Изобретение относится к каталитическим способам гидропереработки углеводородного сырья, а именно к способам гидропереработки нефтяных фракций с высоким содержанием нормальных парафинов в среде водорода для получения продуктов с высоким содержанием изо-парафинов.
Продукты гидропереработки с высоким содержанием изо-парафинов могут использоваться в качестве дизельного и моторного топлива, а также для получения высококачественных моторных масел.
Известны способы гидропереработки различных нефтяных (Tкип=200-250oC) фракций и углеводородного сырья, содержащего парафины нормального строения C10-C40 (Патент США N 5543035, 1996, м.кл. C 10 G 47/20 [1]; Патент США N 5358628, м.кл.: C 10 G 69/02 [2]; Патент США N 5643440, 1997, м.кл.: C 10 G 69/62 [3]; Патент США N 5413695, 1995, м.кл.: 0 G 73/02, C 10 G 73/38, C 07 C 5/22 [4]; Патент США N 5135638, 1992, м.кл. C 10 G 47/16, C 10 G 47/18 [5] ; Патент США N 5146022, 1992, м.кл.: C 10 L 1/16, C 10 L 5/00, [6]; Патент США N 3972983, 1976, м.кл.: C 01 B 033/28 [7]; Патент США N 4983274, 1991, м.кл. C 10 G 11/00 [8]; Патент США N 5536895, 1996, м.кл. C 07 C 5/22 [9]).
Общей чертой всех вышеуказанных способов является наличие в процессе гидропереработки сырья стадии гидроизомеризации нормальных парафинов. Стадию гидроизомеризации различных типов углеводородного сырья проводят в интервале температур 250 - 350oC, массовых скоростей подачи сырья 1,5 - 10 ч-1 при молярном соотношении H2/углеводороды 1-20, давлении водорода 10-80 атм, на бифункциональных цеолитсодержащих катализаторах. Для приготовления катализаторов используются цеолиты и элементоалюмосиликаты следующих структурных типов: ZSM-5, ZSM-11, ZSM-12, ZSM-20, ZSM-23, ZSM-38, Mordenite, L, SAPO-5, SAPO-11, Omega, Y, MCM-41, MCM-48, ВЕТА; модифицированные металлами VI, VII, VIII групп Периодической системы, а также подвергнутые химической обработке с целью изменения кислотных характеристик.
Основными недостатками вышеуказанных способов являются: многостадийность, необходимость предварительного удаления из сырья ароматических углеводородов, достаточно узкий ассортимент сырья, используемого для переработки, необходимость использования процедуры деалюминирования кислотного компонента катализаторов для модифицирования его кислотных свойств.
Наиболее близким к предлагаемому способу является способ гидроизомеризации (Патент США N 4855530, 1989; м.кл. C 10 G 47/16, C 10 G 47/18 [10]). Согласно выбранному прототипу, процесс проводят в среде водорода при молярном соотношении H2/углеводороды 2-25, температурах в диапазоне 250-500oC, давлении водорода 20 -70 атм, массовой скорости подачи сырья 1-10 ч-1. Катализаторы содержат 100% массовых цеолитов структурных типов: Y (SiO2/Al2O3 > 10), ZSM-20 (SiO2/Al2O3 > 50), ZSM-50 (SiO2/Al2O3 > 50), ZSM-12 (SiO2/Al2O3 > 100), модифицированных Pd и Pt (содержанием металла 0,1-2 мас.%). Вышеуказанные катализаторы были приготовлены с применением процедуры деалюминирования. Деалюминирование производилось в соответствии с методиками, изложенными в литературе (Патент США N 3972983, 1976, м.кл.: C 01 B 033/28 [7]; Journal of Catalysis, vol. 54, p. 295 (1978) [11]).
Основными недостатками данного способа являются:
1. В данной работе в качестве модельного сырья используются чистые нормальные парафины, а в качестве используемого сырья заявлены парафины C10-C40, но такое сырье в чистом виде можно получить только из тяжелых и средних нефтяных фракций (Tкип = 200-450oC), которые содержат до 30-35% ароматических углеводородов. Поэтому для применения этого процесса к реальному сырью требуется введение стадии гидрирования ароматических углеводородов или стадии удаления их селективными растворителями, что существенно сужает ассортимент возможного сырья, либо увеличивает количество стадий при переработке нефтяных фракций (Oil & Gas Journal, 1986, vol. 8, N 20, May 19, pp. 47-51 [12] ; Wise, J.J., "Catalytic dewaxing in Petroleum processing", presented in April 1986, ACS meeting. [13]).
2. Кислотный компонент бифункционального катализатора подвергается деалюминированию, что является дополнительной стадией при производстве катализатора и увеличивает его стоимость.
Задачей настоящего изобретения является расширение ассортимента сырья для стадии гидроизомеризации и упрощение процесса гидропереработки различных нефтяных фракций путем проведения стадии гидроизомеризации парафинов нормального строения одновременно со стадией гидрирования ароматических углеводородов при сохранении высокого содержания изо-парафинов в продуктах реакции.
Поставленная задача решается тем, что в предлагаемом способе гидропереработки нефтяных фракций проводится контактирование углеводородного сырья, прошедшего стадию гидроочистки, с катализатором при повышенных температурах и избыточном давлении водорода, при этом в качестве катализатора используется цеолит или элементоалюмосиликат из следующего ряда структурных типов: ZSM-12, ВЕТА, L, SAPO-11, модифицированный металлами II, VI и VIII групп Периодической системы.
Задача решается также тем, что в предлагаемом способе гидропереработки контактирование проводят при температуре 250-400oC, давлении водорода 20 - 70 атм, объемной скорости подачи водорода 1000 - 5000 ч-1, массовой скорости подачи сырья 0,5 - 10 ч-1 и молярном соотношении H2/углеводороды 1-20.
Задача решается также тем, что в предлагаемом способе гидропереработки, в качестве катализатора используется цеолит или элементоалюмосиликат, модифицированный металлами VIII групп в количестве 0,1 - 2 мас.% и металлами II и VI групп Периодической системы в количестве 0,1 - 3 мас.%.
Задача решается также тем, что в предлагаемом способе гидропереработки для приготовления катализаторов используют цеолиты, имеющие апротонные кислотные центры с частотой поглощения адсорбированной окиси углерода (1) 2210 - 2230 см-1 и концентрацией апротонных кислотных центров 50-90 мкмоль/г; и протонные кислотные центры с частотой поглощения адсорбированной окиси углерода (1) 1160-1180 см-1 и концентрацией канальных протонных кислотных центров 20-40 мкмоль/г.
Задача решается также тем, что в предлагаемом способе гидрооблагораживания используют элементоалюмосиликаты, имеющие апротонные кислотные центры с частотой поглощения адсорбированной окиси углерода (1) 2210-2230 см-1 и концентрацией апротонных кислотных центров 50-100 мкмоль/г; и протонные кислотные центры с частотой поглощения адсорбированной окиси углерода (1) 1200-1220 см-1 и концентрацией канальных протонных кислотных центров 30-50 мкмоль/г.
Отличительными признаками данного изобретения являются:
А) в способе используется бифункциональный катализатор, который представляет собой цеолит или элементоалюмосиликат из следующего ряда структурных типов: ZSM-12, BETA, L, SAPO-11, модифицированный металлами VIII группы, и одновременно металлами II и VI групп Периодической системы.
Б) контактирование сырья с катализатором проводят при температуре 200-400oC, давлении водорода 20 - 70 атм, объемной скорости подачи водорода 1000 - 5000 ч-1, массовой скорости подачи сырья 0,5 - 10 ч-1 и молярном соотношении H2/углеводороды 1-20.
В) модификация кислотного компонента бифункционального катализатора производится нанесением металлов VII группы в количестве 0,1-2 мас.% и нанесением металлов II и VI групп Периодической системы в количестве 0,1 - 3%.
Г) в предлагаемом способе для приготовления катализаторов используют цеолиты, имеющие определенный набор протонных и апротонных кислотных центров, а именно апротонные центры с частотой поглощения адсорбированной окиси углерода (1) 2210-2230 см-1 и концентрацией 50-90 мкмоль/г; и протонные центры с частотой поглощения адсорбированной окиси углерода (1) 1160-1180 см-1 и концентрацией канальных протонных центров 20-40 мкмоль/г.
Д) в предлагаемом способе используют элементоалюмосиликаты, имеющие определенный набор протонных и апротонных кислотных центров, а именно, апротонные центры с частотой поглощение адсорбированной окиси углерода (1) 2210-2230 см-1 и концентрацией 50-100 мкмоль/г, и протонные центры с частотой поглощения адсорбированной окиси углерода (1) 1200-1220 см-1 и концентрацией канальных протонных центров 30-50 мкмоль/г.
Расширение технологических возможностей, а именно расширение ассортимента сырья для стадии изомеризации и упрощение процесса за счет совмещения стадий гидрирования ароматических соединений и изомеризации нормальных парафинов достигается использованием бифункциональных катализаторов, которые сочетают в себе кислотную и гидрирующую активности.
Использование бифункционального катализатора позволяет также проводить процесс изомеризации парафинов нормального строения с высоким выходом изо-парафинов. Это достигается благодаря механизму реакции изомеризации, который может быть реализован только на бифункциональных катализаторах (Weisz P.B., Advances in Catalysis, vol. 13, p. 137-190, 1962 [14]). При этом на металлическом компоненте катализатора протекают реакции гидрирования и дегидрирования нормальных парафинов, а на кислотной реакции изомеризации углеродного скелета. Для реализации вышеуказанного механизма необходимо определенное оптимальное сочетание кислотной и гидрирующей активностей бифункционального катализатора.
Заявляемые интервалы по концентрациям и типам кислотных центров в цеолитах и элементоалюмосиликатах подобраны экспериментально, на основании проведенных каталитических экспериментов и физико-химических исследований, исходя из оптимального соотношения кислотной и гидрирующей активностей катализатора для одновременного протекания реакций изомеризации нормальных парафинов и гидрирования ароматических соединений.
Использование заявляемого полиметаллического гидродегидрирующего компонента позволяет также достигнуть оптимального соотношения вышеуказанных активностей катализатора за счет увеличения дисперсности распределения в цеолите таких металлов как, например, Pt или Pd при дополнительном введении таких металлов как, например, Cr и Ca. Также использование полиметаллического компонента позволяет более эффективно по сравнению с монометаллическим гидродегидрирующим компонентом проводить гидрирование ароматических углеводородов одновременно с протеканием реакции изомеризации нормальных парафинов. Таким образом, в качестве сырья могут быть использованы различные нефтяные фракции, выкипающие в интервале температур 150-400oC и содержащие не более 25% массовых ароматических углеводородов, а также не более 0,1% массовых серы, или парафины нормального строения C10-C50.
Использование заявляемого полиметаллического компонента позволяет также повысить стабильность работы бифункционального катализатора за счет эффективного гидрирования ненасыщенных соединений - предшественников кокса.
Применяемые катализаторы в качестве кислотного компонента содержат 70 - 100% модифицированного элементами II, VI, VIII групп Периодической системы цеолита или кристаллического элементоалюмосиликата, и 0 - 3-% связующего. Использовались цеолиты и кристаллические элементоалюмосиликаты со структурами: ZSM-12, BETA, L, SAPO-11, общей формулы a M2O:b Al2O3:c SiO2:d ΣЭnOm, где M - это металл I группы Периодической системы, ΣЭnOm - один или несколько оксидов элементов I-VIII групп, а значения коэффициентов a, b, c, d зависят от способа приготовления и структурного типа. Синтез кислотного компонента производился по известным методикам.
Модифицирование кислотного компонента производилось также по известным методикам пропитки и ионного обмена из водных растворов солей соответствующих металлов.
Условия проведения процесса определялись экспериментально и обусловлены следующими факторами. Нижний предел температуры - 250oC является пределом минимальной каталитической активности используемых катализаторов в превращении сырья. Верхний предел температуры - 400oC обусловлен ухудшением селективности каталитического действия бифункциональных катализаторов в реакциях изомеризации нормальных парафинов и гидрирования ароматических углеводородов. Повышенное давление водорода необходимо для высокой селективности протекания реакций изомеризации и гидрирования. Заявляемый диапазон давлений был подобран экспериментально, исходя из максимальной селективности процесса по целевым реакциям. Аналогично были подобраны диапазоны массовой скорости подачи сырья, объемной скорости подачи водорода и соотношения водород/углеводороды.
При этом наиболее оптимальными условиями являются интервал температур 320-360oC, при давлении водорода 30 - 50 атм, скоростях подачи сырья 0,5 - 4 ч-1 и соотношении H2/углеводороды 8-10.
Таким образом, на основании всего вышеизложенного можно сказать, что заявляемые признаки позволяют использовать в качестве сырья различные нефтяные фракции, выкипающие в интервале температур 150-400oC, содержащие не более 25% массовых ароматических углеводородов и не более 0,1% массовых серы, или парафины нормального строения C10-C50; упростить процесс гидропереработки совмещением стадий гидроизомеризации и гидрирования ароматических соединений.
Применимость изобретения может быть проиллюстрирована следующими примерами 1-6,1-прототип, 2-6 предлагаемый способ.
Пример 1. Нормальный гексадекан подвергают контактированию с бифункциональным катализатором в среде водорода при молярном соотношении H2/углеводороды - 25, температурах в диапазоне 300oC, давлении водорода - 35,5 атм, массовой скорости подачи сырья - 2 ч-1. Катализатор содержит: 100% массовых цеолита структурного типа Y (SiO2/Al2O3=10), модифицированного Pd (содержание Pd = 2 мас. %). Вышеуказанный катализатор был приготовлен с применением деалюминированного цеолита Y. Деалюминирование производилось в соответствии с методиками, изложенными (Патент США N 3972983, August 3, 1976; м.кл. C 01 B 033/28 [7], Journal of Catalysis, vol 54, p. 295 (1978). [11]). Модифицирование Pd проводилось ионным обменом из раствора Pd(NH3)4Cl2. После ионного обмена производилась окислительная обработка при максимальной температуре реакции в токе кислородсодержащего газа.
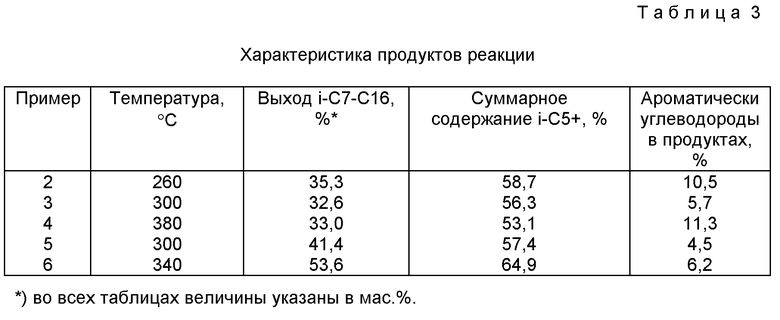
В результате максимальный выход изо-парафинов составил 46,8%, а максимальное содержание изо-C16 парафинов в продуктах составляет 55 мас.%.
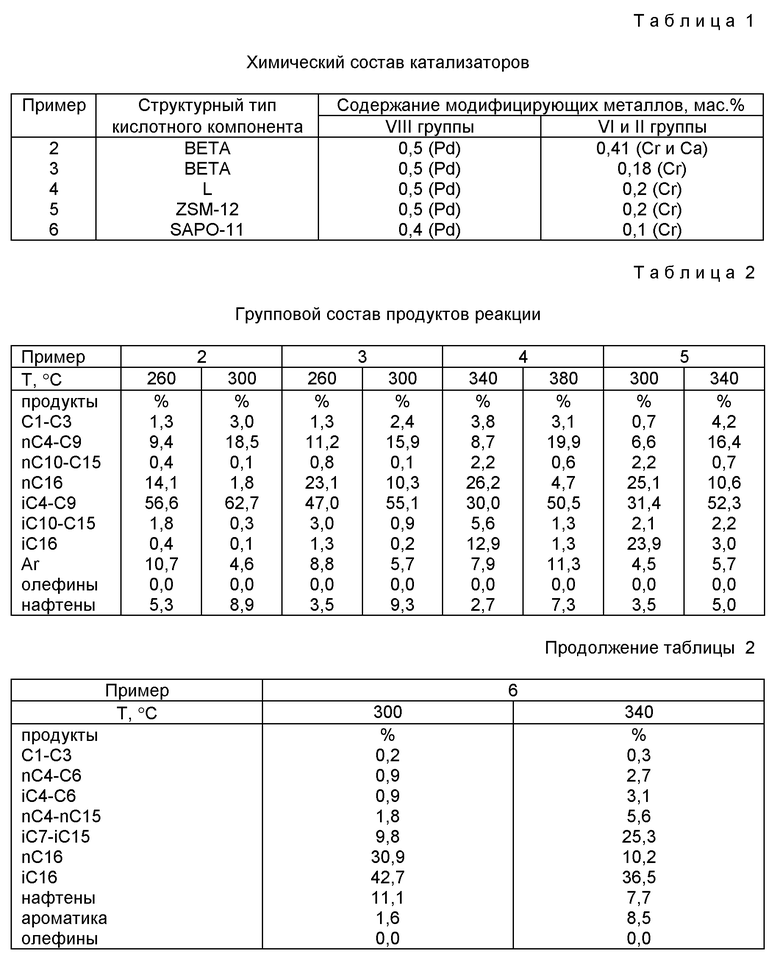
Пример 2. Модельную смесь (75% массовых гексадекана + 25% массовых ортоксилола) подвергают контактированию с катализатором в среде водорода при молярном соотношении H2/углеводороды - 5, температурах 260 и 300oC, давлении водорода - 30 атм, массовой скорости подачи сырья - 2 ч-1 и объемной скорости подачи водорода - 3000 ч-1. Катализатор содержит 100% массовых цеолита структурного типа ВЕТА, модифицированного Pd, Cr и Ca. Перед проведением процесса катализатор подвергался окислительной обработке в токе кислородсодержащего газа с последующей восстановительной обработкой в токе водорода. Состав всех катализаторов приведен в табл.1.
Цеолитный компонент синтезировался по следующей методике: реагенты: тетраэтоксисилина, тетраэтиламмония гидроокись, алюминат натрия, натрия гидроокись. Состава реакционной смеси: 0.28 TEAOH: 0,07 NaOH: x Al2O3 : 1 SiO2 : 18H2O, x = 0,0125. Температура и время кристаллизации: 170oC; 3 сут.
Групповой состав продуктов приводится в табл. 2, из приведенных данных видно, что одновременно достигается высокое содержание изо-парафинов в продуктах и существенная степень гидрирования ароматических соединений (остаточное содержание ароматических углеводородов в продуктах 4,6% при T = 300oC).
Пример 3. Аналогичен примеру N 2, только в качестве модифицирующего металлического компонента используются Pd и Cr. Реакция проводится при молярном соотношении H2/углеводороды - 7, давлении водорода - 50 атм, массовой скорости подачи сырья - 1,5 ч-1. Активация катализатора перед проведением реакции производилась аналогично примеру N 2. Состав катализатора приводится в таблице 1, а состав продуктов - в табл. 2.
Пример 4. Аналогичен примеру N 3, только в качестве кислотного компонента использовался цеолит структурного типа L, который был синтезирован по следующей методике: реагенты: силикагель КСК, калия гидроокись, алюминат натрия, калий бромистый. Состав реакционной смеси: 0,6 KOH : 0,083 Al2O3 : 1 SiO2 : 0,3 KBr : 12 H2O. Температура и время кристаллизации: 150oC; 3 сут. Реакция проводилась при молярном соотношении H2/углеводороды - 9, температурах 340 и 380oC, давлении водорода - 30 атм, массовой скорости подачи сырья - 2,5 ч-1. Активация катализатора перед проведением реакции проводилась аналогично примеру N 2. Состав катализатора приводится в табл.1, а состав продуктов - в табл. 2.
Пример 5. Аналогичен примеру N 3, только в качестве кислотного компонента использовался цеолит структурного типа ZSM-12, а в качестве модифицирующего металлического компонента используются Pd и Cr. Цеолит синтезирован по следующей методике: реагенты: силикагель KCK, натрия гидроокись, алюминий азотнокислый, тетраэтиламмоний бромистый. Состав реакционной смеси: 0,2 NaOH: 0,005 Al2O3 : 1 SiO2 : 0,23 TEABr : 12H2O. Температура и время кристаллизации: 157oC; 2 сут. Реакция проводилась при молярном соотношении H2/углеводороды - 9, температурах 300 и 340oC, давлении водорода - 30 атм, массовой скорости подачи сырья - 3 ч-1. Активация катализатора перед проведением реакции производилась аналогично примеру N 2. Состав катализатора приводится в табл. 1, а состав продуктов - в табл. 2.
Пример 6. Аналогичен примеру N 5, только в качестве кислотного компонента используется силикоалюмофосфат SAPO-11, который синтезировался по методике: состав реакционной смеси: 1 P2O : 0,9 Al2O3 : 0,2 SiO2 : 1,5 n-Pr2NH : 40H2O (n-Pr2NH - это R-ди-н-пропиламин). Температура и время кристаллизации: 175oC; 2 сут. Активация катализатора перед проведением реакции производилась аналогично примеру N 2. Состав катализатора приводится в табл. 1. Групповой состав продуктов приводится в табл. 2.
При этом считается, что модельная смесь указанного выше состава моделирует нефтяные фракции с высоким содержанием нормальных парафинов. Суммарное содержание изо-парафинов в продуктах реакции для всех образцов приводятся в табл. 3.
Использование: нефтехимия. Сущность: углеводородное сырье, прошедшее стадию гидроочистки, подвергают гидропереработке путем контактирования с бифункциональным катализатором - модифицированным цеолитом или элементоалюмосиликатом, выбранным из следующего ряда структурных типов: ZSM-12, BETA, L, SAPO-11. Модификация производится металлами II, VI и VIII групп Периодической системы. Для цеолитов необходимо наличие апротонных кислотных центров с частотой поглощения адсорбированной окиси углерода (1) 2210 - 2230 см-1 и концентрацией апротонных кислотных центров 50 - 90 мкмоль/г и протонных кислотных центров с частотой поглощения адсорбированной окиси углерода (1) 1160 - 1180 см-1 и концентрацией канальных протонных кислотных центров 20 - 40 мкмоль/г. Для элементоалюмосиликатов необходимо наличие апротонных кислотных центров с частотой поглощения адсорбированной окиси углерода (1) 2210 - 2230 см-1 и концентрацией апротонных кислотных центров 50 - 100 мкмоль/г и протонных кислотных центров с частотой поглощения адсорбированной окиси углерода (1) 1200 - 1220 см-1 и концентрацией канальных протонных кислотных центров 30 - 50 мкмоль/г. Технический результат - расширение ассортимента сырья, упрощение процесса гидропереработки. 4 з.п. ф-лы, 3 табл.
| US 4855530 A, 08.08.1989 | |||
| RU 95104891 A1, 27.12.1996 | |||
| US 5817907 A, 06.10.1998 | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| US 4962269 A, 09.10.1990 | |||
| US 5082988 A, 21.01.1992. | |||
