Предлагаемое изобретение относится к химии полимеров, а именно к способу изготовления полимерных слоистых материалов, предназначенных для изготовления профилированных изделий, в том числе крупногабаритных с глубокой степенью вытяжки (ванны, мебель, корпуса бытовых приборов и т.д.).
Полимеры такого назначения должны легко формоваться, иметь высокую конструкционную прочность при эксплуатации привлекательный внешний вид. Этим требованиям наиболее удовлетворяют слоистые материалы [1].
Технология изготовления слоистых материалов должна быть достаточно дешевой, то есть иметь высокую производительность при малых энергозатратах.
Запатентован способ получения многослойных пленок и листов из двух и более несовместимых полимеров соэкструзией через плоскощелевую головку. При этом получают пленки и листы на основе полистирола, дублированные с одной стороны слоем АБС-пластика [2] или ламинаты, состоящие из базового слоя на основе полистирола, внешнего слоя из АБС-пластика и промежуточного слоя из другого АБС-материала [3].
Недостатками полученных материалов являются: низкая атмосферостойкость; недостаточная декоративность (на поверхности остаются следы экструзии); ограниченная цветовая гамма материала (переход на другой цвет - дорогостоящая операция).
Известно получение декоративного слоистого листового материала путем непрерывной подачи несущей рисунок пленки и жидкой полимеризующейся смолы (акриловая смола, смесь метилметакрилата и полиметилметакрилата) между двумя непрерывными лентами формующей машины [4] или путем наслаивания полиакриловой пленки на формовочную поверхность одной или обеих частей формы, заливки в форму акрилового мономера и его полимеризации [5]. Однако приведенные способы применимы только в том случае, если материал пленки совместим с материалом жидкой полимеризующейся смолы, кроме того прочностные свойства полученного материала недостаточным для крупногабаритных изделий.
Запатентована полимерная композиция для изделий санитарного назначения с улучшенной водо-, хемо- и погодостойкостью, содержащая 0,1 - 49% эластомера (сополимер этилена и винилацетата, бутадиена и стирола или акрилатов, стирола и акрилатов и полибутадиена) с Tстекл. ≤ 0o или привитого сополимера на основе этого эластомера.
Согласно примеру процесс получения изделий состоит из следующих основных стадий:
1) синтез эластомера при 65 - 80oC;
2) прививка на его поверхность сополимера при 75 - 85oC;
3) смешение полученного привитого сополимера с метакрилатной смолой, пигментом и термостабилизатором;
4) получение листа методом экструзии;
5) прессование изделия при 190oC;
6) наслаивание на внешнюю поверхность ванны стекловолокна [6].
Запатентованная композиция является сложной по составу и требует значительных энерго- и трудозатрат. Так, только для получения привитого сополимера (стадии 1-2) требуется 13 компонентов и 42 часа. Процесс получения изделия из композиции (стадии 3-6) не менее сложен.
В качестве прототипа взят способ изготовления многослойных формующихся слоистых материалов. Жесткий полимерный композиционный лист включает слой прозрачного или окрашенного акрилового полимерного материала, отлитого на поверхности субстрата из другого полимера. Из листа вакуумным термоформованием изготавливают изделия типа ванн, небольших лодок, деталей автомобильных корпусов и т.п. Способ состоит в приготовлении акриловой композиции, содержащей инициатор полимеризации свободнорадикального типа, отливке этой композиции на поверхность термопластичного полимера и многоступенчатом отверждении композиции.
Согласно приведенному в описании изобретения примеру 100 г сиропа, включающего 90% метилметакрилата и 10% полиметилметакрилата, смешивают с 0,5 г ди(втор.-бутил)пероксидикарбонатат (критическая температура распада 35oC), 0,2 г додецилмеркаптана и 0,5 г перекиси бензоила (критическая температура распада 70oC).
После деаэрации этой смесью заполняют форму, имеющую основание из стеклянной плиты, а верх из жесткого поливинилхлорида. Обе плиты разделены по периметру упругой прокладкой. Форму помещают в печь, где сначала выдерживают при температуре 50 - 55oC в течение 16 ч, затем при 80oC в течение 2 ч и при 105oC в течение 2 ч (общая продолжительность - 20 ч).
После охлаждения получают композитный лист из поливинилхлорида с акриловым покрытием. Этот лист формуется и обрабатывается без расслоения.
В случае использования при компановке форм АБС-пластика, его поверхность дополнительно защищают от действия метилметакрилата, нанося экструзией слой поливинилхлорида [7 - прототип].
Недостатками способа являются длительность процесса (общая продолжительность 20 ч) и его энергоемкость (на первой стадии температуру 50 - 55oC выдерживают 16 ч).
Кроме того, при использовании АБС-пластика имеет место усложнение технологии.
Изобретением решается задача: интенсификация процесса изготовления слоистых материалов, снижение его энергоемкости при сохранении качества материала и изделий после формования.
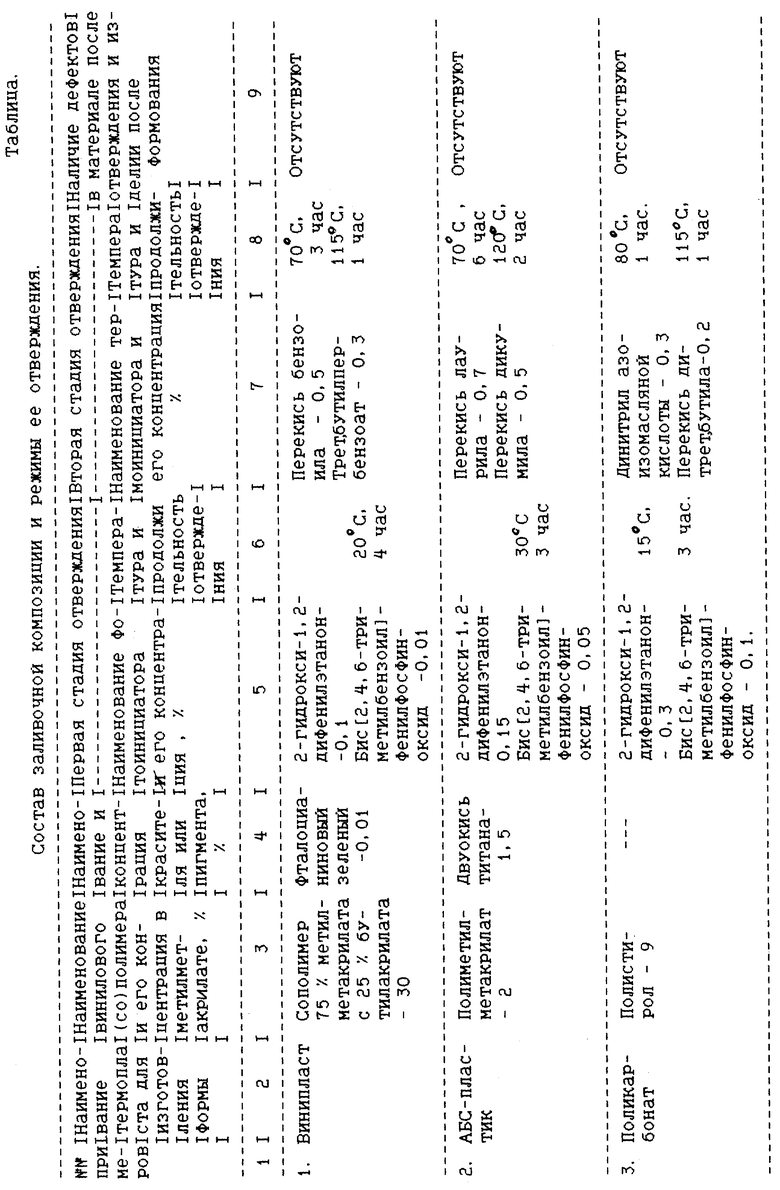
Указанный технический результат достигается тем, что в способе изготовления полимерных слоистых материалов, заключающемся в заливке в форму, выполненную из силикатного стекла и жесткого термопласта, и отверждении заливочной композиции, включающей 2 - 30%-ный сироп винилового (со)полимера в метилметакрилате и инициатор полимеризации, с последующим извлечением готового материала, при этом отверждение осуществляют в две стадии, в качестве инициатора на второй стадии используют 0,3 - 0,7% инициатора с критической температурой распада 60 - 80oC и, в отличие от известного, дополнительно вводят 0,2 - 0,5% инициатора с критической температурой распада 90 - 120oC, а на первой стадии отверждения используют смесь фотоинициаторов: 0,1 - 0,3% 2-гидрокси-1,2-дифенилэтанона и 0,01 - 0,1% бис[2,4,6-триметилбензоил]фенилфосфиноксида.
Отверждение на первой стадии осуществляют при температуре 15 - 30oC в течение 3-4 часов.
Отверждение на второй стадии осуществляют сначала при температуре 70 - 80oC в течение 1-6 ч, а затем при температуре 115 - 120oC в течение 1-2 ч.
Указанные отличительные признаки позволяют интенсифицировать процесс изготовления слоистых материалов, снизить его энергоемкость и при этом сохранить качество слоистого материала и изделий из него после формования.
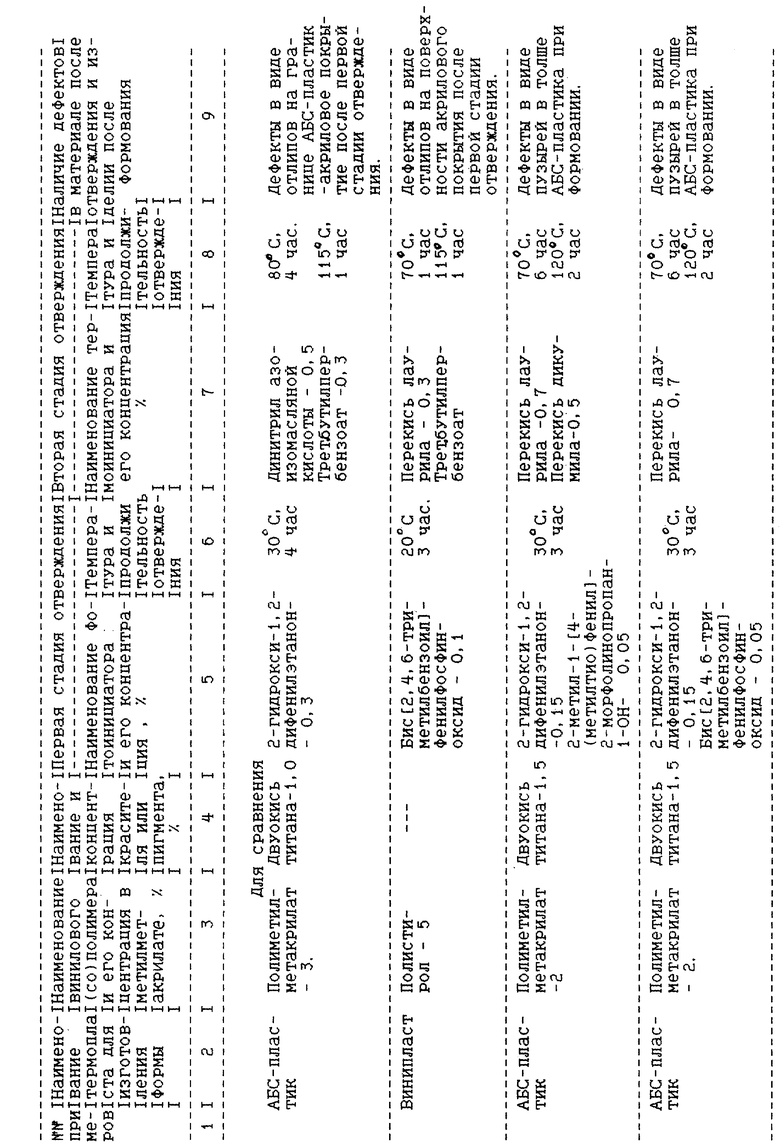
Использование на первой стадии отверждения только одного из заявленных фотоинициаторов, или смеси одного из них с другим известным фотоинициатором, или осуществление отверждения на второй стадии без дополнительного термоинициатора приводит к появлению различных дефектов в слоистом материале или в изделиях после формования (см. таблицу, примеры для сравнения).
Ниже приведены примеры, иллюстрирующие изобретение.
Примеры 1-3.
Виниловый (со)полимер растворяют в метилметакрилате, добавляют в него фото- и термоинициаторы, а также краситель или пигмент (в примерах 1 и 2). Смесь вакуумируют и заливают в форму из жесткого термопласта и двух листов силикатного стекла. При компановке формы термопласт укладывают на силикатное стекло и накрывают другим силикатным стеклом, предварительно проложив эластичную прокладку.
Форму помещают под лампы ЛУФ-80 и выдерживают до образования жесткого полиметилметакрилата. Затем форму перекладывают в шкаф и проводят термоотверждение. После охлаждения лист термопласта, дублированный полиметилметакрилатом, извлекают из формы. Полученный материал пригоден для распиловки и формования без дефектов.
Состав заливочной композиции, а также режимы ее отверждения приведены в таблице.
Из приведенных примеров и таблицы видно, что предлагаемый способ изготовления полимерных слоистых материалов позволяет интенсифицировать процесс (общая продолжительность 5 - 11 ч против 20 ч по прототипу), снизить энергозатраты (проведение первой стадии отверждения при комнатной температуре в течение 3-4 ч против 50 - 60oC в течение 16 ч по прототипу) при сохранении качества слоистого материала (дефекты в материале после отверждения и изделиях после формования отсутствуют).
Указанный технический результат отсутствует за пределами заявленного интервала концентраций фото- и термоинициаторов.
Использованная литература.
1. Строительная газета, 1998, N 10, с. 8.
2. Патент США N 4100237, МКИ B 29 F 3/10, опубл. 7.11.78.
3. Патент США N 4221836, МКИ B 32 B 25/08, опубл. 9.09.80.
4. Патент США N 4254074, МКИ B 29 D 7/14, опубл. 3.03.81.
5. Патент США N 4415509, МКИ B 29 D 7/14, опубл. 15.11.83.
6. Заявка Японии N 61-252263, МКИ C 08 L 33/12, C 08 L 23/08, опубл. 10.11.86.
7. Патент США N 4892700, МКИ B 29 C 47/06, B 29 C 51/02, B 29 C 51/10, опубл. 9.01.90. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ ТРИПЛЕКСОВ | 1991 |
|
RU2007431C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ ТРИПЛЕКСОВ | 1991 |
|
RU2007432C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ ТРИПЛЕКСОВ | 1991 |
|
RU2049104C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ НА ОСНОВЕ СИЛИКАТНОГО СТЕКЛА | 1993 |
|
RU2084415C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ ТРИПЛЕКСОВ | 1991 |
|
RU2015151C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ ТРИПЛЕКСОВ | 1991 |
|
RU2043383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ НА ОСНОВЕ СИЛИКАТНОГО СТЕКЛА | 1993 |
|
RU2088623C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ ТРИПЛЕКСОВ | 1991 |
|
RU2043382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ПОЛИМЕРНЫХ СЛОИСТЫХ ИЗДЕЛИЙ | 1999 |
|
RU2151697C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИКАРБОНАТА И ПОЛИМЕТИЛМЕТАКРИЛАТА | 1993 |
|
RU2050392C1 |
Изобретение относится к технологии изготовления полимерных слоистых материалов, предназначенных для получения профилированных изделий, в том числе крупногабаритных с глубокой степенью вытяжки (ванны, мебель, корпуса бытовых приборов и т.п.). В изобретении обеспечивается интенсификация процесса, снижение энергозатрат и получение бездефектных слоистых материалов и изделий из них. Способ заключается в заливке в форму из силикатного стекла и жесткого термопласта и отверждении заливочной композиции с последующим извлечением готового материала. Заливочная композиция включает 2 - 30%-ный сироп винилового (со)полимера в метилметакрилате и инициаторы полимеризации. Отверждение осуществляют в две стадии. В качестве инициатора на первой стадии используют смесь фотоинициаторов: 0,1 - 0,3% 2-гидрокси-1,2-дифенилэтанона и 0,01 - 0,l% бис[2,4,6-триметилбензоил]-фенил-фосфиноксида, а на второй - 0,3 - 0,7% инициатора с критической темпера-турой распада 60-80oС и 0,2 - 0,5% инициатора с критической температурой распада 90-120oC. Отверждение на первой стадии осуществляют при температуре 15-30oC в течение 3-4 ч. Отверждение на второй стадии осуществляют сначала при температуре 70-80oС в течение 1-6 ч, а затем при температуре 115-120oC в течение 1-2 ч. Общая продолжительность процесса 5 - 11 ч, в том числе 3 - 4 ч процесс осуществляют при комнатной температуре. 2 з.п. ф-лы, 1 табл.
| US 4892700 A, 09.01.1990 | |||
| US 4254074 A, 03.03.1981 | |||
| US 4415509 A, 15.11.1983 | |||
| Способ формования изделий из полиэтилена высокой плотности | 1979 |
|
SU952633A1 |
| Способ формования изделий из листового полиметилметакрилата | 1985 |
|
SU1227488A1 |

