пропитки сильноточной катушки и полимеризации эпоксидного компаунда содержит герметичную форму, работающую при отрицательном и избыточном давлениях, литниковую систему, устройства подогрева и терморегулирования компаунда, устройство теплозащиты герметичной формы, устройство создания давления в компаунде. Полимеризацию компаунда проводят несколькими термоциклами с общей продолжительностью около 50 часов. Первый цикл пропитки и полимеризации осуществляют под давлением в диапазоне температур (70 - 75)oC в течение 17 часов. Заключительный цикл осуществляют в диапазоне температур (120 - 125)oC в течение 18 часов. Для обеспечения теплового режима, как правило, используют термошкаф. Термошкаф используется и для сушки герметичной формы, 150oС, и для запекания деталей формы, 160oС, покрытых антиадгезионной смазкой.
Известно устройство пропитки катушки эпоксидным компаундом (компаундом) горячего отвердения по методу "МОНОЛИТ" (Дополнение к Стандарту предприятия НС-02.00.00 от 22.04.96, Институт ядерной физики СО РАН, 630090, г. Новосибирск, пр. ак. Лаврентьева, 11, ЭП). Сущность пропитки с применением устройства пропитки по методу "МОНОЛИТ" состоит в том, что в герметичную форму, состоящую, как правило, из "низа" и "верха", компаунд заливают снизу с ограничением скорости заливки. Длинную форму перед заливкой компаунда устанавливают под наклоном к горизонту. С появлением компаунда с противоположной стороны формы заливку прекращают. Ограничивают скорость заливки в стремлении, с одной стороны, вытеснить из объема катушки вверх пузыри, с другой стороны, ограничение скорости приносит недостатки тем, что с возрастанием времени заливки растет выделение пены, а из-за низкой подвижности пены пена в компаунде остается в нем, чем снижает монолитность структуры и качество изоляции. При этом компаунд с возрастанием времени заливки снижает, из-за наступающего отверждения, подвижность и этим способствует получению в изоляции "сухих мест".
Наиболее близким аналогом устройства пропитки сильноточной катушки является устройство, содержащее герметичную форму, площадь поперечного сечения в которой с учетом закладных деталей между левой и правой ветвями катушки превышает площадь сечений ветвей катушки. Благодаря этому снаружи площади сечения левой и правой ветвей катушки образуются литниковые полости (литники). При этом каждая ветвь катушки плотно обмотана лентой из фторопласта (лентой). Пропитка катушки в такой герметичной форме (по сути: пропитка свободно размещенных ветвей катушки в собственном объеме) способно протекать так, что компаунд без ограничения скорости за короткое время заполнит литники по всей длине катушки. Компаунд из литника поступит в объем ветви катушки через неплотности между витками ленты, намотанными внахлест. После полимеризации компаунда и разборки формы компаунд поверх ленты и лента удаляется.
Устройство пропитки и полимеризации имеет ряд недостатков, существенным из которых является то, что устройство литников снаружи ветвей катушки создает необходимость с требуемой точностью изготовление ветвей катушки, контроле и устранении погрешностей в их геометрических параметрах до пропитки. Контроль на соответствие геометрических параметров ветвей катушки после полимеризации эпоксидного компаунда носит пассивный характер, поскольку рихтовочная операция приводит к трещинам в изоляции, разрушению монолитности медной шины с изоляцией - сдвигу в клеевом слое. Механическая обработка недопустима, поскольку снижает качество изоляции. Монтаж катушки в магнитную структуру требует повышенной ответственности в закреплении ее в эластичных, например этиленпропиленовых, прокладках. Монтаж катушки в магнитную структуру с твердыми прокладками, из-за отсутствия места под эластичные прокладки, ввиду отклонения геометрических размеров от требуемых, приводит к неконтролируемым местным нагрузкам в монолитной катушке с последствиями "рихтовочной операции". Использование невзаимозаменяемой катушки в магнитной структуре снижает надежность монтажа магнитной структуры, что в условиях ее эксплуатации, воздействия на катушку радиации и пульсирующих нагрузок приводит к разрушению изоляции, снижению долговечности и экономической эффективности в целом.
Лента, намотанная в нахлест с натягом поверх катушки, создает плохие условия для откачки воздуха и, что более важно, приводит к затруднению замещения (через неплотности между витками ленты) воздуха в катушке, к образованию сухих пятен и пустот. Устройство пропитки отличает повышенный расход вспомогательных материалов.
Известна катушка (ЕВРОПЕЙСКАЯ ОРГАНИЗАЦИЯ ЯДЕРНЫХ ИССЛЕДОВАНИЙ. ЦЕРН - ОТДЕЛЕНИЕ SL. г. Женева). Она годная по качеству изоляции. Принимаются меры (светлые поперечные полосы) по подборке "персональных", по толщине, прокладок для каждого места со светлой полосой для закрепления катушки в магнитопроводе, что характеризует этот прием как вынужденную трудоемкую операцию. По характеру сборки катушки с магнитопроводом катушка невзаимозаменяемая.
Изобретение направлено на решение задачи изготовления взаимозаменяемой катушки при повышении качества изоляции за счет обеспечения соответствия геометрических параметров катушки геометрическим параметрам герметичной формы при измененной литниковой системе; повышения экономической эффективности за счет резкого снижения брака, снижения трудоемкости в изготовлении и эксплуатации, снижения энергозатрат и расходных материалов.
Поставленная задача решается тем, что устройство пропитки сильноточной катушки и полимеризации эпоксидного компаунда, содержащее герметичную форму, работающую при отрицательном и избыточном давлениях, литниковую систему, устройства подогрева и терморегулирования компаунда, устройство теплозащиты герметичной формы, устройство создания давления в компаунде, предлагается выполнить так, что катушка плотно сжата во внутренней полости герметичной формы, геометрические параметры которой соответствуют геометрическим параметрам взаимозаменяемой катушки, при этом каждая ветвь катушки отделена от литникового канала перегородкой, являющейся с одной стороны закладной формообразующей деталью, а с другой стороны - стенкой литникового канала, при этом две другие противоположные одна другой поверхности перегородки, формируют зазоры высокой проводимости для откачки воздуха и замещения его в катушке компаундом.
Устройство может быть выполнено так, что герметичная форма содержит четыре стенки, нижняя и верхняя из которых несут дополнительные функции внешнего электронагревателя, по меньшей мере, одна из них может содержать устройство, создающее и поддерживающее во всем цикле пропитки установленной величины давление в компаунде, при этом данные нижняя и верхняя стенки представляют собой комбинированные устройства с различным содержанием следующих элементов: оболочки тонкостенной, электронагревателя с распределенной по длине герметичной формы тепловой мощностью, теплоизоляции и камеры давления.
При пропитке катушки во внутренней полости компаундом после полимеризации катушка приобретает геометрические размеры? равные соответствующим размерам внутренней полости герметичной формы, что обеспечивает ей устойчивую качественную характеристику - "катушки взаимозаменяемой". В обеспечение размещения катушки во внутренней полости герметичной формы каждую ветвь катушки при монтаже до пропитки плотно сжимают. Благодаря этому отсутствует необходимость точного выполнения ветвей катушки, что резко снижает трудоемкость, а плотное сжатие стеклоткани повышает надежность монолитной структуры при повышении качества изоляции. За счет повышенной плотности объема ветвей катушки снижается расход компаунда. Отсутствует необходимость в применении фторопластовой ленты. Отсутствие фторопластовой ленты, расположенные рядом, через перегородку, сформированные перегородкой зазоры создают высокую проводимость для откачки воздуха и замещения его в катушке компаундом, что позволяет достичь высокую надежность в получении качественной изоляции.
Применение четырех стенок герметичной формы позволяет иметь после полимеризации компаунда простую, безопасную для изоляции катушки, разборку стенок в обратной последовательности их сборки. Одна, по меньшей мере, из нижней и верхней стенок может использоваться в качестве комбинированного устройства многофункционального использования: передача тепла, давления, разборки формы. При этом стальная тонкостенная оболочка в стенке, деформируясь, создает стабильное во времени при пропитке и полимеризации давление в компаунде, деформируясь, отделяет стенку от катушки. Камера давления в комбинированном устройстве может использоваться для безопасного для изоляции отделения стенки от катушки при разборке формы, при этом она может смещать между собой закладные детали, а также выполнить функцию теплоизолятора. Комбинированное устройство стенки, содержащее электронагреватель с распределенной по длине формы тепловой мощностью, позволяет сушить стенки герметичного объема, покрытые антиадгезионной смазкой; позволяет при повышенной температуре под вакуумом сушить катушку в герметичной камере, а простыми решениями позволяет автоматизировать тепловые режимы полимеризации компаунда. Эти качества в сочетании с применением в стенке тепловой защиты, а также с тем, что при этом исчезает необходимость изготовления специальных (для многометровых катушек) крупногабаритных термошкафов при уменьшении трудозатрат со снижением роли, в достижении технического результата, человеческого фактора, характеризует устройство пропитки катушки и полимеризации компаунда устройством повышенной экономической эффективности.
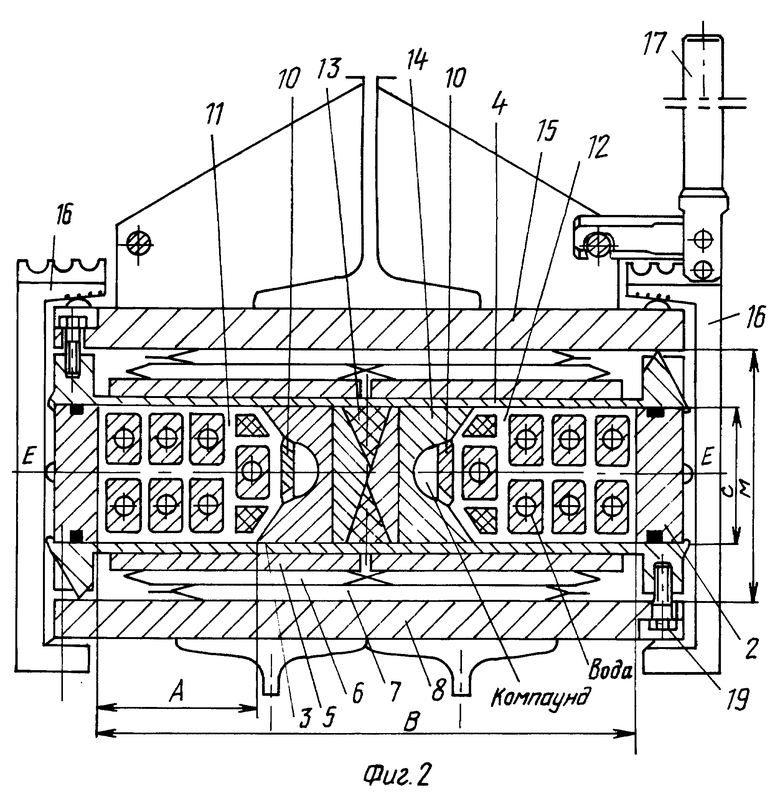
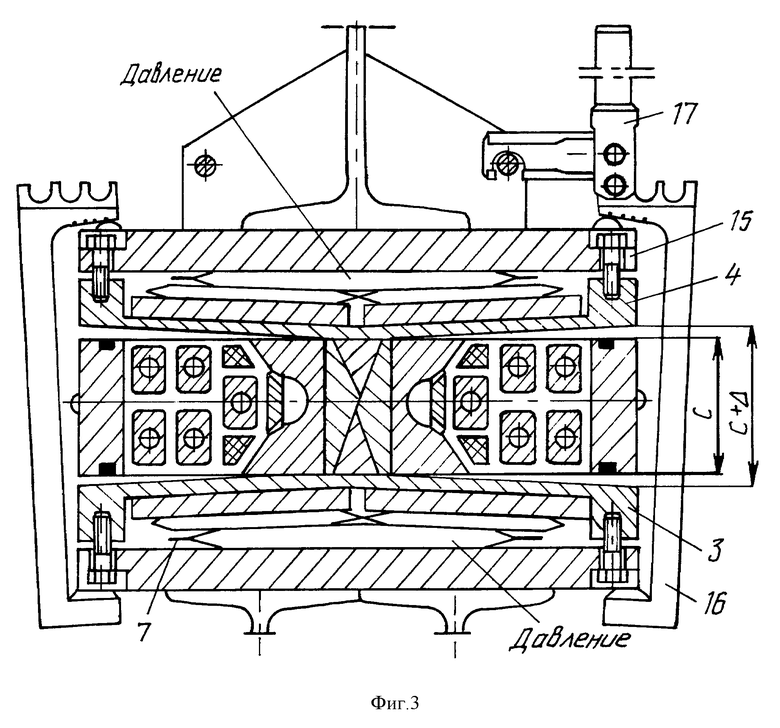
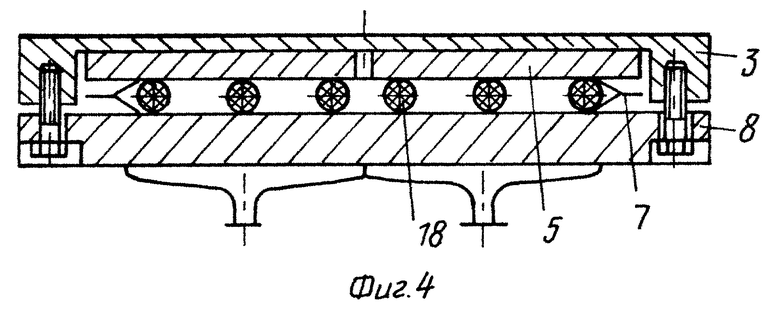
На фиг. 1 показано устройство герметичной формы, рекомендуемой для коротких катушек; на фиг. 2 показано устройство герметичной формы, рекомендуемой для длинных катушек; на фиг. 3 показано устройство герметичной формы с устройством комбинированных стенок, в нижнюю и верхнюю из которых подано давление, на фиг. 4 показан фрагмент комбинированной нижней крышки с камерой давления, сочетающей в себе функцию теплоизоляции.
Устройство пропитки сильноточной катушки и полимеризации эпоксидного компаунда может содержать стенку боковую левую 1, стенку боковую правую 2, оболочку тонкостенную нижней стенки 3, оболочку тонкостенную верхней стенки 4, электронагреватель 5, камеру давления 7, каркас нижний 8, перегородку 10, левую ветвь катушки 11, правую ветвь катушки 12, закладные детали 13 и 14, каркас верхний 15, струбцину 16, ключ 17, деталь - теплоизолятор 18, болт 19, нижнюю деталь герметичной формы 20, верхнюю деталь герметичной формы 21.
На фиг. 1 и 2 показаны примеры поперечных сечений полости герметичных форм обмотки. Левая 11 и правая 12 ветви обмотки плотно сжаты внутренней полостью герметичной формы с поперечными размерами А, В, С. Эти и другие геометрические параметры полости герметичной формы соответствуют геометрическим параметрам катушки, что характеризует катушку взаимозаменяемой. Каждая ветвь катушки отделена от литникового канала перегородкой 10, являющейся с одной стороны закладной формообразующей деталью, с другой -стенкой литникового канала; две другие противоположные одна другой поверхности перегородки формируют высокой проводимости зазоры (фиг. 1, размеры P, L, F, Н) при откачке воздуха и замещении его в обмотке компаундом.
На фиг. 1 катушка заключена между нижней 20 и верхней 21 деталями герметичной формы. Давление в компаунде осуществляется внешними устройствами, в том числе пережатием (с применением струбцин) шлангов, подводящих компаунд к герметичной форме. Полимеризацию осуществляют с применением электрошкафов. Такой способ рекомендуется в экономически обоснованных случаях с невысоким требованием к качеству изоляции и преимущественно для коротких катушек.
На фиг. 2 показано, к примеру, поперечное сечение катушки Дипольного магнита МВI. Длина литникового канала 6320 мм. Зазор, образуемый перегородкой 10 с закладной деталью, с = 1 мм, может образовать вдоль каждой ветви обмотки две равномерно распределенные по длине площади соприкосновения компаунда со стеклотканью обмотки: 6 мм Х 6320 мм= 37920 мм2, где L = 6 мм - ширина полосы соприкосновения компаунда с обмоткой, 6320 мм - длина участка катушки (длина литника), на которой геометрические размеры сечения ветви катушки контролируют на взаимозаменяемость. Для обмотки, в целом, площадь соприкосновения компаунда с обмоткой составляет около 1500 см2 (379,2 см2Х 4), что при толщине перегородки 3-5 мм создает условие высокой проводимости для откачки воздуха из сжатого объема обмотки и замещения его компаундом. Вдоль оси Е - Е стенками формы 1 и 2 сжимают обмотку в размер А и В. Нижней и верхней стенками сжимают катушку в размер С с применением струбцин 16 и ключа 17. Литник образован закладной деталью 14 и перегородкой 10.
Нижняя и верхняя стенки формы - устройства комбинированной конструкции. Они выполняют функции устройств давления и электроподогрева в компаунде и состоят из оболочки тонкостенной 3 (4), работающей в зоне упругих деформаций; электронагревателя 5 с распределенной по длине формы тепловой мощностью; теплоизоляции 6; камеры давления 7; каркасов 8 и 15. Для снижения нагрузки между обмоткой и формой, вследствие изменения температуры, детали герметичной формы 3 и 4 (1 и 2) выполняют из нержавеющей стали (например, ст. 12 Х 18Н10Т).
Предлагаемые устройства и составляющие их элементы имеют дополнительные, кроме прямого назначения, назначения и варианты исполнения.
Фиг. 2, 3. Струбцинами 16 с применением ключа 17 ослабляют крепление нижней и верхней стенок формы от боковых стенок 1 и 2 (фиг.2). Создают давление в камере 7. Возникают касательные напряжения в соединении оболочек 3 и 4 с катушкой. Оболочки деформируются (в пределах упругих деформаций, размеры М и С увеличиваются), и стенки от катушки отделяются.
Фиг 4. В камеру давления устанавливают детали 18 (например, керамические стержни), наполнитель из теплоизоляционного материала (например, стекловата) и камеру используют в качестве теплоизолятора во втором цикле полимеризации. Оболочку камеры рекомендуется изготавливать из тонкостенной нержавеющей стали. Теплоизоляционные свойства улучшаются при откачке воздуха. Устройство эффективно во втором цикле полимеризации, когда давление в компаунде не требуется, а температура максимальная.
Экономическая эффективность устройства качественно характеризуется: взаимозаменяемостью катушки - снижением трудоемкости при монтаже; возможностью контролировать и исправлять геометрические параметры сечения ветви катушки перед заливкой компаунда в форму, что предотвращает брак; снижением затрат вспомогательных материалов; отсутствием необходимости изготовления специальных термошкафов, энергосбережением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗОЛЯЦИИ МАГНИТОЭЛЕКТРИЧЕСКИХ КАТУШЕК | 1991 |
|
RU2016428C1 |
| Высоковольтный трансформатор | 1985 |
|
SU1332396A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| Способ изготовления обмотки электрической машины | 1988 |
|
SU1695454A1 |
| ВЫСОКОВОЛЬТНАЯ КАТУШКА ИНДУКТИВНОСТИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2324248C1 |
| Способ изготовления стержней обмоток электрических машин | 1983 |
|
SU1163430A1 |
| Способ Чуйко внутренней монолитной изоляции сварного соединения трубопровода (варианты) | 2017 |
|
RU2667856C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛОПОЛИМЕРА | 2022 |
|
RU2797519C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЖУХА ЗУБЧАТОЙ ПЕРЕДАЧИ ЛОКОМОТИВА | 2023 |
|
RU2825006C1 |
| Способ изготовления катушек обмоток электрических машин | 1977 |
|
SU692010A1 |
Изобретение относится к электротехнике, а именно к технологии изготовления катушек сильных магнитных потоков, которые могут быть использованы в электротехнической промышленности. Устройство пропитки содержит герметичную камеру, работающую при отрицательном и избыточном давлениях, литниковую систему, устройство подогрева и терморегулирования компаунда, устройство термозащиты герметичной формы и устройство создания давления в компаунде. Согласно изобретению обеспечивается плотное сжатие катушки во внутренней полости герметичной формы, геометрические параметры соответствуют параметрам катушки, при этом каждая ветвь катушки отделена от литникового канала перегородкой, являющейся с одной стороны закладной формообразующей деталью, а с другой стороны - стенкой литникового канала. При этом две другие противоположные одна другой поверхности перегородки формируют зазоры высокой проводимости для откачки воздуха и замещения его в катушке компаундом. Технический результат состоит в использовании стенок упомянутой герметичной формы комбинированной конструкции, что позволяет применить внешний подогрев, создать установленной величины давление в компаунде, а также применить средства автоматики, что снижает составляющую человеческого фактора при использовании такого устройства при одновременном улучшении качества электроизоляции пропитываемых катушек. 1 з.п ф-лы, 4 ил.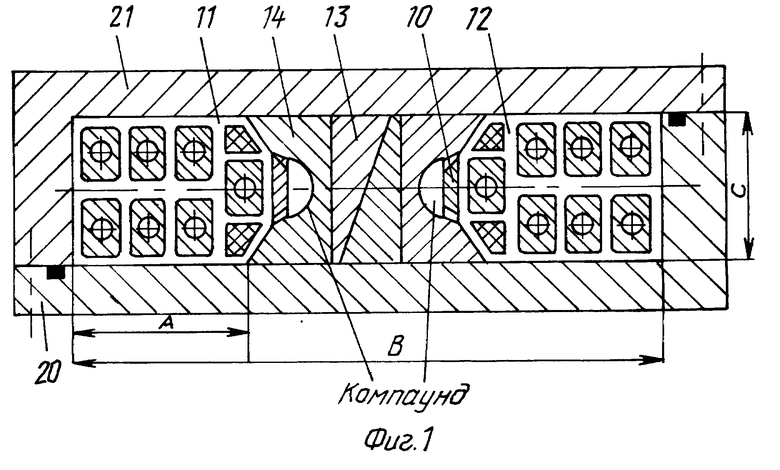
| Метод "Монолит" | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Новосибирск, Институт ядерной физики СО РАН, 22.04.96 | |||
| Способ пропитки обмоток электрических машин | 1986 |
|
SU1376181A1 |
| Способ изготовления изоляции обмоток электрических машин | 1978 |
|
SU792504A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИИ | 0 |
|
SU208099A1 |
| Способ пропитки обмоток | 1983 |
|
SU1358045A1 |
| US 3979530 A, 07.09.1976 | |||
| Система воздушного отопления промышленного здания | 1987 |
|
SU1439352A1 |
| Бесконтактный телефонный искатель | 1954 |
|
SU103237A1 |
| DE 3541235 A1, 27.05.1987. | |||
