Изобретение относится к органической химии, а именно к нефтехимии и, в частности, к способу получения углеводородов из смеси СО, Н2 и СО2 (далее именуемой синтез-газом). В качестве катализатора используются композиции железосодержащих катализаторов синтеза Фишера-Тропша с кислотными компонентами - кристаллическими алюмосиликатами (цеолитами) или силикоалюмофосфатами различной структуры. Получаемые при этом углеводородные фракции могут быть применены в практических целях в качестве автобензина и дизельного топлива с низким содержанием бензола и ароматических углеводородов и, соответственно, повышенного содержания алифатических углеводородов изо-строения, а также как сырье для получения базовых компонентов моторных масел.
Известен способ получения C5+ углеводородов из газа, содержащего Н2 и СО, путем контактирования газа при температуре 180-250oС, давлении 15-50 атм и объемном отношении Н2/СО, равном 1,1-1,8, с катализатором, содержащим кобальт и цирконий на носителе, выбранном из алюмосиликата или оксидов кремния, алюминия, титана (патент 1833355 РФ, кл. С 07 С 1/04, 1993, [1]).
Известен также способ получения кобальт-циркониевого катализатора на Аl2Оз для синтеза С5+ углеводородов из газа, содержащего Н2 и СО, применяемого при температуре 150-350oС, давлении 10-70 атм и объемном отношении Н2/СО, равном 1,0-2,3 (патент 1836146 РФ, кл. В 01 J 37/04, 21/04, 23/74, 1993, [2]).
Согласно данным способам в результате превращения смеси Н2 и СО на кобальт-циркониевых катализаторах получаются С5+ углеводороды с высокой селективностью от 68-85 мас.% [1] до 87-91 мас.% [2] и производительностью 100-108 г/л кат/ч. Основными недостатками способов являются высокая стоимость катализатора и низкое содержание изо-парафинов в продуктах реакции.
Наиболее близким к изобретению по своей технической сущности является способ получения углеводородов из синтез-газа с мольным отношением Н2/СО= 1,6, разбавленного азотом до 50 об.%, при его контактировании при давлении 30 атм и температурах 230-320oС с бинарными каталитическими системами на основе катализаторов синтеза Фишера-Тропша (СФТ) и цеолита типа ZSM-5 (Вытнова Л.А., Клигер Г.А., Боголепова Е.И. и др., Нефтехимия, 2001, т. 41, 3, с.201-208, [3]).
Согласно прототипу жидкими продуктами превращения синтез-газа являются бензиновая фракция (С5-С10 углеводороды), дизельная фракция (С10-С20 углеводороды), твердые парафины С21+ и реакционная вода, содержащая кислородсодержащие соединения. В данной работе (прототипе) имеются ряд существенных недостатков:
1) высокое метанообразование от 17 до 40 мас.% от суммы углеводородов;
2) низкая селективность и производительность катализатора по жидким (С5+) углеводородам 37-50 мас.% и 34-98 г/л кат./ч соответственно;
3) низкий выход жидких углеводородов на поданный синтез-газ, не превышающий 70 г/нм3 СО+Н2;
4) малая степень полезного использования "углерода" исходного синтез-газа, т. е. количество перешедшего "углерода" СО в "углерод" жидких углеводородов, составляет не более 30 мас.% (остальные 70 мас.% "углерода" остаются в непревращенном СО, образующихся побочно в газообразных углеводородах и спиртах, а также переходят в СO2, являющимся вредным для атмосферы продуктом):
5) низкое содержание ароматических углеводородов в С5+ углеводородах, не превышающее 5 мас%;
6) высокое остаточное содержание кислородсодержащих соединений в реакционной воде до 7 мас.%.
Задачей настоящего изобретения является повышение селективности и производительности катализатора по жидким углеводородам.
Поставленная задача решается тем, что для каталитической конверсии синтез-газа в углеводородные продукты в качестве катализатора используют смесь железосодержащего катализатора синтеза Фишера-Тропша в окисленной или восстановленной форме, промотированного оксидами алюминия, кремния, щелочных или щелочноземельных металлов, и кислотного компонента - кристаллического алюмосиликата типа ZSM-5, β или силикоалюмофосфата типа SAPO-5, применяют циркуляцию газового потока после реактора с объемным отношением количества циркулирующего газа к исходному синтез-газу, равному 1-1000, а процесс проводят при давлении 10-100 атм, температуре 220-400oС, объемной скорости подачи исходного синтез-газа 100-5000 ч-1, мольном отношении Н2/СО в исходном синтез-газе, равном 1-3, и объемное содержание СО2 в газовом потоке на входе в реактор составляет 0,01-40%.
Отличительными признаками изобретения являются:
а) для каталитической конверсии синтез-газа в углеводородные продукты в качестве катализаторов используют смеси железосодержащих катализаторов синтеза Фишера-Тропша в окисленной или восстановленной форме, промотированные оксидами алюминия, кремния, щелочных или щелочноземельных металлов, с кислотными компонентами - кристаллическими алюмосиликатами типа ZSM-5, β или силикоалюмофосфатами типа SAPO-5 в массовом соотношении железосодержащий катализатор/кислотный компонент, равном 10-90/90-10;
б) в процессе применяют циркуляцию газового потока после реактора с объемным отношением количества циркулирующего газа к исходному синтез-газу, равному 1-1000;
в) процесс проводят при давлении 10-100 атм, температуре 220-400oС, объемной скорости подачи исходного синтез-газа 100-5000 ч-1, мольном отношении Н2/СО в исходном синтез-газе, равном 1-3, и объемное содержание СО2 в газовом потоке на входе в реактор составляет 0,01-40%;
г) восстановление катализатора синтеза Фишера-Тропша осуществляют в двух вариантах - или в составе каталитической композиции синтез-газом при температуре 220-400oС, давлении 10-100 атм и объемной скорости подачи синтез-газа 100-5000 ч-1, или до смешения с кислотным компонентом в отдельном реакторе при температуре 400-500oС, давлении 50-100 атм и объемной скорости циркуляционного водородсодержащего газа 2000-30000 ч-1.
Выбор катализатора для конверсии синтез-газа в углеводородные продукты основан на том, что из всех катализаторов синтеза Фишера-Тропша наиболее производительными в диапазоне температур 220-400oС являются плавленые железные катализаторы. Комбинирование плавленых железных катализаторов с кислотными компонентами приводит к интенсификации синтеза углеводородов из Н2, СО и СО2 за счет более быстрого протекания реакций конверсии промежуточных продуктов синтеза Фишера-Тропша (спиртов, олефинов) на кислотном компоненте в целевые углеводородные продукты. Плавленые железные катализаторы (обозн. как ПЖК-1, 2, 3) отличаются друг от друга методикой приготовления, количеством и составом модифицирующих добавок. Кислотные компоненты каталитической композиции отличаются друг от друга типом кристаллической структуры и кислотными характеристиками, зависимыми от мольного отношения SiO2/АlO3 в кислотном компоненте. Соотношение между ПЖК и кислотным компонентом влияет на селективность и производительность каталитической композиции по жидким углеводородам.
Выбор условий проведения процесса синтеза бензиновых и дизельных фракций из газа, содержащего Н2, СО и СO2, обусловлен следующими факторами. Повышенное давление необходимо для более глубокого превращения синтез-газа. Нижняя граница температурного интервала (220oС) определена по минимальной активности катализатора, превышение верхнего предела температуры (400oС) приводит к быстрому зауглероживанию поверхности катализатора. Объемная скорость подачи исходного синтез-газа определяется активностью используемого катализатора при фиксированном давлении и температуре. Заявляемое значение объемной скорости является наиболее оптимальным для получения бензиновой и дизельной фракций. Соотношение между Н2 и СО, а также между СО и СО2 определяется стехиометрией протекания химических реакций синтеза углеводородов. Например, для образования группы "СН2" парафиновых углеводородов на один атом углерода требуется два атома водорода, а количество связанного "О" в исходном сырье определяет потребление водорода при образовании молекул Н2О. Исходя из теоретических предпосылок, эксперименты проводились в условиях, достаточно близких к стехиометрическому соотношению между "С", "О" и "Н". Процесс восстановления железного компонента катализатора необходим для образования каталитических центров, активных в синтезе углеводородов из оксидов углерода и водорода. Условия восстановления определены экспериментально. Найденные условия восстановления позволяют добиться показателей процесса синтеза углеводородов, приведенных ниже.
Важная роль в достижении высокой селективности и производительности каталитической композиции по С5+ углеводородам принадлежит циркуляции газового потока после отделения жидких продуктов. Во-первых, постоянное удаление воды и жидких углеводородов из контактирующего газа предотвращает отравление поверхности железного катализатора парами воды, в значительной степени подавляет реакцию образования малоактивного в реакции Фишера-Тропша диоксида углерода и снижает скорость протекания реакций крекинга образовавшихся С5+ углеводородов на кислотном компоненте. Во-вторых, при рецикле легкие олефины и кислородсодержащие промежуточные продукты (например, диметиловый эфир) многократно контактируют с катализатором, превращаясь в целевые продукты. В-третьих, высокие линейные скорости циркулирующего газового потока в сочетании с постоянным уносом избыточного тепла из зоны катализа положительно влияют на распределение температуры в реакторе, улучшают протекание процессов теплопередачи и массообмена.
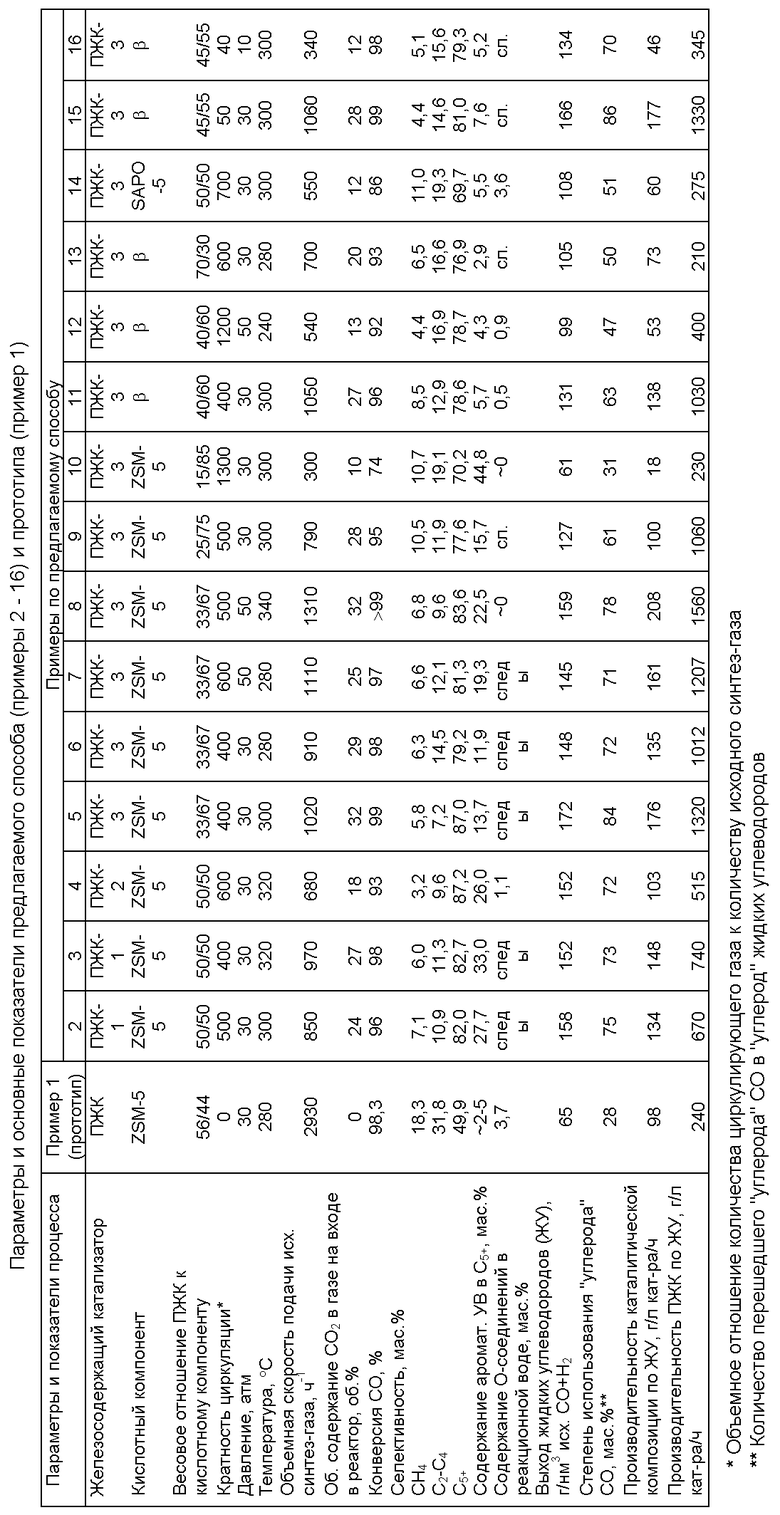
Пример 1 (по прототипу). Фракции плавленого железного катализатора, содержащего около 5% промоторов, предварительно восстановленного водородом и гранулированного синтетического цеолита типа ZSM-5, смешивают в массовом соотношении 56 к 44 и загружают в проточный реактор. Опыт проводят при давлении 30 атм, температуре 280oС и объемной скорости подачи синтез-газа 2930 ч-1. Состав исходного, отходящего газов и жидких продуктов синтеза определяли хроматографически. Условия проведения и основные показатели опыта показаны в таблице.
Промышленная применимость изобретения иллюстрируется примерами 2-16.
Пример 2. В реактор загружают 30 см3 фракции 0,25-0,5 мм плавленого железного катализатора ПЖК-1 и гранулированного (30 мас.% Al2О3) цеолита типа ZSM-5 в массовом соотношении 50/50. Исходный синтез-газ подают в реакторный блок на смешение с циркулирующим в блоке газом. Реакторный блок состоит из реактора с обогревом, холодильника-конденсатора, сепараторов высокого и низкого давления, промежуточного сборника жидких продуктов и электромагнитного насоса для циркуляции газа. Перед синтезом катализатор подвергают восстановлению синтез-газом в следующих условиях: давление 10 атм, температура 350oС, продолжительность 24 ч; затем подъем давления до 30 атм и продолжение востановления при температуре 350oС, продолжительность 8 ч. После восстановления идет разработка катализатора при температуре 300oС в течение 20 ч. Процесс синтеза углеводородов ведут под давлением 30 атм и при температуре в слое катализатора 300oС. Для предотвращения накопления в реакторном блоке неконденсируемых продуктов из блока после сепаратора высокого давления постоянно отводят часть циркуляционного газа. Жидкие продукты (сконденсировавшиеся углеводороды, водная фракция), выводимый из реакторного блока газ и выделяемые при дросселировании газообразные углеводороды анализируют раздельно методом газовой хроматографии. Условия проведения и основные показатели опыта показаны в таблице.
Пример 3. Аналогичен примеру 2. Условия проведения и основные показатели опыта показаны в таблице.
Пример 4. Аналогичен примеру 2. Отличается тем, что в качестве катализатора СФТ используют плавленый железный катализатор ПЖК-2 и восстановление проводят синтез-газом при давлении 30 атм, температуре 350oС в течение 16 ч. Условия проведения и основные показатели опыта показаны в таблице.
Пример 5 Аналогичен примеру 2. Отличается тем, что в качестве катализатора СФТ используют плавленый железный катализатор ПЖК-3 и восстановление проводят водородсодержащим газом в отдельном реакторе до смешения его с кислотным компонентом при давлении 100 атм, температуре 400-500oС и объемной скорости циркуляционного водородсодержащего газа 30000 ч-1. Отличается тем, что в каталитической композиции массовое отношение ПЖК-З/ZSМ-5 равно 33/67. Условия проведения и основные показатели опыта показаны в таблице.
Примеры 6-8. Аналогичны примеру 5. Условия проведения и основные показатели опытов показаны в таблице.
Пример 9. Аналогичен примеру 5. Отличается тем, что в каталитической композиции массовое отношение ПЖК-3/ZSM-5 равно 25/75. Условия проведения и основные показатели опыта показаны в таблице.
Пример 10. Аналогичен примеру 5. Отличается тем, что в каталитической композиции массовое отношение ПЖК-3/ZSМ-5 равно 15/85. Условия проведения и основные показатели опыта показаны в таблице.
Примеры 11-12. Аналогичны примеру 5. Отличаются тем, что в качестве кислотного компонента используют гранулированный (30 мас.% Аl2Oз) цеолит типа β (SiO2/Al2O3=75). а массовое отношение ПЖК-3/β равно 40/60. Условия проведения и основные показатели опытов показаны в таблице.
Пример 13. Аналогичен примерам 10-11. Отличается тем, что в каталитической композиции массовое отношение ПЖК-3/β равно 70/30. Условия проведения и основные показатели опыта показаны в таблице.
Пример 14. Аналогичен примеру 2. Отличается тем, что катализатор ПЖК-1 подвергают восстановлению синтез-газом в следующих условиях: давление 30 атм, температура 260oС, продолжительность 10 ч; затем подъем температуры до 280oС и продолжение востановления при данной температуре 4 ч. После восстановления идет разработка катализатора при температуре 300oС в течение 20 ч. Отличается также тем, что в качестве кислотного компонента используют гранулированный (30 мас.% Аl2Oз) силикоалюмофосфат типа SAPO-5, а массовое отношение ПЖК-3/SАРО-5 равно 30/70. Условия проведения и основные показатели опыта показаны в таблице.
Примеры 15-16. Аналогичны примеру 5. Отличаются тем, что в реактор загружают 20 см3 фракции 0,25-0,5 мм плавленого железного катализатора ПЖК-3 и 130 см3 гранулированного (30 мас.% Аl2Oз) цеолита типа β (SiO2/Al2O3=75) в виде гранул размером 3•4 мм. Отличаются также тем, что в каталитической композиции массовое отношение ПЖК-3/β равно 45/55. Условия проведения и основные показатели опытов показаны в таблице.
Как видно из представленных в таблице результатов, предлагаемый способ позволяет получить жидкие (C5+) углеводороды и имеет преимущества по сравнению с прототипом:
1) выход жидких углеводородов в расчете на исходный синтез-газ в 1,5-2,6 раз выше;
2) селективность образования С5+ углеводородов в 1,4-1,7 раз выше;
3) метанообразование снижено в 1,6-4,1 раз;
4) производительность каталитической композиции по жидким углеводородам в 1,1-2,0 раз выше;
5) производительность единицы объема железосодержащего катализатора (ПЖК) значительно превосходят аналогичные показатели, рассчитанные по экспериментальным данным прототипа;
6) во всех приведенных примерах предлагаемого способа степень полезного использования "углерода" синтез-газа более чем в 2 раза выше приведенного в прототипе:
7) содержание ароматических углеводородов в С5+ углеводородах по предлагаемому способу значительно выше, чем в прототипе, что положительно сказывается на октановых числах бензиновых фракций, выделенных из жидких углеводородов
Использование: нефтехимия. Сущность изобретения: проводят контактирование синтез-газа с каталитической композицией, состоящей из смеси железосодержащего катализатора синтеза Фишера-Тропша в окисленной или восстановленной форме, промотированного окислами алюминия, кремния, магния, калия и кальция, и кислотного компонента - кристаллического алюмосиликата или силикоалюмофосфата. Используют циркуляцию газового потока после реактора с объемным отношением количества циркулирующего газа к исходному синтез-газу, равному 1-1000, а процесс проводят при давлении 10-100 атм, температуре 220-400oС, объемной скорости подачи исходного синтез-газа 100-5000 ч-1, мольном отношении Н2/СО в исходном ситез-газе, равном 1-3, и объемное содержание СО2 в газовом потоке на входе в реактор составляет 0,01-40%. Технический результат: повышение селективности и производительности катализатора по жидким углеводородам. 6 з.п. ф-лы, 1 табл.
| ВЫТНОВА Л.А, КЛИГЕР Г.А., БОГОЛЕПОВА Е.И и др., Нефтехимия | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Т | |||
| Механический грохот | 1922 |
|
SU41A1 |
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ ИЗ УГЛЕРОДСОДЕРЖАЩЕГО СЫРЬЯ | 1998 |
|
RU2143417C1 |
| Способ получения бета-моногалогемзамещенных боразанов и боразенов | 1961 |
|
SU148048A1 |
| DE 3501570 A1, 08.08.1985 | |||
| Автоматический указатель отправления пассажирских поездов | 1928 |
|
SU12534A1 |

