Изобретение относится к производству плоского стекла толщиной более равновесной и может быть использовано на линиях, вырабатывающих стекло флоат-способом.
Известны способы формования ленты стекла толщиной более равновесной путем ограничения растекания стекломассы в поперечном направлении с последующей фиксацией полученной формы ленты путем охлаждения и выводом оформованной ленты из ванны расплава (патенты Великобритании 1270933 МКИ C 03 B 18/02, N 1421910 МКИ C 03 B 18/02, N 1270934 МКИ C 03 B 18/02, патент США N 4013438 МКИ C 03 B 18/2.
Согласно указанным патентам способ получения утолщенного стекла включает подачу жидкой стекломассы по выработочному каналу в ванну с расплавом металла, растекание ее в узле слива вперед и в стороны, ограничение поперечного растекания стекломассы основными рестрикторами и дополнительными ограничительными элементами.
Дополнительные ограничительные элементы могут размещаться как вслед за рестрикторами в направлении выработки стекла, так и в зоне расположения рестрикторов.
При выработке толстого стекла одной из важных проблем является получение плоскопараллельной ленты с низкой разнотолщинностью.
Практика производства толстого стекла показывает, что крайне важно создать условия для формования плоскопараллельного слоя стекломассы как можно ближе к узлу слива, когда стекломасса еще имеет низкую вязкость. Это диктуется тем, что при последующем формовании стекломассы до слоя требуемой толщины она сохраняет предварительно сформованный профиль.
Иными словами, если стекломасса успевает сформироваться до плоскопараллельного слоя, когда она еще имеет низкую вязкость, то она и при последующем формовании сохранит плоскопараллельность. Если же она в узле слива не успевает сформоваться до плоскопараллельного слоя к моменту повышения вязкости, то она имеет профиль линзы с утолщенными или утоненными бортами по отношению к центральной части, и этот профиль сохранится при последующем формовании.
Эту проблему можно решить двумя путями. Один из них - применение повторного нагрева стекломассы в зоне ее ограничения дополнительными ограничительными элементами. Это требует дополнительных энергозатрат и является основным недостатком технических решений, изложенных в перечисленных выше патентах.
Другой путь - ограничение растекания стекломассы в более горячей зоне, когда она имеет достаточно низкую вязкость. Этот прием описан в патенте США N 3826637 МКИ C 03 B 18/02, взятом нами в качестве прототипа. В прототипе ограничение поперечного растекания стекломассы осуществляется в зоне расположения основных рестрикторов подвижными нитевидными ограничителями, которые отделены от рестрикторов барьерами.
Нитевидные ограничители, ограничивая растекание стекломассы, движутся вместе с бортами ленты по направлению ее вытягивания. Регулирование толщины производится путем натяжения нитей и изменения скорости вытягивания ленты стекла.
В предлагаемом нами способе ограничение поперечного растекания стекломассы осуществляется неподвижными дополнительными ограничительными элементами, установленными также в зоне расположения основных рестрикторов и примыкающими к их рабочим сторонам. Положение дополнительных ограничительных элементов и углы из разворота относительно рестрикторов могут меняться.
Существенным отличием от известного способа получения утолщенного стекла, описанного в патенте США N 3826637 МКИ C 03 B 13/02, как наиболее близкого к предлагаемому нами, является положение дополнительных ограничительных элементов относительно основных рестрикторов.
В прототипе ограничение поперечного растекания стекломассы осуществляется также в зоне расположения основных рестрикторов, однако описанные там дополнительные ограничительные элементы движутся вместе с бортами ленты по направлению ее вытягивания и не примыкают к рестрикторам, а отделены от них барьерами, препятствующими примыканию.
Недостатком прототипа является то, что его использование не позволяет получить высокого качества стекла по показателю разнотолщинности, требования к которому значительно возросли.
Предпосылки невозможности получения низкой разнотолщинности описанным в прототипе способом ограничения поперечного растекания стекломассы таковы.
Как следует из описания патента, скорость продвижения бортов соответствует скорости продвижения направляющих нитевидных ограничителей.
Именно этот факт и закладывает высокую разнотолщинность ленты. Дело в том, что скорость движения стекломассы, особенно ее краевых участков, различна по длине ванны, т.е. имеет место определенный градиент скоростей, что в принципе и позволяет получить в флоат-ванне высококачественное стекло различных номиналов от тонкого до толстого. Сопровождение же краевых участков стекломассы нитевидными ограничительными элементами задает им скорость движения, равную скорости движения нитей и одинаковую по всей длине ванны, что создает условия для перекоса скоростей потоков стекломассы на бортовых участках ленты, торможению или опережению их по отношению к требуемой для формования скорости, что неизбежно ведет к высокой разнотолщинности по перечному сечению ленты, особенно в ее краевых участках.
Кроме того, отсутствие примыкания подвижных нитевидных ограничителей к основным рестрикторам (которое и в принципе невозможно для данного технического решения в силу повреждения трением рабочей поверхности основных рестрикторов постоянно движущимися нитевидными ограничителями), усугубляет положение тем, что в отличие от ограничителей, выполненных в виде жесткого бруса, ограничивающего растекание стекломассы по всей высоте слоя, нитевидные ограничители ограничивают растекание по высоте, равной толщине нити, что не может обеспечить плоскопараллельности.
В предлагаемом нами техническом решении, включающем подачу стекломассы по выработочному каналу в ванну с расплавом металла, растекание ее вперед и в стороны, ограничение поперечного растекания дополнительными ограничительными элементами в зоне расположения рестрикторов, дальнейшее формование ленты требуемой ширины и толщины, охлаждение сформованной ленты и вывод ее из ванны расплава, ограничение поперечного растекания стекломассы осуществляется дополнительными ограничительными элементами, положение и угол разворота которых относительно рестрикторов могут меняться. Они не сопровождают краевые участки ленты, а лишь ограничивают растекание стекломассы, не нарушая градиент скоростей по направлению движения ленты, требуемой для процесса. При этом дополнительные ограничительные элементы могут быть как смачиваемыми, так и не смачиваемыми стекломассой.
Созданные таким образом условия растекания стекломассы способствуют формованию ее в плоскопараллельный слой с низкой разнотолщинностью.
Далее плоскопараллельную ленту можно зафиксировать охлаждением или придать ей требуемую толщину и ширину активным формованием путем подбора скоростей выработки и бортоудерживающих машин (фиг. 2).
Варьируя положение подвижных дополнительных ограничительных элементов относительно рестрикторов, углы их разворота, можно получать требуемую толщину стекла при разных показателях производительности, температуры стекломассы в выработочном канале, а также состава стекла.
Таким образом, отличительными признаками предлагаемого нами способа является то, что ограничение растекания стекломассы осуществляется дополнительными ограничительными элементами, положение и углы разворота которых относительно рестрикторов могут меняться.
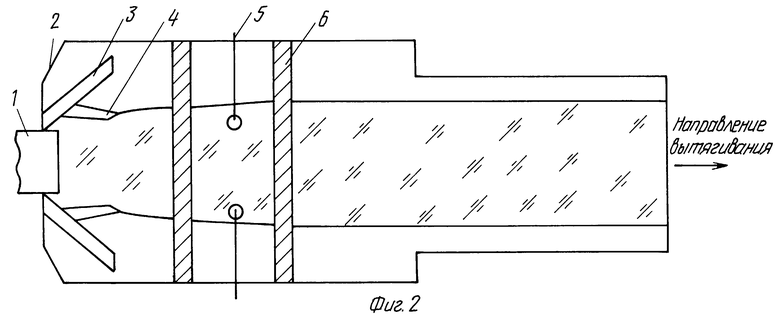
Фиг. 1 - расположение подвижных дополнительных ограничительных элементов
1 - выработочный канал, по которому подается стекломасса;
2 - ванна с расплавом металла;
3 - рестрикторы;
4 - подвижные дополнительные ограничительные элементы (штриховые контуры показывают один из возможных вариантов изменения положения подвижных дополнительных ограничительных элементов).
Фиг. 2 - принципиальная схема размещения технологического оборудования
1 - выработочный канал, по которому подается стекломасса;
2 - ванна с расплавом металла;
3 - рестрикторы;
4 - подвижные дополнительные ограничительные элементы;
5 - бортоудерживающие машины;
6 - холодильник над лентой стекла.
Предлагаемое изобретение опробовано на флоат-линии ЭПКС-4000 ОАО "СИС" и с его использованием выработаны опытные партии утолщенного стекла.
Рассмотрим подробно использование данного изобретения со ссылками на фиг. 1 и 2.
Способ получения стекла толщиной более равновесной включает регулируемую подачу стекломассы по выработочному каналу 1 в ванну с расплавом олова 2, ограничение бокового растекания стекломассы и удерживание ее между подвижными дополнительными ограничительными элементами 4, примыкающими к рестрикторам 3 по их рабочей стороне.
В создавшихся условиях стекломасса сохраняет низкую вязкость и приобретает плоскопараллельность.
Далее предварительно сформованная плоскопараллельная лента стекла подвергается воздействию бортоудерживающих машин 5 и тянущих усилий со стороны валов лера до достижения требуемой толщины и ширины. Для фиксирования сформованной ленты ее охлаждают холодильниками 6.
Ниже приведены примеры исполнения с применением предлагаемого способа:
Пример 1. 1. Расход стекломассы 100 т/сут. 2. Температура стекломассы в выработочном канале 1100oC. 3. Скорость выработки 110 м/час. 4. Скорость бортоудерживающих машин 125 м/час. 5. Вторичный сводовый нагрев в зоне формования ленты стекла отсутствует. 6. Положение подвижных дополнительных ограничительных элементов - примыкают к основным рестрикторам в средней части. 7. Угол разворота подвижных дополнительных ограничительных элементов составляет 5o по отношению к направлению вытягивания. 8. Толщина вырабатываемого стекла - 8 мм. 9. Показатель разнотолщинности вырабатываемого стекла - 0,13 мм.
Пример 2. 1. Расход стекломассы 110 т/сут. 2. Температура стекломассы в выработочном канале 1100oC. 3. Скорость выработки 90 м/час. 4. Скорость бортоудерживающих машин 125 м/час. 5. Вторичный нагрев в зоне формования ленты стекла отсутствует. 6. Положение подвижных дополнительных ограничительных элементов - примыкают к основным рестрикторам в средней их части. 7. Угол разворота дополнительных ограничительных элементов составляет 3o по отношению к направлению вытягивания. 8. Толщина вырабатываемого стекла - 10 мм. 9. Показатель разнотолщинности вырабатываемого стекла - 0,18 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2187472C2 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 1998 |
|
RU2149838C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА С ТОЛЩИНОЙ, БОЛЬШЕЙ РАВНОВЕСНОЙ | 2000 |
|
RU2181345C2 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2186741C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2174497C1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2001 |
|
RU2203229C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2000 |
|
RU2183203C2 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2001 |
|
RU2193536C1 |
Изобретение относится к производству листового стекла толщиной более равновесной и может быть использовано на линиях, вырабатывающих стекло флоат-способом. Стекло толщиной более равновесной получают путем ограничения поперечного растекания стекломассы с одновременным ее удерживанием в зоне расположения рестрикторов дополнительными ограничительными элементами, положение и углы разворота которых относительно рестрикторов могут меняться в зависимости от толщины вырабатываемого стекла. Предварительно сформованную ленту с плоскопараллельным профилем можно зафиксировать охлаждением или придать ей требуемую толщину и ширину активным формованием известными способами путем подбора скоростей выработки и бортоудерживающих машин без применения повторного нагрева. Техническая задача изобретения - получение низкой разнотолщинности ленты стекла. 2 ил.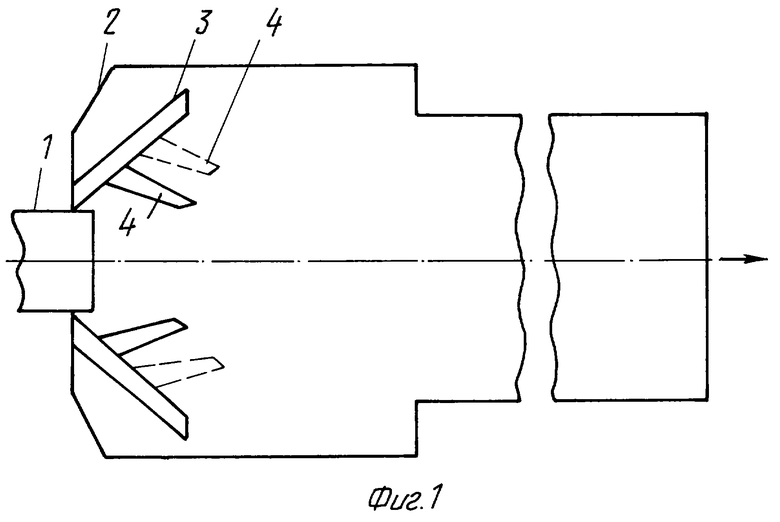
Способ получения стекла толщиной более равновесной, включающий подачу стекломассы по выработочному каналу в ванну с расплавом металла, растекание ее вперед и в стороны, ограничение поперечного растекания дополнительными ограничительными элементами в зоне расположения рестрикторов, дальнейшим формованием ленты требуемых ширины и толщины, охлаждением сформованной ленты и выводом ее из ванны расплава, отличающийся тем, что ограничение поперечного растекания стекла осуществляют дополнительными ограничительными элементами, положение и углы разворота которых относительно рестрикторов могут меняться.
| SU 3826637 A, 30.07.1974 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 0 |
|
SU247473A1 |
| Способ изготовления декоративного листового стекла | 1976 |
|
SU683192A1 |
| US 4138239 A, 06.02.1979 | |||
| US 3930829 A, 06.01.1976. | |||

