Настоящее изобретение относится к производству стекла, толщиной более равновесной, и может быть использовано на линиях, вырабатывающих стекло флоат-способом.
Уровень техники
Известны способы производства утолщенного флоат-стекла, согласно которым получение стекла толщиной более равновесной достигается путем ограничения поперечного растекания стекломассы, подаваемой в ванну расплава, формованием плоскопараллельного слоя ленты требуемой толщины, последующим интенсивным охлаждением и выводом сформованной ленты из ванны расплава.
Ограничение поперечного растекания ленты производится в головной части ванны расплава, где стекломасса еще имеет толщину более равновесную и достаточно низкую вязкость, позволяющую сформовать плоскопараллельный слой требуемой толщины.
В патентно-технической литературе представлены различные способы поперечного ограничения ленты стекла (пат. США N3846102 МКИ С 03 В 18/02, пат. Франции N1539127 МКИ С 03 В 18/00, пат. США N3661548 МКИ С 03 В 18/00, пат. США N3684471 МКИ С 03 В 18/00 Н.А.Шаеффер "Технология стекла", "CTI-Print", г. Кишинев, 1998 г., стр. 126, В.И.Кондрашов и В.С.Безлюдная "Способы выработки флоат-стекла толщиной более равновесной". Стекло и керамика, N3, 1999 г., стр. 3-8).
Например, вдоль ванны расплава параллельно ее бортам размещаются неподвижные ограничители, образующие канал для продвижения стекломассы. Ширина канала устанавливается исходя из конечной ширины ленты, количества подаваемой стекломассы и требуемой толщины. Другие способы предусматривают приложение усилий к краям ленты стекла, направленных внутрь и вперед по направлению продвижения ленты стекла. Приложение сил осуществляется вращающимися механизмами, располагаемыми попарно (по левому и правому бортам ленты стекла) друг за другом. Вращающиеся механизмы могут быть роликового типа (пат. США N3661548, N3684471) или гусеничного типа (а.с. СССР N440348).
Наиболее близким к заявляемому нами предлагаемому изобретению является способ ограничения поперечного растекания ленты вращающимися механизмами, описанный в патенте США N3661548 МКИ С 03 В 18/00.
В указанном прототипе несколько пар вращающихся механизмов располагаются вдоль левого и правого бортов ленты стекла и контактируют с верхней поверхностью бортов ленты, сопровождая их со скоростью продвижения последних по ванне расплава. Получение требуемой толщины ленты производится за счет изменения углов разворота оси вращения механизмов относительно направления продольного вытягивания ленты, а также изменением количества стекломассы, подаваемой в ванну расплава с соответствующей корректировкой скорости вытягивания.
Существенным недостатком прототипа является то, что вращающиеся механизмы играют пассивную роль ограничителей и только сопровождают края ленты. Повышение эффективности ограничения достигается, как упомянуто выше, увеличением угла разворота механизмов, что вызывает эффект "торможения" краев ленты относительно ее центральной части. Но даже увеличение углов разворота недостаточно эффективно, о чем свидетельствует применение наряду с этим приема регулирования количества подаваемой в ванну расплава стекломассы и корректировки скорости вытягивания ленты.
Приемы ограничения поперечного растекания ленты и регулирования толщины вырабатываемого стекла, описанные в прототипе, не могут обеспечить высокого качества стекла в силу следующих причин.
Во-первых, как известно, одним из важных факторов получения плоскопараллельности ленты стекла являются близкие значения скоростей продвижения центральной и бортовых частей ленты по ванне расплава на участке активного формования, где вязкость еще достаточно низка, т.е. на участке, где осуществляется ограничение бокового растекания. Применение пассивных вращающихся механизмов для ограничения растекания не только не сохраняет упомянутую разность скоростей (что само по себе характерно для флоат-процесса, причем опережение центральной части ленты максимально в начале зоны формования и минимально к концу зоны формования), но и увеличивает эту разность, т.к. увеличение угла разворота оси вращения ограничительных механизмов еще более тормозит продвижение бортов относительно середины ленты. Продвигаясь с разной скоростью, слои стекла центральной части ленты и ее бортовых участков охлаждаются с разной скоростью и, соответственно, приобретают разную вязкость. Это является препятствием получения плоскопараллельности формуемого слоя, а следовательно, формуется стекло с высокой разнотолщинностью и снижаются оптические показатели.
Во-вторых, также известно, что изменение съема стекломассы во всех случаях является нежелательным, т.к. это не только неблагоприятно сказывается на эксплуатации стекловаренной печи, но и нарушает стабильность процесса стекловарения, режим работы печи, что неизбежно ведет к снижению качества стекла.
Техническая задача изобретения - повышение качества стекла.
Сущность изобретения
Предлагаемый нами способ производства утолщенного стекла включает непрерывную подачу стекломассы по выработочному каналу в ванну с расплавом металла, ограничение поперечного растекания ленты стекла посредством приложения сил к бортам ленты направлением составляющих внутрь и вперед и вытягивание ленты стекла из ванны расплава с помощью валов рольганга, находящихся за пределами ванны. Приложение сил осуществляется несколькими парами вращающихся механизмов, например, роликового или гусеничного типов, которые располагаются последовательно друг за другом в направлении продольного вытягивания ленты стекла из ванны расплава валами рольганга. При этом скорость всех пар вращающихся механизмов, кроме последней пары, больше линейной скорости вытягивания ленты валами рольганга, а линейная скорость каждой последующей пары вращающихся механизмов меньше скорости предыдущей пары в 1,05-3,0 раза. Скорость вытягивания ленты стекла определяется линейной скоростью вращения валов рольганга, размещенных за пределами ванны расплава. Именно этой скоростью задается средняя толщина ленты стекла. Что же касается толщины ленты по ее ширине (разнотолщинность), то она регулируется режимом работы вращающихся механизмов.
То, что вращающимся ограничивающим механизмам, задается определенная скорость, является основным отличием от способа, представленного в патенте США N3661548 МКИ С 03 В 18/00, как наиболее близкого к заявляемому нами и описанному выше.
Предлагаемый нами способ имеет значительные преимущества по сравнению с известным.
Превышение скорости первой пары вращающихся механизмов относительно скорости вытягивания ленты валами рольганга ускоряет продвижение бортов формируемой ленты стекла и способствует выравниванию скоростей центральной и бортовых частей ленты, что значительно повышает качество стекла по оптическим показателям и разнотолщинности.
Второй паре вращаюшихся механизмов задается скорость более низкая, чем первой, учитывая то, что и отставание бортов от середины на этом участке соответственно становится меньше (вследствие увеличения вязкости). То же и со скоростью последующих пар механизмов.
Последней паре придается скорость, близкая к скорости вытягивания, т.к. она (в случае использования нескольких пар механизмов) стабилизирует положение и ширину ленты, а также дополнительно регулирует разнотолщинность.
Перечень фигур
Способ производства утолщенного стекла
1 - выработочный канал
2 - ванна расплава
3 - лента стекла
4, 5, 6 - вращающиеся механизмы роликового или гусеничного типа
7, 8, 9 - сводовые водяные холодильники
Сведения, подтверждающие возможность осуществления изобретения.
Предлагаемое изобретение опробовано на флоат-линии ЭПКС-4000 ОАО "СИС" и с его использованием выработаны опытные партии стекла толщиной 8, 10 и 12 мм.
Способ получения стекла толщиной более равновесной включает регулируемую подачу стекломассы по выработочному каналу 1 в ванну с расплавом олова 2, ограничение поперечного растекания ленты 3 вращающимися ограничительными механизмами 4, 5, 6 с заданной скоростью, интенсивное охлаждение сформованной ленты требуемой толщины сводовыми холодильниками 7, 8, 9 и продольное вытягивание ленты стекла из ванны расплава валами рольганга, находящимися за пределами ванны.
Ниже приведены примеры исполнения с использованием предлагаемого способа.
Пример 1.
1. Расход стекломассы 100 т/сут.
2. Температура стекломассы в выработочном канале 1130oC,
3. Скорость вытягивания ленты валами рольганга 112 м/час.
4. Скорость первой пары вращающихся механизмов 120 м/час.
5. Скорость второй пары вращающихся механизмов 110 м/час.
6. Скорость второй пары вращающихся механизмов меньше скорости первой пары вращающихся механизмов в 1,09 раза.
7. Ширина вырабатываемой ленты стекла 1860 мм.
8. Толщина вырабатываемой ленты стекла 8 мм.
9. Использован 1 навесной сводовый холодильник, установленный за вращающимися механизмами.
Пример 2.
1. Расход стекломассы 100 т/сут.
2. Температура стекломассы в выработочном канале 1130oС.
3. Скорость вытягивания ленты валами рольганга - 90 м/час.
4. Скорость первой пары вращающихся механизмов - 170 м/час.
5. Скорость второй пары вращающихся механизмов - 95 м/час.
6. Скорость второй пары вращающихся механизмов меньше скорости первой пары вращающихся механизмов в 1,78 раза.
7. Ширина вырабатываемой ленты стекла 1890 мм.
8. Толщина вырабатываемой ленты стекла 10 мм.
9. Использованы 2 навесных холодильника, установленных за 2 парой вращающихся механизмов.
Пример 3.
1. Расход стекломассы 100 т/сут.
2. Температура стекломассы в выработочном канале 1130oС.
3. Скорость вытягивания ленты валами рольганга - 70 м/час.
4. Скорость первой пары вращающихся механизмов - 180 м/час.
5. Скорость второй пары вращающихся механизмов - 130 м/час.
6. Скорость третей пары вращающихся механизмов - 70 м/час.
7. Скорость второй пары вращающихся механизмов меньше скорости первой пары вращающихся механизмов в 1,38 раза.
8. Скорость третьей пары вращающихся механизмов меньше скорости первой пары вращающихся механизмов в 1,88 раза.
9. Ширина вырабатываемой ленты стекла 1900 мм.
10. Толщина вырабатываемой ленты стекла 12 мм.
11. Использованы 3 навесных холодильника, установленных за 3 парой вращающихся механизмов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2187472C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ СТЕКЛА ТОЛЩИНОЙ БОЛЕЕ РАВНОВЕСНОЙ | 1998 |
|
RU2147296C1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 1998 |
|
RU2149838C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2000 |
|
RU2183203C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА С ТОЛЩИНОЙ, БОЛЬШЕЙ РАВНОВЕСНОЙ | 2000 |
|
RU2181345C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2174497C1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2001 |
|
RU2193536C1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2001 |
|
RU2203229C2 |
Изобретение относится к производству утолщенного стекла и может быть использовано на линиях, вырабатывающих стекло флоат-способом. Способ производства утолщенного стекла осуществляют с применением вращающихся механизмов, например, роликового или гусеничного типов, расположенных парами по бортам ленты стекла и предназначенных для ограничения поперечного растекания ленты стекла посредством приложения сил к бортам ленты стекла, направленных внутрь и вперед. Линейная скорость каждой последующей пары меньше, чем предыдущей, в 1,05-3,0 раза, но в любом случае их скорость, кроме последней пары механизмов, больше скорости вытягивания ленты стекла рольгангом. Каждое последующее расстояние между парами механизмов больше предыдущего в 1,05-3,0 раза. Техническая задача изобретения - повышение качества стекла. 1 ил.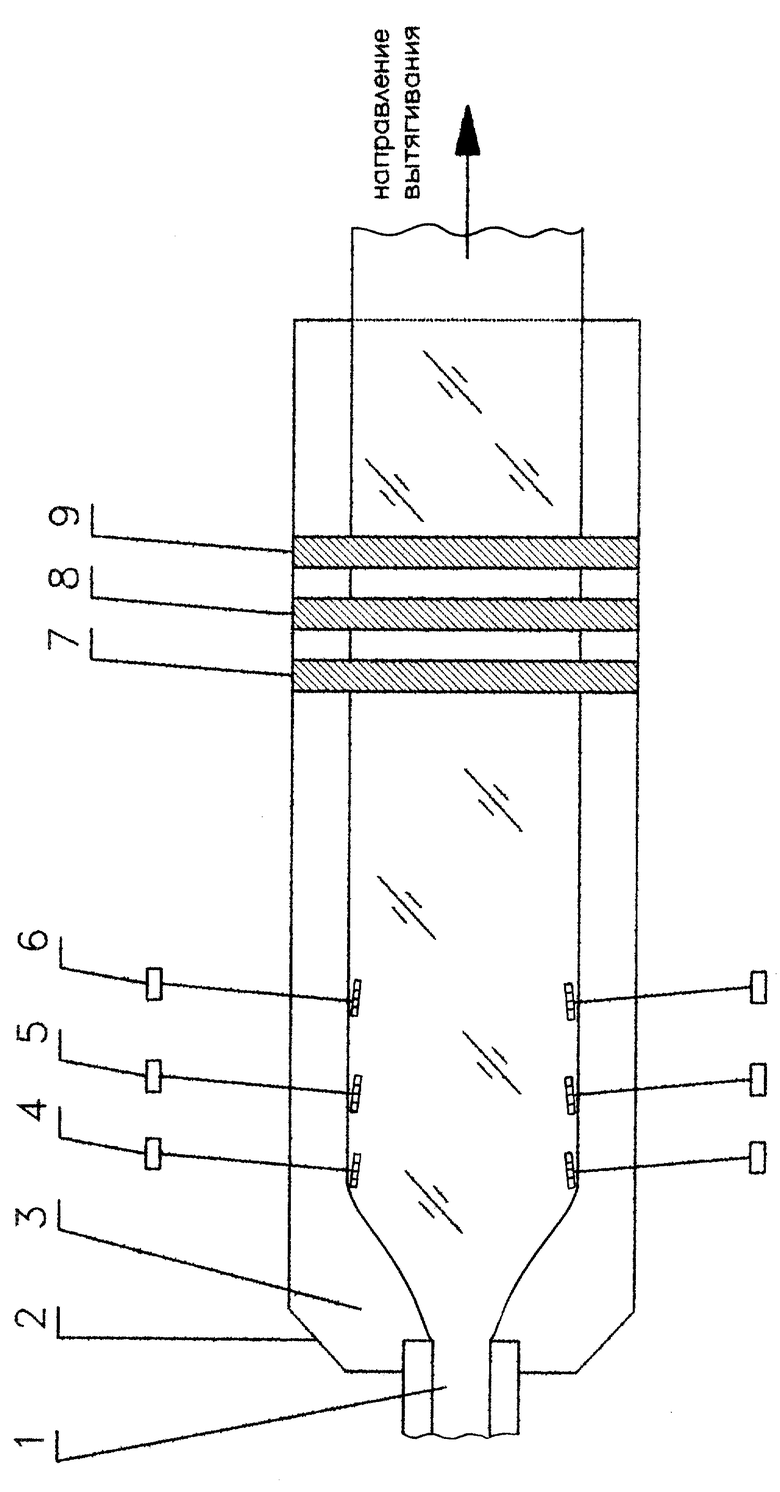
Способ производства утолщенного стекла, включающий непрерывную подачу стекломассы по выработочному каналу в ванну с расплавом металла, ограничение поперечного растекания ленты стекла посредством приложения сил к ее бортам, направленных внутрь и вперед, осуществляемое с применением вращающихся механизмов, например, роликового или гусеничного типа, расположенных парами по бортам ленты стекла, отличающийся тем, что линейная скорость каждой последующей пары вращающихся механизмов, кроме последней пары, больше линейной скорости вытягивания ленты стекла, при этом линейная скорость каждой последующей пары вращающихся механизмов меньше скорости предыдущей пары в 1,05-3,0 раза.
| US 3661548 A, 09.05.1972 | |||
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| Способ изготовления листового стекла и устройство для его осуществления | 1974 |
|
SU619094A3 |
| US 43611431 A, 30.11.1982 | |||
| Гаситель угловых колебаний | 1987 |
|
SU1421910A1 |

