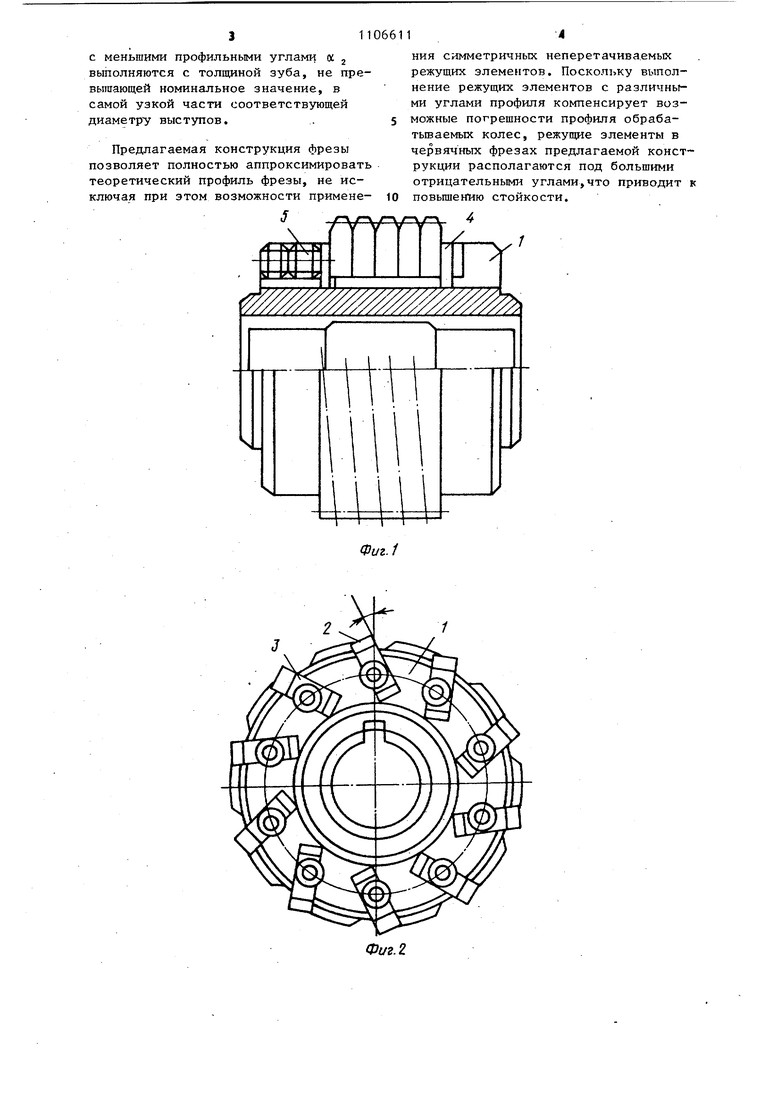
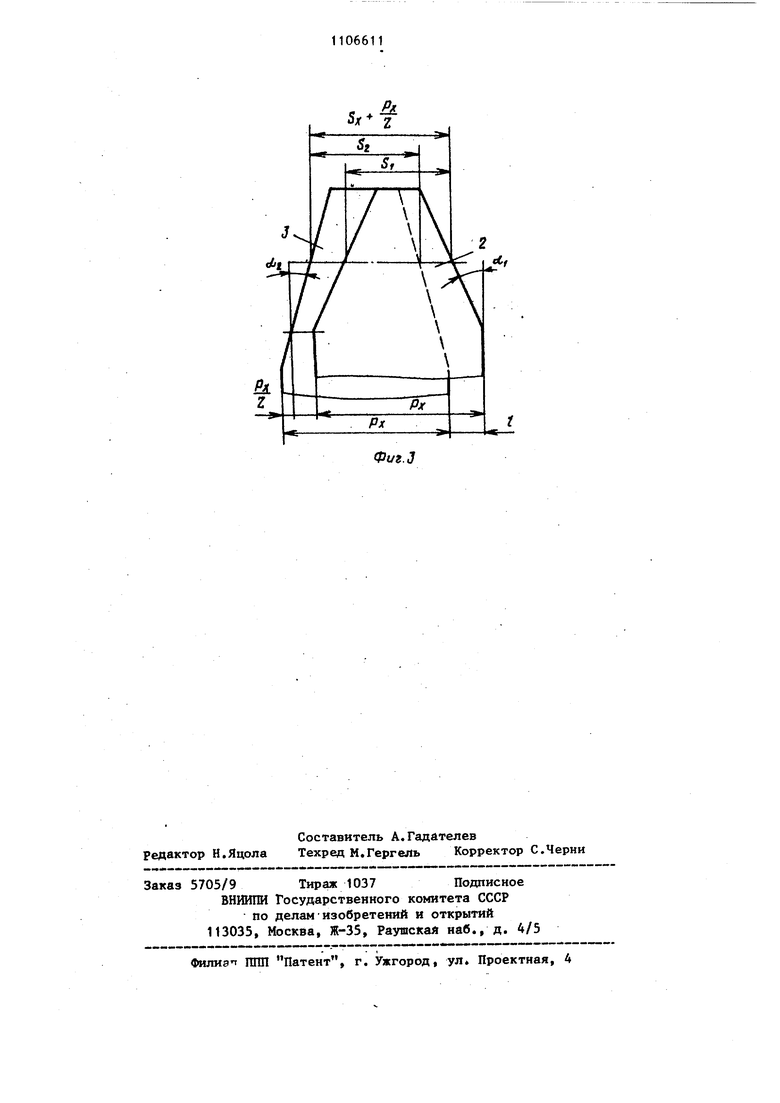
11 Изобретение относится к машинестроению и может быть использовано при обработке зубчатых колес. Известна сборная червячная фреза с установленными под отрицательным передним углом и закрепленными в про дольных пазах корпуса неперетачиваемыми режущими элементами, вертикальные оси которых скрещиваются с сосью фрезф под прямым углом, а режущие элементы, расположенные в соседних пазах, смещены относИтелько друг друга по винтовой линии и имеют по одной, левой - для одного и правой для другого элемента, профилирующей боковой режущей кромке l , Недостатком известной конструкции является то, что расположение симметричных режущих элементов одного профиля под отрицательным передним углом перпендикулярно дну пазов и параллельно оси фрезы вызьшает появление систематической погрещности профиля обрабатываемых колес и делает необходимым увеличение припусков под последующую окончательную обработку зубьев. Цель изобретения - повьшение точ ности и стойкости сборных чр.рвячных фрез с нейеретачиваемыми режущими элементами. Поставленная цель достигается тем, что у червячной сборной фрезы ,с установленными под отрицательным передним углом и закрепленными в продольньрК пазах корпуса симметричны ми неперетачиваемыми режущими эле ментами, оси симметрии которых перп дикулярны оси фрезы, причем режущие элементы, расположенные в соседних пазах, смещены относительно друг др га по винтовой линии и имеют по одной левой или правой для соседних элементов режущей кромке, режущие элементы выполнены с различными про фильными угламиt а их профилирующие боковые режущие кцомки расположены на поверхности основного червяка, при этом зубья с меньщими профильн ми углами смещены относительно зубь с большими профильными углами на ве личину fe-, определяемую из зависимос ти e-lH. 1 .2 где Р - осевой шаг фрезы Z - число продольных пазов в корпусе фрезы; номинальная осевая толщина режущих элементов на любом диаметре фрезы для случая, когда обе боковые режущие кромки каждого элемента являются профилирующими; S, и - осевые толщины режущих эле5 2 ментов, расположенных в соседних пазах, на том же диаметре. На фиг. 1 изображена червячная фреза, общий вид; на фиг. 2 - то же, вид сверху; на фиг.-З - схема расположения режущих элементов в соседних пазах корпуса фрезы. Червячная фреза состоит из корпуса 1 с установленными в нем чередующимися по винтовой линии режущими элементами 2 И 3. Расположение режущих элементов по винтовой линии обеспечивается опорны чи сухарями 4, а крепление - винтами 5. Режущие элементы 2 выполнены с большим профильным углом od, и имеют одну профилирующую правую режущую кромку, режущие элементы 3 вьшолнены с меньшим профильным углом OG 2 и имеют одну профилирующую левую режущую кромку. Толщины режущих элементов 2 и 3 на делительном цилиндре равны соответственно 4i и об J и менее, чем номинальная толщина зуба S . Опорные сухари 4, установленные в соседних пазах, отличаются друг от друга на величину f, учитьшающую утонение зубьев и сдвиг их оснований, обеспечивающий расположение профилирующих режущих кромок на теоретической винтовой поверхности. Толщина всех зубьев у основания вьтолнена равной осевому щагу фрезы Р, а профильная часть режущих элементов 3 с меньшими профильными углами вьтолнена удлиненной. Утонение режущих элементов должно быть достаточным для того, чтобы исключить из процесса профилирования одну из боковых режущих кромок. Это достигается путем придания режупдам элементам симметричной формы таким образом, что элементы 2 с большими профильными углами d выполняются в самой широкой своей части, соответствующей диаметру впадин, с голщяаоА зуба, не превьш1ающей ее номинальное значение, а элементы 3 с меньшими профильными углами к выполняются с толщиной зуба, не превышающей номинальное значение, в самой узкой части соответствзпощей диаметру выступов. Предлагаемая конструкция фрезы позволяет полностью аппроксимировать теоретический профиль фрезы, не исключая при этом возможности применения симметричных неперетачиваемых режущих элементов. Поскольку выполнение режущих элементов с различными углами профиля компенсирует возможные погрешности профиля обрабатываемых колес, режущие элементы в червячных фрезах предлагаемой конструкции располагаются под большими отрицательными углами,что приводит к повышению стойкости.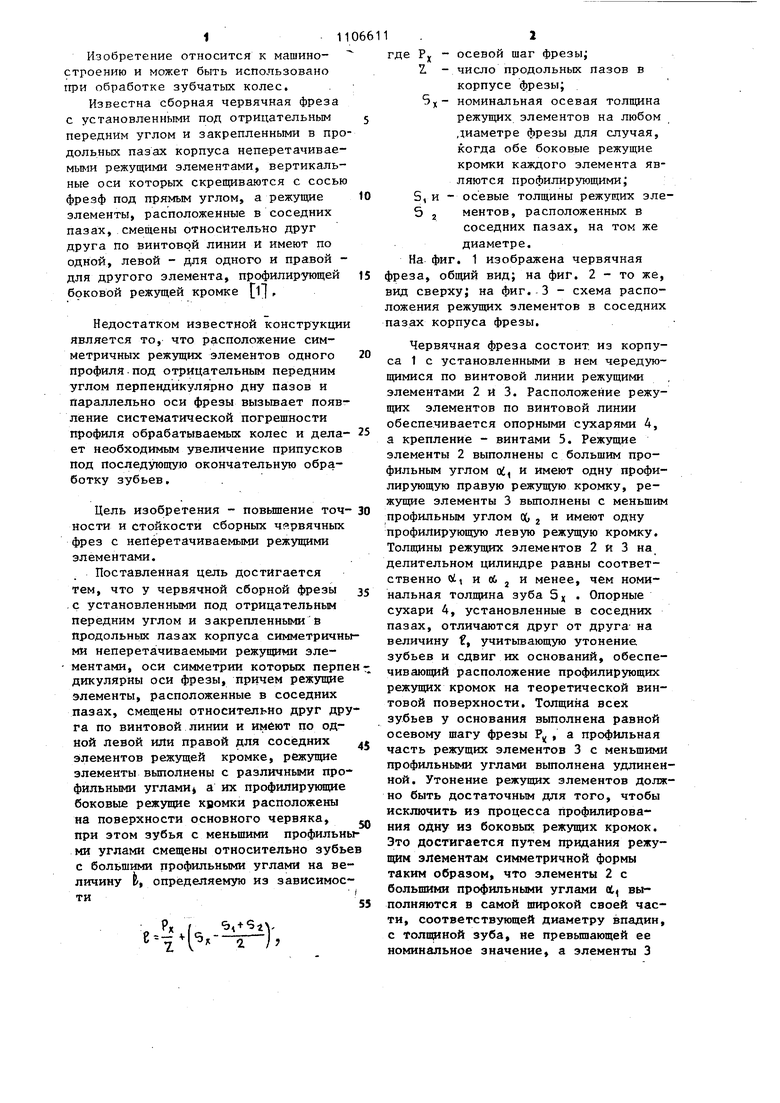
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| ОХВАТЫВАЮЩИЙ ЗЕНКЕРНЫЙ ИНСТРУМЕНТ И СПОСОБ ВЫПОЛНЕНИЯ ДУГООБРАЗНЫХ ПАЗОВ | 1997 |
|
RU2189297C2 |
| Червячная сборная фреза | 1980 |
|
SU942913A1 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
ЧЕРВЯЧНАЯ СБОРНАЯ ФРЕЗА с установленными под отрицательным передним углом и закрепленными в продольных пазах корпуса симметричными неперетачиваемыми режущими элементами, оси симметрии перпендикулярны оси фрезы, причем режущие элементы, расположенные в соседних пазах, смещены относительно друг друга по ВИНТОВОЙ линии и имеют по одной левой или правой для соседних элементов режущей кромке, отличающаяся тем, что, с целью повышения точности и стойкости, режущие элементы выполнены с различными профильными углами, а их профилирующие боковые режущие кромки расположены на поверхности основного червяка, при этом зубья с меньшими профильными углами смещены относительно зубьев с большими профильными углами на величину, определяемую из зависимости . (е., i (О где t - величина смещения зубьев; Р - осевой шаг фрезы; Z - число продольных пазов в корС пусе фрезы; 5)( - номинальная осевая толщина режущих элементов на любом диаметре фрезы для случая, когда обе боковые режущие кромки каждого элемента являются профилирующими; а 5,и - осевые толщины режущих эле9д 5 2 ментов,расположенных Всоседнкх пазах на том же диаметре.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Моисеенко О.И | |||
| и др | |||
| Твердосплавные зуборезные инструменты | |||
| М., Машиностроение, 1977, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
