Изобретение относится к станкостроению.
Заявляемое изобретение направлено на решение задачи, заключающейся в определении границ устойчивого резания с учетом динамических характеристик заготовки.
Известен способ определения границы устойчивого резания, основанный на динамическом расчете станка в целом, с учетом заготовки (см. Санкин Ю.Н. Динамика несущих систем металлорежущих станков. М.: Машиностроение, 1986, 96 с., ил.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе для каждой новой заготовки приходится осуществлять расчет системы в целом, что может оказаться затруднительным при необходимости оперативной оценки границ устойчивого резания гибкой заготовки.
Наиболее близким способом того же назначения к заявленному изобретения по совокупности признаков является способ определения устойчивости процесса резания на токарных станках (см. Санкин Ю.Н., Жиганов В.И., Санкин Н.Ю. Устойчивость процесса резания на токарных станках. СТИН, 1997, 7, с. 20-24), в котором рассматривается устойчивость процесса резания токарного станка с учетом динамических характеристик заготовки. Однако, этот способ не позволяет определять границы устойчивого резания при наличии гибкой заготовки.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе не дана методика построения передаточной функции упругой системы станка с учетом динамических характеристик заготовки, поэтому для каждой новой заготовки приходится либо осуществлять расчет в целом, либо определять динамические характеристики вновь образованной упругой системы экспериментально.
Сущность изобретения заключается в следующем. В начале определяется динамическая линейная и угловая податливость шпиндельного узла и задней бабки, а затем, согласно системе уравнений (1), определяется передаточная функция динамической системы станка с учетом заготовки в любой точке рабочего пространства.
Технический результат - существенным образом снижается время для расчета критических параметров процесса резания и возникает возможность оперативного расчета на ЭВМ графической зависимости критической глубины резания заготовки ступенчато-переменного сечения в любой точке рабочего пространства, в том числе с учетом промежуточных опор (люнетов), повышающих виброустойчивость.
Указанный технический результат при осуществлении изобретения достигается тем, что в начале определяют динамическую линейную и угловую податливости шпиндельного узла (W1(iω) (W

Особенность способа заключается в том, что wk(p) берут как результат решения системы, описывающей динамические характеристики заготовки, как стержневую систему с распределенными параметрами, учитывающую динамические характеристики опоры на шпиндельный узел и опоры на заднюю бабку, т.е. учитывающей динамические характеристики станка в целом:
причем параметры 
 динамическая жесткость шпиндельного узла при линейном перемещении и при повороте, и
динамическая жесткость шпиндельного узла при линейном перемещении и при повороте, и 
 динамические жесткости задней бабки при линейном и угловом перемещении определяют по ранее эксперементально найденным динамическим податливостям для соответствующей частоты
динамические жесткости задней бабки при линейном и угловом перемещении определяют по ранее эксперементально найденным динамическим податливостям для соответствующей частоты  .
.
Динамические характеристики заготовки с учетом влияния шпиндельного узла и задней бабки записываются в виде (см. Санкин Ю.Н. Динамические характеристики вязко-упругих систем с распределенными параметрами. Саратов: Изд-во Сарат. ун-та, 1977, 309 с.):
где Ajk=ijkajk; Bjk=ijkbjk;




bjk = (shλjk-sinλjk)λjktjk;
cjk = (shλjksinλjk)λ

hjk = (sinλjk+shλjk)λ
φjk - диаметр заготовки.
Динамическую жесткость шпиндельного узла при линейном перемещении и при повороте возьмем в виде:
где W1(iω) и W
где Wk(iω), W
Решая систему уравнений (1), найдем wk = wk(iω).
Рассмотрим устойчивость процесса резания заготовок различных диаметров и условий закрепления. Глубина резания находится по формуле:
где
Wэус(p) = Wxx(p)sinϕcosαcosβ+Wzz(p)sinαcosϕ; (4)
K1 - коэффициент усиления; T11, T21 - постоянные времени.

где m - масса суппорта; с - жесткость его привода; b - переменный угловой коэффициент наклона статической скоростной характеристики трения; b1 - постоянная времени всплывания; br - коэффициент рассеяния энергии в цепи привода; bg - коэффициент вязкого (жидкостного) трения; ϕ - главный угол резца в плане; α - угол между силой резания и плоскостью, перпендикулярной оси заготовки; β - угол между горизонтальной плоскостью и проекцией силы резания на плоскость, перпендикулярную оси заготовки; wk(p) - передаточная функция упругой системы станка с учетом заготовки в направлении оси X; Tр - постоянная времени стружкообразования, зависящая от скорости резания,
q= 1,0÷1,5 - постоянный коэффициент; a0 - заданная толщина срезаемого слоя или подача на зуб, ξ0 =a1/а0 - усадка стружки; а1 - толщина стружки; lр - некоторый путь движения резца, определяющий формирование силы резания; v - скорость резания. Коэффициент усадки стружки для стали ξ0/=2,5÷3,0; Wэус(р) - передаточная функция эквивалентной упругой системы; Wxx(p), Wzz(p) - передаточные функции упругой системы, в направлении оси x и z, соответственно (см. фиг. 1); Pk, Mk - соответственно сосредоточенная сила и момент, приложенный в k-м узле; wk, ϕk - соответственно линейное и угловое перемещение k-го узла; mk, Jk - соответственно масса и ее момент инерции в k-м узле; Jjk, Jk - соответственно момент инерции поперечного сечения заготовки относительно центральной оси; ljk - длина участка заготовки с постоянным сечением; Ejk - модуль упругости соответствующего участка заготовки; μ0 - удельная масса заготовки; ω - частота; р - параметр преобразования Лапласа.
Кроме того, особенность способа заключается в том, что поскольку касательный контур влияния на устойчивость не оказывает, система уравнений, описывающих динамику системы, может быть взята и в более простом виде, что сокращает время на подготовку исходных данных и, следовательно, сокращает затраты труда.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата, в частности, заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью, присоединяемой к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какого-либо действия с одновременным исключением обусловленной его наличием функции и достижением при этом обычного для такого исключения результата;
- увеличение количества однотипных действий для усиления технического результата, обусловленного наличием в средстве именно таких действий;
- выполнение известного средства или его части из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака, представлении таких признаков во взаимосвязи либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
На фиг.1 показаны составляющие Рx, Рy, Рz силы Р резания и составляющие ux и uz относительного перемещения u резца и заготовки.
На фиг.2 показана расчетная схема заготовки.
На фиг.3 показаны расчетная схема и зависимость критической глубины резания от положения резца l=300 мм, n=500 об/мин. 1. D=40 мм. 2. D=30 мм. 3. D=20 мм.
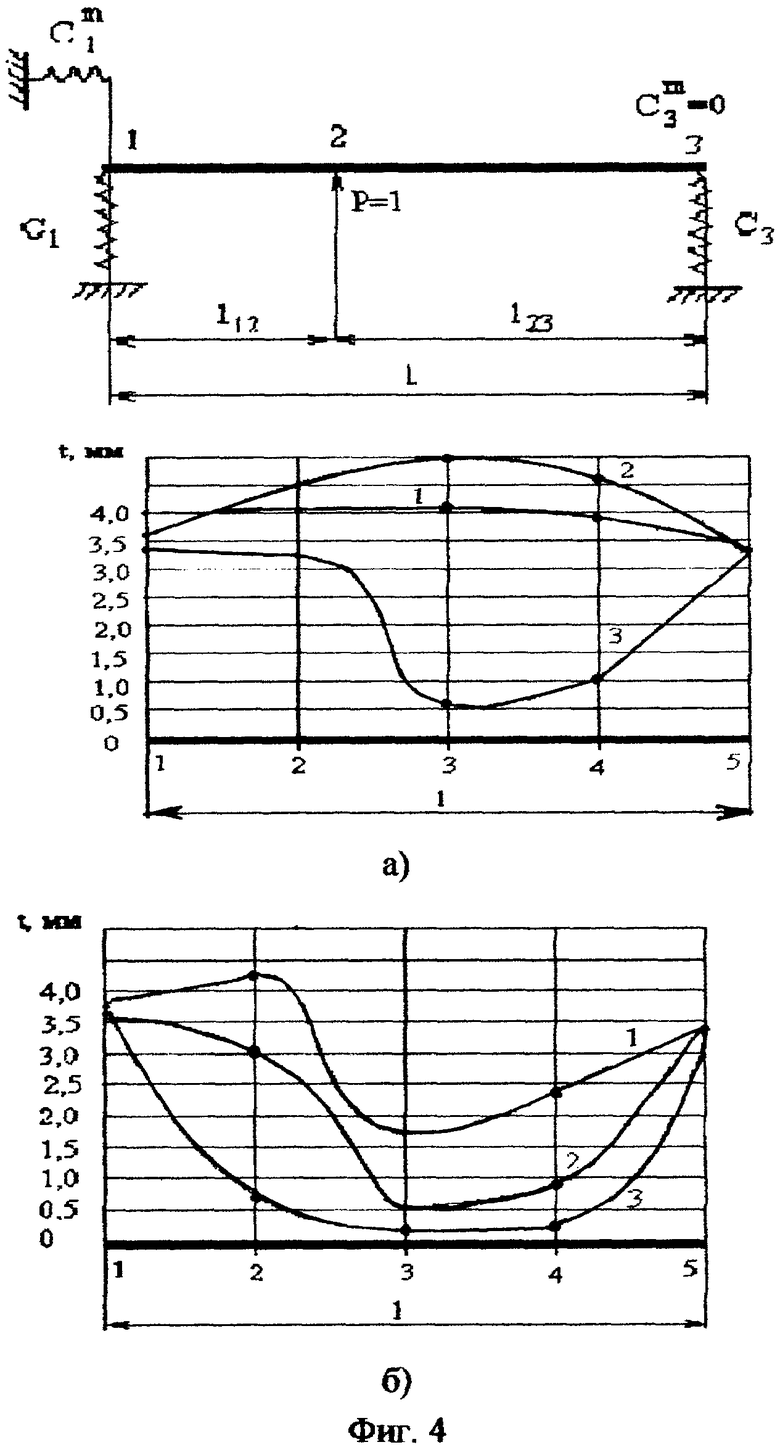
На фиг.4 показаны расчетная схема и зависимость критической глубины резания от положения резца, n=500 об/мин; а) l=300 мм, 1. D=40 мм. 2. D=30 мм. 3. D=20 мм, б) l=500 мм, 1. D=40 мм. 2. D=30 мм. 3. D=20 мм.
Рассмотрим учет динамической податливости заготовки. Заготовку представим в виде балки ступенчато-переменного сечения на упругих и упруго-поворачивающихся опорах (фиг. 2). Уравнения колебаний такой системы можно представить в виде: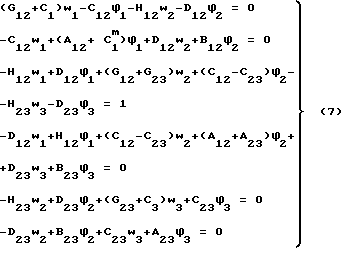
Решая систему уравнений (7), найдем w2 = w2(iω).
Рассмотрим устойчивость процесса резания заготовок различных диаметров и условий закрепления. Глубина резания находится по формуле (2). В нашем случае ϕ = 60°, α = 16°, β = 60°.
K1 = 1,96•10-8 H/м, T11=0,54•10-8 c, T21=3,3•10-8 c.

b1= 0,02 с; br= 500 Нс/м; bg=14530 Нс/м; m=170 кг; с=9,6•106 Н/м; k= 2•109 H/м.
Величина W1(iω) для шпиндельного узла взяты из работы Санкин Ю.Н., Жиганов В. И., Санкин Н.Ю. Устойчивость процесса резания на токарных станках, СТИН, 1997, 7, с. 20-24. Остальные величины W

Результаты расчетов для стержня диаметром D = 4 см, Tp =0,19•10-3 с, для D= 3 см, Tр= 0,25•10-3 с, для D=2 см, Tp=0,38•10-3 с и различных условий закрепления приведены на фиг.3, 4.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного способа следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно изобретение может быть использовано для учета податливости шпиндельного узла и задней бабки;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленное изобретение соответствует условию "Промышленная применимость".


Изобретение относится к обработке резанием на токарных станках, в частности, гибких заготовок. Способ включает определение динамической, линейной и угловой податливости шпиндельного узла и задней бабки при помощи электромагнитного вибратора и виброзаписывающей аппаратуры с последующим построением их математической модели в виде суммы колебательных звеньев и расчетом устойчивости и критической глубины резания по приведенным формулам. Для снижения времени расчета критических параметров процесса резания и возможности оперативного расчета на ЭВМ критической глубины резания заготовки ступенчато-переменного сечения в любой точке рабочего пространства, в том числе с учетом промежуточных опор в виде люнетов, определяют динамические характеристики опоры на шпиндельный узел и опоры на заднюю бабку, а затем определяют динамическую характеристику станка в целом по приведенным формулам. 4 ил.
Способ определения границы устойчивого резания на токарном станке с учетом динамических характеристик заготовки, включающий определение динамической линейной W1(iω) и угловой W
причем критическую глубину резания определяют по формуле
где
отличающийся тем, что определяют динамические характеристики опоры на шпиндельный узел и опоры на заднюю бабку, а затем определяют динамическую характеристику станка в целом wk(p) как результат решения системы, описывающей динамические характеристики заготовки, как системы с распределенными параметрами

причем параметры 
 соответствующие динамической жесткости шпиндельного узла при линейном перемещении и при повороте, и параметры
соответствующие динамической жесткости шпиндельного узла при линейном перемещении и при повороте, и параметры 
 соответствующие динамической жесткости задней бабки при линейном и угловом перемещении, определяют по предварительно экспериментально установленным динамическим податливостям для соответствующей частоты ω, где
соответствующие динамической жесткости задней бабки при линейном и угловом перемещении, определяют по предварительно экспериментально установленным динамическим податливостям для соответствующей частоты ω, где
Ajk= ijkajk,
Bjk= ijkbjk,






bjk = (shλjk-sinλjk)λjktjk,
cjk = (shλjksinλjk)λ
djk = (chλjk-cosλjk)λ
hjk = (sinλjk+shλjk)λ
W1(iω), W
Wk(iω), W
n - номер узла, соответствующий опоре на заднюю бабку;
K1 - коэффициент усиления;
Т11, T21 - постоянные времени;
m - масса суппорта;
с - жесткость привода суппорта;
b - переменный угловой коэффициент наклона статической скоростной характеристики трения;
b1, - постоянная времени всплывания;
br - коэффициент рассеяния энергии в цепи привода;
bg - коэффициент жидкостного трения; главный угол резца в плане;
главный угол резца в плане;
α - угол между силой резания и плоскостью, перпендикулярной к оси заготовки;
β - угол между горизонтальной плоскостью и проекцией силы резания на плоскость, перпендикулярную к оси заготовки;
wk(p) - передаточная функция упругой системы станка с учетом заготовки в направлении оси X;
Wэус(р) - передаточная функция эквивалентной упругой системы;
Wxx(p), Wzz(p) - передаточные функции упругой системы в направлении осей Х и Z соответственно;
Pk, Mk - соответственно сосредоточенная сила и момент, приложенный в k-м узле;
wk, ϕk - соответственно линейное и угловое перемещения k-го узла;
mk, Jk - соответственно масса и ее момент инерции в k-м узле;
Jjk - момент инерции поперечного сечения заготовки относительно центральной оси;
ljk - длина участка заготовки с постоянным сечением;
Ejk - модуль упругости соответствующего участка заготовки;
μ0 - удельная масса заготовки;
ω - частота;
р - параметр преобразования Лапласа;
φjk - диаметр заготовки;
t - глубина резания;
k - удельная сила резания;
Тр - постоянная времени стружкообразования, зависящая от скорости резания;
-RemaxWo(p)|p=iω - максимум отрицательного значения вещественной составляющей характеристики.
| САНКИН Ю.Н | |||
| и др | |||
| Устойчивость процесса резания на токарных станках | |||
| - СТИН, 1997, №7, с.20-24 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНЫХ КОЭФФИЦИЕНТОВ ДЕМПФИРОВАНИЯ МЕХАНИЧЕСКИХ И ЭЛЕКТРОМЕХАНИЧЕСКИХ КОЛЕБАТЕЛЬНЫХ СИСТЕМ | 1994 |
|
RU2093808C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРЕДАТОЧНОЙ ФУНКЦИИ ПОДВИЖНОГО УЗЛА ТРЕНИЯ ПО НАПРАВЛЯЮЩИМ СКОЛЬЖЕНИЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1994 |
|
RU2093816C1 |
| СПОСОБ ОЦЕНКИ ВИБРОУСТОЙЧИВОСТИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1996 |
|
RU2110367C1 |
| СПОСОБ ПОСТРОЕНИЯ ДИНАМИЧЕСКОЙ МОДЕЛИ ЭКВИВАЛЕНТНОЙ УПРУГОЙ СИСТЕМЫ МЕТАЛЛОРЕЖУЩЕГО СТАНКА В ЗОНЕ РЕЗАНИЯ | 1996 |
|
RU2130598C1 |
| US 3744353, 10.07.1973 | |||
| КУДИНОВ В.А | |||
| Динамика станков | |||
| - М.: Машиностроение, 1967, с.48, 49, рис 11.7 | |||
| САНКИН Ю.Н | |||
| Динамика несущих систем металлорежущих станков | |||
| - М.: Машиностроение, 1986, с.96 | |||
| САНКИН Ю.Н | |||
| Динамические характеристики вязкоупругих систем с распределенными параметрами | |||
| - Саратов, Издательство Саратовского университета, 1977, с.169-190. | |||

