Известен способ изготовления листового стекла путем отливки стекломассы в ванну на поверхность расплавленного металла, формования ее в ленту с последующим охлаждением и извлечением из ванны.
Цель изобретения - обеспечить получение ленты стекла заданной ширины и толш;ины.
Это достигается тем, что формование осуществляют за счет поперечных растягивающ.их усилий, создаваемых бортоформующими устройствами.
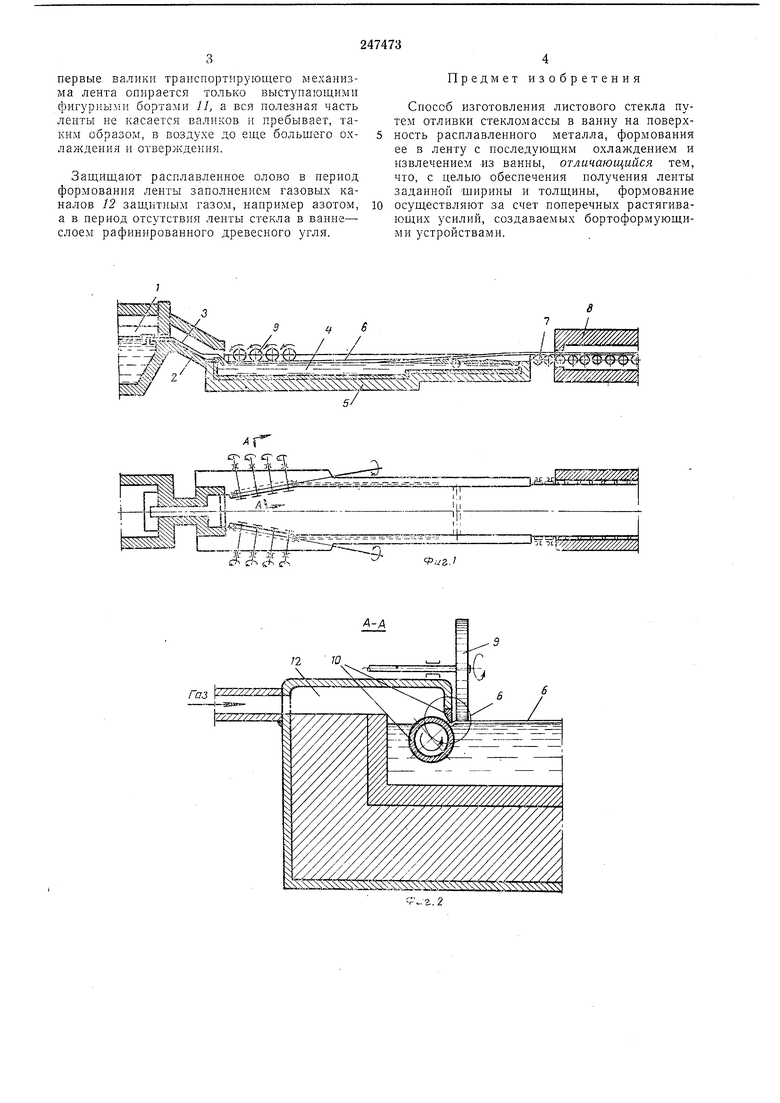
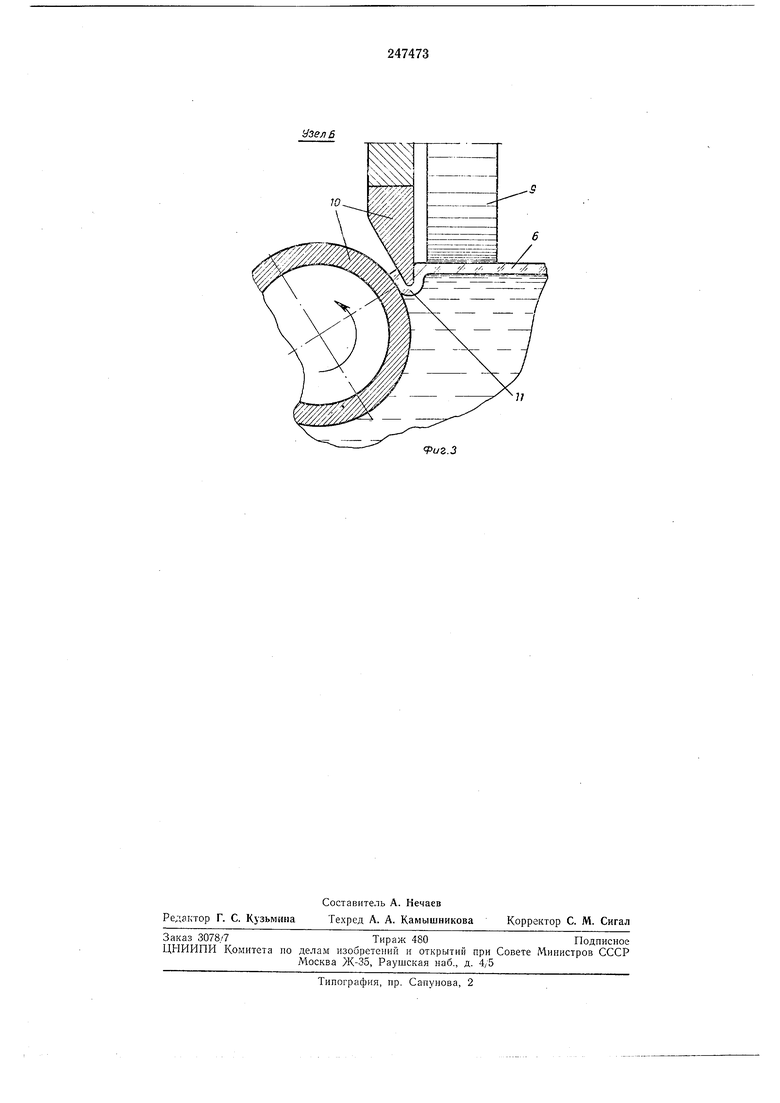
Описываемый способ поясняется . чертежами. На фиг. 1 изображена установка для изготовления листового стекла, общий вид; на фиг. 2 - то же, сечение по Л-А на фиг. 1; па фиг. 3 - узел бортоформующего и лентоформующего устройств.
Стекломассу, имеющую температуру приблизительно 1000-1100°С (в случае стеклокристаллического материала температура выще), из стекловаренной печи / через порог 2 свободным потоком 3 за счет иекоторой разности уровней подают на поверхность расплава 4, например олова, в открытую ванну 5.
ко некоторое естественное растекание и уширенне ленты 6 до предела за счет поверхностного натяжения. Дальнейшее продвижение ленты по ванне происходит за счет усилий
тянульного устройства 7 печи 8 отжига (рольганга), а также механического устройства 9. Продвигаясь по поверхности расплава олова в открытой ванне, лента стекла подвергается последующему формованию, которое заключается в том, ЧТЛ она ,воими краями находит на бортоформующие устройства 10 и проходит под ними всю зону пластического состояния.
Бортоформующие устройства и механизм
продвижения ленты по ванне построены гипоидально от продольной оси ленты. Таким образом, в процессе движения ленты происходит искусственное формование бортов и иоперечное уширение ее, а следовательно, и утонение до заданной величины.
Поддержание постоянного температурного режима формования ленты обеспечивают физическим теплом ленты и терморегулирующими устройствами - нагревателями, холодильниками (на чертеже не показаны). Сформованную и охлажденную до состояния, не поддающегося повреждению при соприкосновении с транспортирующими механизмами, ленту стекла подают в печь отжига; при этом на
первые валики транспортирующего механизма лента опирается только выступающими фигурными бортами 11, а вся полезная часть ленты не касается валиков и пребывает, таким образом, Б воздухе до еще больщего охлаждения и отверждения.
Защищают расплавленное олово в период формования ленты заполнением газовых каналов 12 защитным газом, например азотом, а в период отсутствия ленты стекла в ванне- слоем рафинированного древесного угля.
Предмет изобретения
Способ изготовления листового стекла путем отливки стекломассы в ванну на поверхность расплавленного металла, формования ее в ленту с последующим охлаждением и извлечением из ванны, отличающийся тем, что, с целью обеспечения получения ленты заданной ширины и толщины, формование осуществляют за счет поперечных растягиваюидих усилий, создаваемых бортоформующими устройствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU303292A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2000 |
|
RU2187471C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2211808C2 |
| Устройство для утонения ленты стекла | 1986 |
|
SU1449548A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛИРОВАННОГО СТЕКЛА | 1998 |
|
RU2145581C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА | 2005 |
|
RU2302380C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2174497C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2339590C1 |
SSjify ;./ ./
т: z Ri 45s S pr5 : ; : 5:gSSS S
5/ «ss
Газ t / d &-Ь
77
иг.З
