Изобретение относится к способам получения неэтилированных высокооктановых бензиновых фракций с пониженным содержанием бензола и/или ароматических углеводородов С6-С10 из углеводородного сырья и/или кислородсодержащих органических соединений.
В настоящее время высокооктановые неэтилированные автобензины получают путем компаундирования прямогонных и вторичных бензинов с высокооктановыми компонентами (в т.ч. с ароматическими углеводородами), полученными разными процессами нефтепереработки [Гуреев А.А., Жоров Ю.М., Смидович Е.В. Производство высокооктановых бензинов. - М., Химия, 1981, - 224 с.], и в целом технология получения товарных неэтилированных высокооктановых бензинов довольно сложна. Современные стандарты ограничивают содержание ароматических углеводородов и/или бензола в автомобильных бензинах, так, например, Российский стандарт - ГОСТ Р 51105-97 ограничивает содержание бензола в автобензинах 5,0 об.%.
Одним из основных процессов производства неэтилированных высокооктановых бензинов и ароматических углеводородов является процесс каталитического риформинга, осуществляемый при помощи платиновых или полиметаллических катализаторов [Гуреев А.А., Жоров Ю.М., Смидович Е.В. Производство высокооктановых бензинов. - М.: Химия, 1981, - 224 с.]. В качестве сырья процесса используют предварительно гидроочищенные углеводородные фракции, выкипающие до 200oС. Основные недостатки риформинга:
- чувствительность катализаторов к природе сырья - предпочтительным сырьем риформинга являются углеводородные фракции 85-180oС нафтенового основания и при переработке сырья с высоким содержанием парафиновых углеводородов практически невозможно производить бензины с ОЧ >82 ММ;
- высокая чувствительность катализаторов к содержанию серы в сырье - требуется глубокая предварительная гидроочистка сырья;
- относительно высокие температуры реакции (480-550oС), что повышает энергозатраты на производство;
- высокое содержание бензола в производимых риформатах (7-15%), что ограничивает возможность их применения в качестве автобензинов по ГОСТ Р 51105-97 без дополнительного фракционирования или переработки;
- узкий ассортимент перерабатываемого сырья - переработка только парафино-нафтеновых фракций, выкипающих до 200oС.
Для уменьшения содержание бензола в риформатах применяют различные подходы:
- дополнительное фракционирование бензиновых фракций, поступающих на риформинг, для удаления предшественников бензола;
- фракционирование полученного риформата с целью выделения фракций, содержащих бензол, с последующим гидрированием бензола и изомеризацией образовавшихся соединений (например, процесс Реnех) либо с последующим алкилированием бензола путем контактирования с олефинсодержащими фракциями (например, процесс Alkymax).
Общим недостатком указанных подходов получения бензинов с низким содержанием бензола является их многостадийность, необходимость использования дополнительного фракционирования и комбинирования различных процессов, что ведет к удорожанию процесса в целом.
Благодаря созданию семейства цеолитов типа пентасил со структурой ZSM-5, ZSM-11, обладающих специфическими молекулярно-ситовыми и каталитическими свойствами, появилась возможность разрабатывать новые процессы и катализаторы, позволяющие перерабатывать углеводородное сырье широкого фракционного состава (от углеводородов С2 до С10 и выше) и кислородсодержащие органические соединения в высокооктановые бензины или в ароматические углеводороды в одну стадию. Для улучшения свойств цеолитных катализаторов применяют цеолиты с модифицированным кристаллическим каркасом, полученные во время синтеза цеолита путем полного или частичного изоморфного замещения атомов алюминия в алюмокремнекислородном цеолитном каркасе на атомы других элементов.
Известны способы переработки углеводородов С2-С10 в высокооктановые бензины и их компоненты (ароматические углеводороды) с применением катализаторов на основе цеолитов ZSM-5, ZSM-11 общей эмпирической формулы nNa2O•Al2O3•mSiO2 (где n<1 и m>24), в т.ч. модифицированных элементами II, III, IV, V и VIII групп (например, [Патенты США 3953366, В 01 J 29/06, 1976; 4590323, С 07 С 2/00, 1986; 4861933, С 07 С 2/52, 1989; Европейские патенты 0355213, В 01 J 29/00, С 07 С 15/00, 1990; 0964903, С 10 G 35/095, 1998]). В целом превращение сырья возможно осуществлять в интервале температуры реакции 200-815oС, давлений 0,1-7,0 МПа и весовой скорости подачи жидкого сырья 0,05-400 ч-1 как в среде водородсодержащего газа, так и в безводородной среде.
Известен также способ получения высокооктановых добавок к бензинам, в т. ч. ароматических углеводородов С6-С10 [Пат. США 4554396, С 07 С 2/02, 1985]. Согласно данному способу превращение углеводородного сырья проводят при давлении до 0,5 МПа, температуре 350-650oС и объемной скорости подачи газообразного сырья 100-10000 ч-1 на катализаторе, содержащем частично изоморфнозамещенный цеолит общей формулы аМ•bАl2О3•Gа2О3•cSiO2, где М - щелочной или щелочноземельный металл; а, b, с, - соответствующие коэффициенты. Возможно применение данного цеолита с обмененными или с нанесенными на него катионами различных металлов.
Основными общими недостатками описанных выше способов являются:
- переработка узкого ассортимента сырья (только углеводородов);
- применение высоких температур реакции;
- относительно высокие выходы газообразных продуктов;
- высокое содержание бензола в получаемых бензиновых фракциях.
Наиболее близким по своей технической сущности и достигаемому эффекту является способ получения бензиновых фракций из углеводородного сырья [Пат. РФ 1325892, С 10 G 11/05, В 01 J 29/30, опубл. 1993, Бюл. 41-42]. Согласно выбранному прототипу высокооктановые бензиновые фракции, в т.ч. ароматические углеводороды С6-С9 получают путем контактирования углеводородного сырья при повышенной температуре и давлении с алюмосиликатным катализатором состава (0,02-0,32)Na2O•Al2O3•(0,003-2,4)ΣЭnOm•(28-212)SiO2,
где ΣЭnОm - один или два оксида элементов II, III, V, VI, VIII групп Периодической системы, в т.ч. модифицированным 0,05-0,5 мас.% палладия.
Основными недостатками прототипа являются относительно высокое содержание бензола в получаемых бензиновых фракциях и переработка узкого ассортимента сырья - только углеводородов.
Задачей изобретения является создание способа получения высокооктановых бензиновых фракций с низким содержанием бензола и/или ароматических углеводородов С6-С10 и расширение ассортимента перерабатываемого сырья.
Поставленная задача решается двумя основными вариантами способа:
- высокооктановые бензиновые фракции и/или ароматические углеводороды С6-С10 получают из выкипающего до 250oС углеводородного сырья, содержащего арены и/или нафтены и/или олефины, и/или парафины, и/или из кислородсодержащих органических соединений путем контактирования потока сырья при повышенных температуре и давлении с катализатором, содержащим кристаллический силикат состава (0,02-0,32)Na2O•Al2O3•(0,003-2,4)ΣЭnOm•(28-212)SiO2,
где ΣЭnOm - один или два оксида элементов II, III, V, VI и VIII групп Периодической системы, или цеолит типа пентасил со структурой ZSM-5 или ZSM-11, имеющий состав, описываемый общей эмпирической формулой (0,02-0,32)Na2O•Эл2O3•(28-212)SiO2•kH2О, где Эл - по меньшей мере один элемент из ряда Al, Ga, В, Fe, a k - соответствующий коэффициент влагоемкости, при этом стадию контактирования сырья с катализатором осуществляют последовательно по меньшей мере в двух реакционных зонах одного реакторного устройства или по меньшей мере двух реакторов, с подводом или отводом тепла промежуточного реакционного потока между зонами, причем температура потока на входе в каждую последующую по ходу подачи сырья реакционную зону на 5-50oС ниже, чем температура потока на входе в каждую предыдущую зону реакции и/или температура реакции в каждой последующей по ходу подачи сырья реакционной зоне на 5-50oС ниже, чем температура реакции в каждой предыдущей зоне реакции, охлаждения, конденсации, сепарации и ректификации продуктов контактирования в соответствующих технологических аппаратах с выделением фракций углеводородных газов, фракции, выкипающей выше 185-215oС, бензиновой фракции и/или ароматических углеводородов, при этом стадию окислительной регенерации катализатора осуществляют при повышенной температуре первоначально регенерирующим газом с низким содержанием кислорода, а затем с большей концентрацией кислорода;
- высокооктановые бензиновые фракции и/или ароматические углеводороды С6-С10, получают из выкипающего до 250oС углеводородного сырья, содержащего арены и/или нафтены и/или олефины, и/или парафины, и/или из кислородсодержащих органических соединений путем контактирования потока сырья при повышенных температуре и давлении с катализатором, содержащим кристаллический силикат состава (0,02-0,32)Na2O•Al2O3•(0,003-2,4)ΣЭnOm•(28-212)SiO2,
где ΣЭnOm - один или два оксида элементов II, III, V, VI и VIII групп Периодической системы, или цеолит типа пентасил со структурой ZSM-5 или ZSM-11, имеющий состав, описываемый общей эмпирической формулой (0,02-0,32)Na2O•Эл2O3•(28-212)SiO2•kH2О, где Эл - по меньшей мере один элемент из ряда Al, Ga, В, Fe, a k - соответствующий коэффициент влагоемкости, при этом стадию контактирования сырья с катализатором осуществляют последовательно по меньшей мере в двух реакционных зонах одного реакторного устройства или по меньшей мере двух реакторов, с подводом или отводом тепла промежуточного реакционного потока между зонами, первоначально с катализатором, имеющим концентрацию протонных центров или ОН-групп не ниже 40-50 мкмоль/г с силой в шкале протонного сродства (РА) не более 1200 кДж/моль, а затем с катализатором, имеющим концентрацию протонных центров или ОН-групп не ниже 40-50 мкмоль/г с РА не менее 1200 кДж/моль, последующего охлаждения, конденсации, сепарации и ректификации продуктов контактирования в соответствующих технологических аппаратах с выделением фракций углеводородных газов, фракции, выкипающей выше 185-215oС, бензиновой фракции и/или ароматических углеводородов, при этом стадию окислительной регенерации катализатора осуществляют при повышенной температуре первоначально регенерирующим газом с низким содержанием кислорода, а затем с большей концентрацией кислорода.
По второму варианту способа возможно, чтобы температура потока на входе в каждую последующую по ходу подачи сырья реакционную зону была на 5-50oС ниже, чем температура потока на входе в каждую предыдущую зону реакции и/или температура реакции в каждой последующей по ходу подачи сырья реакционной зоне была на 5-50oС ниже, чем температура реакции в каждой предыдущей зоне реакции.
Для обоих вариантов возможно применение катализатора, где силикат или цеолит, и/или катализатор модифицирован или содержит по меньшей мере один элемент и/или соединение элемента 1-VIII групп в количестве 0,01-10,0 мас.%
Для обоих вариантов способа стадию контактирования сырья с катализатором осуществляют при температуре 300-480oС, давлении 0,1-6,0 МПа и массовой скорости подачи сырья 0,3-10,0 ч-1, а регенерацию катализатора осуществляют при температуре 350-550oС и давлении 0,1-6,0 МПа первоначально регенерирующим газом с содержанием кислорода 0,1-5,0 об.%, а затем с содержанием кислорода 10-21 об.%. При этом возможно в ходе переработки сырья повышать температуру реакции в каждой реакционной зоне со средней скоростью 0,1-3o/ч. Возможно осуществление стадии контактирования сырья с катализатором в присутствии водородсодержащего газа при отношении водород/углеводороды 0,1-10,0.
Катализаторы готовят известными методами, варьируя в определенном соотношении загрузочные компоненты. На стадии приготовления активных форм цеолитов применяют известные методы модифицирования (декатионирования, деалюминирования, ионного и катионного обмена, пропитки, термообработки и т.д.) в различных сочетаниях.
Основными отличительными признаками предлагаемого способа являются:
- переработка сырья на стадии его контактирования с катализатором по меньшей мере в двух реакционных зонах одного реакторного устройства или по меньшей мере двух реакторов, с подводом или отводом тепла промежуточного реакционного потока между зонами, когда температура потока на входе в каждую последующую по ходу подачи сырья реакционную зону на 5-50oС ниже, чем температура потока на входе в каждую предыдущую зону реакции, и/или температура реакции в каждой последующей по ходу подачи сырья реакционной зоне на 5-50oС ниже, чем температура реакции в каждой предыдущей зоне реакции;
- переработка сырья на стадии контактирования первоначально с катализатором, имеющим концентрацию протонных центров или ОН-групп не ниже 40-50 мкмоль/г с силой в шкале протонного сродства (РА) не более 1200 кДж/моль, а затем с катализатором, имеющим концентрацию протонных центров или ОН-групп не ниже 40-50 мкмоль/г с РА не менее 1200 кДж/моль;
- возможность переработки сырья на стадии контактирования первоначально с катализатором, имеющим концентрацию протонных центров или ОН-групп не ниже 40-50 мкмоль/г с силой в шкале протонного сродства (РА) не более 1200 кДж/моль, а затем с катализатором, имеющим концентрацию протонных центров или ОН-групп не ниже 40-50 мкмоль/г с РА не менее 1200 кДж/моль, когда температура потока на входе в каждую последующую по ходу подачи сырья реакционную зону на 5-50oС ниже, чем температура потока на входе в каждую предыдущую зону реакции и/или температура реакции в каждой последующей по ходу подачи сырья реакционной зоне на 5-50oС ниже, чем температура реакции в каждой предыдущей зоне реакции;
- возможность использования в составе катализатора цеолита типа пентасил со структурой ZSM-5 или ZSM-11, имеющего состав, описываемый общей эмпирической формулой (0,02-0,32)Na2O•Эл2O3•(28-212)SiO2•kH2О, где Эл - по меньшей мере один элемент из ряда Al, Ga, В, Fe, a k - соответствующий коэффициент влагоемкости;
- возможность применения катализатора отличающегося состава, где силикат или цеолит, и/или катализатор модифицирован или содержит по меньшей мере один элемент и/или соединение элемента I-VIII групп в количестве 0,01-10,0 мас.%;
- охлаждение, конденсация, сепарация и ректификация продуктов контактирования в соответствующих технологических аппаратах с выделением фракций углеводородных газов, фракции, выкипающей выше 185-215oС, бензиновой фракции и/или ароматических углеводородов;
- осуществление стадии контактирования сырья при заданных условиях и стадии окислительной регенерации катализатора при повышенной температуре первоначально регенерирующим газом с низким содержанием кислорода, а затем с большей концентрацией кислорода при указанных параметрах;
- возможность переработки сырья на стадии его контактирования с катализатором при повышении температуры реакции в каждой реакционной зоне со средней скоростью 0,1-3o/ч;
- возможность переработки сырья на стадии его контактирования с катализатором в присутствии водородсодержащего газа при отношении водород/углеводороды 0,1-10,0.
Сырьем процесса могут быть углеводороды C2-C12 и их фракции, выкипающие до 250oС, и/или кислородсодержащие органические соединения (спирты, эфиры и т.д.), и/или их смеси.
Достигаемый результат связан с последовательной переработкой сырья в разных реакционных зонах, различающихся набором преимущественно протекающих химических реакций как исходных компонентов сырья, так и промежуточных продуктов его превращения, в частности на первой стадии - реакций крекинга и ароматизации, ведущих к образованию более коротких парафинов и ароматических углеводородов (в т.ч. бензола), и на второй стадии - реакций алкилирования промежуточными олефинами ароматических углеводородов (в т.ч. бензола) с образованием алкилароматических соединений и реакций переалкилирования ароматических углеводородов. При этом концентрация бензола в продуктах реакции резко понижается.
Известно, что на катализаторах кислотно-основного типа, в том числе цеолитах типа пентасил, при превращении углеводородов происходят:
а) первичные реакции разрыва С-С связей с образованием олефиновых и парафиновых фрагментов:
R1-CH2-CH2-CH2-R2__→R1-CH=CH2+H3C-R2
б) последующие реакции превращения олефинов с образованием ароматических соединений, в том числе бензола:
в) реакции алкилирования бензола олефинами с образованием алкилароматических углеводородов:
г) реакции изомеризации, диспропорционирования, деалкилирования образовавшихся ароматических углеводородов, в т.ч. реакции трансалкилирования (переалкилирования):
Через стадию образования олефиновых фрагментов протекает также превращение кислородсодержащих органических соединений (спиртов, эфиров) в парафиновые и ароматические углеводороды.
Изменением условий протекания химических реакций возможно влиять на селективность образования тех или иных углеводородов. Так, увеличение температуры процесса ведет к росту скоростей реакций крекинга и ароматизации, приводящих к увеличению содержания газообразных продуктов и ароматических углеводородов, а также смещает термодинамическое равновесие в сторону реакций деалкилирования и диспропорционирования, приводящих к возрастанию содержания бензола в ароматической составляющей продуктов реакции и соответственно в бензиновой фракции. Изменение силы и концентрации протонных центров (ОН-групп) цеолитного катализатора также влияет на распределение продуктов реакции. Сильные протонные центры способствуют преимущественному протеканию реакций крекинга С-С связей и ароматизации, более слабые протонные центры являются недостаточно активными в реакциях разрыва С-С связей, но участвуют в реакциях алкилирования и трансалкилирования ароматических соединений, что приводит к снижению содержания бензола в продуктах реакции.
Создание теплового режима работы катализатора, при котором температура потока на входе в каждую последующую по ходу подачи сырья реакционную зону на 5-50oС ниже, чем температура потока на входе в каждую предыдущую зону реакции, и/или температура реакции в каждой последующей по ходу подачи сырья реакционной зоне на 5-50oС ниже, чем температура реакции в каждой предыдущей зоне реакции, способствует протеканию в первой зоне реакций крекинга и ароматизации, а во второй зоне - реакций алкилирования и трансалкилирования, что ведет к снижению содержания бензола за счет превращения последнего в алкилароматические углеводороды.
Оптимизация состава кристаллической решетки цеолитов и осуществление равномерного распределения в ней изоморфно-замещающих элементов приводит к образованию кислотных центров с силой и концентрацией, необходимыми для протекания определенных целевых реакций. Модифицирование силиката или цеолита, и/или катализатора некоторыми элементами I-VIII групп и/или их соединениями приводит к дополнительному образованию активных центров кислотно-основного действия разной силы, в результате чего происходит повышение активности и селективности катализатора в отношении определенных реакций. Так, загружаемый в первую каталитическую зону катализатор с силой кислотных центров по шкале РА (сродство к протону) не выше 1200 кДж/моль и концентрацией протонных центров или ОН-групп не ниже 40-50 мкмоль/г является высокоактивным в реакции расщепления С-С связей в парафиновых и нафтеновых составляющих сырья с образованием олефинов, парафинов и ароматических углеводородов, а загружаемый во вторую зону катализатор с РА не ниже 1200 кДж/моль менее активен в реакциях ароматизации, но катализирует реакции алкилирования и трансалкилирования, что приводит к снижению содержания бензола за счет его превращения в алкилароматические углеводороды.
Кроме того, модифицирование силиката или цеолита, и/или катализатора некоторыми элементами I-VIII групп и/или их соединениями позволяет увеличить длительность межрегенерационного пробега катализатора и срока его службы. Модифицирование силиката или цеолита, и/или катализатора некоторыми металлами I-VIII групп и/или их соединениями позволяет расширить ассортимент перерабатываемого сырья, а также позволяет перерабатывать сырье в присутствии водородсодержащего газа, в результате чего возможно повышение выхода целевого продукта и/или увеличение длительности межрегенерационного периода работы катализатора.
В ходе переработки сырья на катализаторе протекают процессы коксообразования, приводящие со временем к обратимой дезактивации катализатора, в результате чего происходит снижение его уровня активности. Для поддержания уровня активности и увеличения длительности межрегенерационного пробега катализатора при переработке сырья температуру реакции в каждой реакционной зоне повышают с определенной скоростью. Для восстановления уровня активности катализатора периодически осуществляют его окислительную регенерацию, заключающуюся в выжигании образовавшегося на катализаторе кокса кислородсодержащим газом первоначально с малым, а затем с большим содержанием кислорода.
Модифицирование силиката или цеолита, и/или катализатора некоторыми металлами I-VIII групп позволяет понизить температуру стадии регенерации, что приводит к увеличению срока службы катализатора.
Способ осуществляют следующим образом. Сырье, возможно, в смеси с водородсодержащим газом, предварительно нагревают до температуры реакции в соответствующих технологических аппаратах (теплообменники, печи и т.п.) и подвергают последовательному контактированию по меньшей мере в двух или более реакционных зонах со стационарным слоем цеолитсодержащего катализатора. Реакционные зоны (зоны контактирования сырья или промежуточной реакционной смеси с катализатором) могут находиться или в разных реакторах изотермического или адиабатического типа или в одном реакторном многосекционном устройстве (например, в реакторе полочного типа). В результате протекания на катализаторе химических реакций, имеющих в зависимости от состава сырья экзотермический или эндотермический тепловой эффект, температура реакции по слою катализатора в каждой реакционной зоне изменяется, вследствие чего поток реакционной смеси после каждой реакционной зоны выходит с температурой, отличающейся от температуры потока на входе в эту зону. Для осуществления оптимальных условий работы катализатора промежуточный реакционный поток между реакционными зонами в зависимости от теплового эффекта реакции охлаждают (в случае экзотермического процесса) или нагревают (в случае эндотермического процесса) в соответствующих технологических аппаратах (теплообменники, печи и т.п.) до температуры реакции последующей по ходу подачи сырья реакционной зоны.
После последней по ходу подачи сырья реакционной зоны продукты реакции охлаждают в соответствующих технологических аппаратах (теплообменники, холодильники и т.п.) и разделяют на ряд газообразных и жидких фракций путем сепарации и ректификации в соответствующих технологических аппаратах с выделением фракций углеводородных газов, высокооктановой бензиновой или ароматической фракций и фракции, выкипающей выше 185-215oС. Бензиновая фракция является целевым продуктом. Ароматическая фракция может быть использована в качестве высокооктанового компонента бензина, сырья для процессов нефтехимического синтеза, растворителя на основе ароматических углеводородов или может быть подвергнута фракционированию для выделения индивидуальных ароматических углеводородов.
Температура реакции определяется в зависимости от состава сырья и типа производимой целевой продукции (например, производство бензинов типа АИ-80 или АИ-95 или производство ароматической фракции). Для увеличения длительности межрегенерационного пробега катализатора, которая зависит от типа сырья и условий реакции, возможно повышение температуры реакции со средней скоростью 0,1-3o/ч пропорционально степени дезактивации катализатора таким образом, чтобы поддерживать качество и групповой состав продуктов на одном уровне.
Процессы коксообразования, протекающие на цеолитсодержащем катализаторе в ходе переработки углеводородного сырья, приводят со временем к обратимой дезактивации катализатора, в результате чего происходит снижение его уровня активности и вследствие этого ухудшение качества бензина (снижение октанового числа) и снижение выхода ароматических углеводородов. Для восстановления уровня активности катализатора периодически осуществляют его окислительную регенерацию. Регенерацию катализатора возможно осуществлять как в нескольких реакционных зонах одновременно, так и раздельно.
Стадию регенерации катализатора осуществляют при температуре 350-550oС и давлении 0,1-6,0 МПа первоначально регенерирующим газом с содержанием кислорода 0,1-5,0 об.% для изотермических реакторов (трубчатого или кожухотрубчатого типа) или 0,1-2,0 об.% для адиабатических и/или полочных реакторов, а затем 10-21 об.%. Регенерирующий газ получают путем смешения воздуха с азотом. Возможно получение регенерирующего газа путем смешения части отработанных газов регенерации, подаваемых на рециркуляцию, с воздухом или с воздухом и азотом.
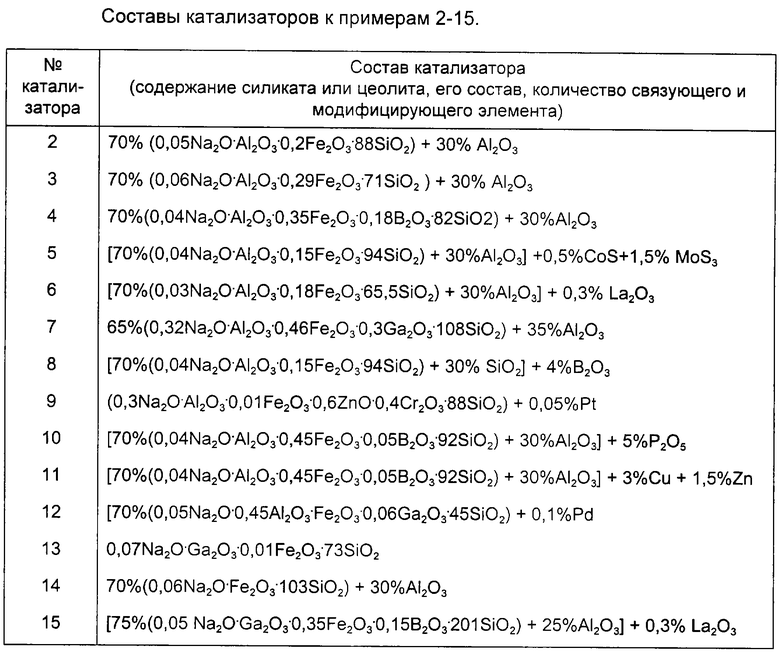
Сущность предлагаемого способа и его практическая применимость иллюстрируется нижеприведенными примерами. Пример 1 - прототип, примеры 2-15 - предлагаемый способ.
Пример 1 - прототип. Фракцию газового конденсата НК-140oС с октановым числом (ОЧ) 68 MM (моторный метод), содержащую 1,2 мас.% ароматических углеводородов, в том числе 0,1% бензола, подвергают контактированию при температуре реакции Тр= 420oС, давлении Р=1,0 МПа и объемной скорости подачи жидкого сырья ω= 2,0 ч-1 с катализатором, состоящим из 70 мас.% кристаллического алюмосиликата железа состава 0,04Na2О•Аl2О3•Fе2O3•52SiO2 и 30% Аl2О3. При этом образуется 32,9 мас.% углеводородных газов и 67,1% бензиновой фракции, содержащей 65,2% ароматических углеводородов, в том числе 4,1% бензола.
Пример 2. Прямогонную бензиновую фракцию (32-144oС) нефти, содержащую 4,5 мас. % ароматических углеводородов, в т.ч. 0,2% бензола, подогревают и при давлении 1,0 МПа, объемной скорости подачи жидкого сырья 2,0 ч-1 подвергают последовательному контактированию в двух реакционных зонах с цеолитсодержащим катализатором 2 (состав катализатора представлен в таблице) в двух последовательно работающих трубчатых изотермических реакторах, по межтрубному пространству которых подают газообразный теплоноситель. Температура реакции в первом реакторе составляет 340oС, а во втором - 320oС. Продукты контактирования охлаждают и разделяют путем сепарации и ректификации в соответствующих технологических аппаратах с выделением углеводородных газов, бензиновой фракции НК-205oС и фракции >205oС. Выход бензиновой фракции составляет 76,6 мас. % на пропущенное сырье; в ее состав входит 25% ароматических углеводородов, в т.ч. - 0,34% бензола.
Вследствие протекания процессов коксообразования происходит обратимая дезактивация катализатора, приводящая к снижению уровня активности катализатора, в результате чего происходит снижение выхода ароматических углеводородов и падение октанового числа получаемой бензиновой фракции. Периодически для восстановления начального уровня активности катализатора проводят его окислительную регенерацию, заключающуюся в выжигании образовавшегося на катализаторе кокса кислородсодержащим газом. Регенерирующий газ с содержанием кислорода 5% об. при давлении 0,15 МПа нагревают до температуры 370oС и подают последовательно через оба реактора или параллельно в оба реактора с закоксованным катализатором. В результате протекания экзотермической реакции горения катализаторного кокса температура в зоне горения кокса составляет 500oС. После выгорания основной части катализаторного кокса содержание кислорода в газе повышают до 21% об. и осуществляют регенерацию катализатора при 520oС.
Пример 3. Фракцию углеводородов C6-C8, выкипающую в интервале температур 68-111oС, содержащую 30 мас.% н-парафинов, 30% изопарафинов, 30% нафтенов и 10% ароматических углеводородов и имеющую расчетное октановое число (ОЧр) - 71 MM, подвергают контактированию при температуре реакции 340oС, давлении 1,0 МПа и объемной скорости подачи жидкого сырья 2,0 ч-1 с катализаторами 3 и 4, расположенными соответственно в реакционных зонах 1 и 2 двух изотермических реакторов. При этом катализатор 3 имеет концентрацию протонных центров 130 мкмоль/г, характеризующихся силой по шкале протонного сродства РА= 1180 кДж/моль, а катализатор 4 имеет протонные центры с РА=1210-1250 кДж/моль и суммарной концентрацией 92 мкмоль/г. Составы катализаторов приведены в таблице. Продукты контактирования разделяют с выделением 29,1 мас.% газообразных продуктов, 1,9% фракции, выкипающей выше 205oС, и 69,0% бензиновой фракции 35-205oС, имеющей расчетное октановое число 95 MM. Содержание ароматических углеводородов С6-С10 в бензиновой фракции составляет 39,2%, в т.ч. 0,71% бензола.
Регенерацию катализатора осуществляют аналогично примеру 2.
Пример 4. Аналогичен примеру 3. В качестве сырья используют прямогонную бензиновую фракцию, выкипающую в интервале 24-144oС и содержащую 40,8 мас.% нормальных, 52,9% изомеризованных и циклических парафинов и 6,3% ароматических углеводородов, в т.ч. 0,55% бензола. Процесс осуществляют при температуре реакции 360oС, давлении 1,5 МПа и объемной скорости подачи жидкого сырья 4,0 ч-1. Продукты контактирования разделяют с выделением 82,6% бензиновой фракции 35-205oС, содержащей 28,9% ароматических углеводородов С6-С10, в том числе 0,63% бензола. Регенерацию катализатора осуществляют аналогично примеру 2.
Пример 5. Сырье примера 4 при давлении 1,5 МПа предварительно нагревают, испаряют и подвергают последовательному контактированию с катализатором 5 в реакционных зонах двух адиабатических реакторов. Температура сырьевого потока на входе в первый реактор составляет 370oС, температура реакционного потока на входе во второй реактор составляет 345oС, массовая скорость подачи жидкого сырья на суммарную загрузку катализатора в первом - втором реакторах - 2,1 ч-1. После 2-го реактора продукты реакции охлаждают, конденсируют и разделяют в соответствующих технологических аппаратах путем сепарации с выделением углеводородных газов С1-С4 и ректификации с выделением углеводородных (в т. ч. сжиженных) газов С3-С4 и бензиновой фракции С5+. Суммарный выход углеводородных газов С1-С4 - 37,2 мас.%, бензиновой фракции - 62,8%; выход ароматических углеводородов составляет 30,7%. Бензиновая фракция содержит 42,5% изопарафинов и нафтенов, 8,6% н-парафинов и 48,9% ароматических углеводородов С6-С10, в т.ч. бензола - 0,96%, и по всем показателям соответствует автобензину марки АИ-92.
После снижения уровня активности катализатора, вызванного процессами коксообразования, что ведет к уменьшению выхода ароматических углеводородов и падению октанового числа получаемой бензиновой фракции, проводят окислительную регенерацию катализатора, заключающуюся в выжигании образовавшегося на катализаторе кокса кислородсодержащим газом.
Регенерирующий газ с содержанием кислорода 1,5 об.% при давлении 1,0 МПа нагревают до температуры 360oС и подают последовательно в оба реактора с закоксованным катализатором. В результате протекания экзотермической реакции горения катализаторного кокса температура в зоне горения кокса составляет 520oС. После выгорания основной части катализаторного кокса содержание кислорода в газе повышают до 15 об.% и осуществляют регенерацию катализатора при 520oС.
Пример 6. В качестве сырья используют прямогонную бензиновую фракцию НК-144oС, содержащую 25,9 мас.% н-парафинов, 67,6% изопарафинов и нафтенов и 6,5% ароматических углеводородов, в т.ч. 2,33% бензола. Сырье при давлении 1,0 МПа предварительно нагревают, испаряют и подвергают контактированию последовательно в двух адиабатических реакторах, при этом в первый реактор загружен катализатор 6, имеющий концентрацию канальных протонных центров 146 мкмоль/г с РА= 1180 кДж/моль; температура сырья на входе в первый реактор составляет 360oС. Во второй реактор загружен катализатор 7, имеющий протонные центры с РА=1205-1210 кДж/моль с суммарной концентрацией 78 мкмоль/г, температура реакционного потока на входе во второй реактор составляет 340oС. Объемная скорость подачи жидкого сырья на суммарную загрузку катализатора в первом-втором реакторах - 2,0 ч-1. Составы катализаторов приведены в таблице. После 2-го реактора продукты реакции охлаждают и разделяют в соответствующих технологических аппаратах с выделением 22,7 мас.% углеводородных газов С1-С4 и 77,3% бензиновой фракции C5-215oC. Бензиновая фракция содержит 59,3% изопарафинов и нафтенов, 11,5% н-парафинов и 29,2% ароматических углеводородов С6-С10, в т.ч. 1,3% бензола. Конверсия бензола - 43,6%. Регенерацию катализаторов проводят аналогично примеру 5.
Пример 7. Аналогичен примеру 2. В качестве сырья используют смесь, состоящую из 76 мас.% н-гексана и 24% 2-пропанола. Сырье нагревают, испаряют и подвергают контактированию последовательно в двух изотермических реакторах при Р= 1,0 МПа и ω=2,0 ч-1 с катализатором 8, при этом температура в первом реакторе составляет 380oС, температура во втором реакторе - 350oС. Продукты контактирования разделяют в соответствующих технологических аппаратах с выделением 6,2 мас. % воды, 34,8% углеводородных газов, 57,3% бензиновой фракции 35-205oС (в т.ч. ароматических углеводородов С6-С10 - 23,9%) и 1,7% фракции >205oС. Углеводородные продукты реакции содержат, мас.%: углеводородных газов - 37,1; бензиновой фракции 35-205oС - 61,1 (в т.ч. ароматических углеводородов С6-С10 - 25,5) и фракции >205oС - 1,8. Бензиновая фракция включает 23% н-парафинов, 33,2% изопарафинов и нафтенов, 41,8% ароматических углеводородов, в т.ч. - 0,7% бензола.
Пример 8. Углеводородную фракцию С6-С8, выкипающую в интервале температур 81-125oС, содержащую 30 мас.% н-парафинов, 30% изопарафинов, 30% нафтенов и 10% ароматических углеводородов и имеющую расчетное октановое число (ОЧр) 56 MM, подвергают контактированию с катализатором 9 последовательно в двух изотермических реакторах при температурах 420 и 380oС соответственно, давлении Р=1,0 МПа и объемной скорости подачи жидкого сырья ω=3,0 ч-1 в среде водорода при мольном отношении Н2/СН=6. Продукты контактирования разделяют с выделением 30 мас.% газообразных продуктов, 2% фракции, выкипающей выше 205oС, и 68% бензиновой фракции 35-205oС, содержащей 45% ароматических углеводородов С6-С10, в том числе бензола - 0,8%, и имеющей ОЧр= 88 MM. Выход ароматических углеводородов С6-С10 - 30,6%. Состав катализатора приведен в таблице.
Регенерацию катализатора осуществляют аналогично примеру 2.
Пример 9. Смесь кислородсодержащих соединений, содержащую 70 мас.% метанола и 30% диметилового эфира подвергают контактированию в 4-х последовательно работающих зонах реакции полочного реактора с катализатором 10 (состав катализатора приведен в таблице). Температура потока сырья на входе в реактор Т=380oС, Р=0,5 МПа и ω=2,0 ч-1. За счет протекания реакций с суммарным экзотермическим тепловым эффектом происходит рост температуры реакционного потока в каждой реакционной зоне. Для обеспечения оптимального температурного режима работы катализатора после первой-третьей реакционных зон промежуточный реакционный поток охлаждают до температуры переработки в последующей реакционной зоне. После первой зоны реакции реакционный поток охлаждают до температуры 370oС и подают в следующую реакционную зону; в третью и четвертую зоны реакционный поток подают с температурами 365 и 360oС соответственно. Продукты контактирования охлаждают и разделяют в соответствующих технологических аппаратах с выделением 39,9 мас.% воды, 20,3% углеводородных газов, 38,7% бензиновой фракции 35-205oС (в т.ч. ароматических углеводородов С6-С10 - 25,2%) и 1,1% фракции >205oС. Выходы углеводородных продуктов реакции на углеводородную часть составляют, мас.%: углеводородных газов - 33,8; бензиновой фракции 35-205oС - 64,4 (в т.ч. ароматических углеводородов С6-С10 - 41,9); фракции >205oС - 1,8. Бензиновая фракция содержит 5,2% н-парафинов, 29,4% изопарафинов и нафтенов, 1,3% олефиновых и 65,1% ароматических углеводородов, в том числе бензола - 1,9%, и имеет ОЧр=88 MM.
Регенерацию катализатора проводят аналогично примеру 5.
Пример 10. Аналогичен примеру 5. Сырье примера 8 при давлении 2,0 МПа предварительно нагревают, испаряют и подвергают последовательному контактированию с катализатором 11 (состав приведен в таблице) в реакционных зонах двух адиабатических реакторов. Температура сырьевого потока на входе в первый реактор - 360oС, температура реакционного потока на входе во второй реактор - 340oС, массовая скорость подачи жидкого сырья на суммарную загрузку катализатора в первом-втором реакторах - 1,5 ч-1. После 2-го реактора продукты реакции охлаждают, конденсируют и разделяют путем сепарации с выделением 26,4 мас.% углеводородных газов С1-С4 и 73,6% бензиновой фракции C5+ (в том числе ароматических углеводородов 30,5%). Бензиновая фракция содержит 52,4% изопарафинов и нафтенов, 6,1% н-парафинов и 41,5% ароматических углеводородов С6-С10, в т.ч. бензола - 1,2%.
Пример 11. Аналогичен примеру 8. Сырье примера 3 подвергают последовательному контактированию с катализатором 12 в двух изотермических реакторах при температурах 370 и 340oС соответственно, давлении Р=0,5 МПа и объемной скорости подачи жидкого сырья ω=2,0 ч-1 в среде водорода при мольном отношении Н2/СН=4. Состав катализатора, который содержит ферросиликат со структурой ZSM-5, приведен в таблице. Продукты контактирования разделяют с выделением 27 мас.% газообразных продуктов, 1% фракции, выкипающей выше 205oС, и 72% бензиновой фракции 35-205oС. Бензиновая фракция содержит 6,5% н-парафинов, 62% изопарафинов и нафтенов, менее 1% олефиновых и 30,5% ароматических углеводородов С6-С10, в том числе бензола - 0,63%.
Состав катализатора приведен в таблице. Регенерацию катализатора осуществляют аналогично примеру 2.
Пример 12. В качестве сырья используют смесь углеводородов С6-С8 и спирта, выкипающую в интервале температур 63-125oС и содержащую 23 мас.% н-октана, 24% изооктана, 23% циклогексана, 10% гексена-1, 10% толуола и 10% 2-пропанола. Сырье предварительно нагревают, испаряют и при давлении 1,0 МПа подвергают последовательной переработке в двух изотермических реакторах. В первом реакторе загружен катализатор 6, имеющий концентрацию канальных протонных центров 146 мкмоль/г с РА=1180 кДж/моль; температура сырья на входе в первый реактор - 340oС. Во второй реактор загружен катализатор 10, имеющий протонные центры с РА=1205-1250 кДж/моль с суммарной концентрацией 85 мкмоль/г; температура реакционного потока на входе во второй реактор - 310oС. Объемная скорость подачи жидкого сырья на суммарную загрузку катализатора в первом-втором реакторах - 2,0 ч-1. После 2-го реактора продукты реакции охлаждают и разделяют с выделением 3 мас.% водной фазы, 19% углеводородных газов С1-С4, 76,7% бензиновой фракции 35-205oС (в т.ч. ароматических углеводородов С6-С10 - 29,1) и фракции >205oС - 1,3. Бензиновая фракция содержит 7,7% н-парафинов, 53,3% изопарафинов и нафтенов, менее 1% олефиновых и 38% ароматических углеводородов, в том числе бензола - 0,85%.
Составы катализаторов приведены в таблице. Регенерацию катализаторов проводят аналогично примеру 2.
Пример 13. В качестве сырья используют гексен-1. Сырье предварительно подогревают и при давлении 1,0 МПа, объемной скорости подачи жидкого сырья 1,9 ч-1 подвергают последовательному контактированию с катализатором 13 в двух последовательно работающих трубчатых изотермических реакторах, по межтрубному пространству которых подают холодный теплоноситель, обеспечивающий съем избыточного тепла, выделяющегося при превращении сырья на катализаторе в трубном пространстве. Температура реакции в первом реакторе составляет 340oС, а во втором - 320oС. Продукты реакции охлаждают и разделяют с выделением 12,2 мас.% углеводородных газов С1-С4 и 79,4 мас.% высокооктановой бензиновой фракции С5-205oС и 8,4% дизельной фракции >180oС. Бензиновая фракции содержит 20% ароматических углеводородов, в т.ч. 0,3% бензола, и имеет октановое число 81 MM.
Состав катализатора, содержащий галлосиликат со структурой цеолита ZSM-5, представлен в таблице. Регенерацию катализаторов проводят аналогично примеру 2.
Пример 14. Аналогичен примеру 5. Сырье примера 13 при давлении 1,5 МПа предварительно нагревают, испаряют и подвергают последовательному контактированию с катализатором 14 (состав катализатора представлен в таблице) в реакционных зонах двух адиабатических реакторов. Температура сырьевого потока на входе в первый реактор составляет 360oС, температура реакционного потока на входе во второй реактор составляет 340oС; массовая скорость подачи жидкого сырья на суммарную загрузку катализатора в первом-втором реакторах - 3,1 ч-1. После 2-го реактора продукты реакции охлаждают до 35oС и разделяют в дебутанизаторе с выделением углеводородных газов С1-С4 и жидкой фракции С5+. Суммарный выход углеводородных газов С1-С4 - 23,2 мас.%, бензиновой фракции - 76,8%. Бензиновая фракция содержит 21,9% ароматических углеводородов С6-С10, в т.ч. бензола - 0,6%, и имеет октановое число 83 MM.
Пример 15. Аналогичен примеру 6. В качестве сырья используют смесь углеводородов С6-С8, выкипающую в интервале температур 63-125oС и содержащую циклогексан, гексен-1, н-октан и изооктан в соотношении 1:1:1:1 масс. Сырье предварительно нагревают, испаряют и при давлении 2,0 МПа подвергают последовательному контактированию с катализатором в двух адиабатических реакторах. В первом реакторе находится катализатор 3, имеющий концентрацию канальных протонных центров 130 мкмоль/г, характеризующихся с РА=1180 кДж/моль, во втором реакторе - катализатор 15, имеющий протонные центры с РА=1205-1250 кДж/моль с суммарной концентрацией 62 мкмоль/г. Температура сырья на входе в первый реактор - 340oС, температура реакционного потока на входе во второй реактор - 330oС; объемная скорость подачи жидкого сырья на суммарную загрузку катализатора в первом-втором реакторах - 1,5 ч-1. После 2-го реактора продукты реакции охлаждают и разделяют с выделением 18,3 мас.% углеводородных газов С1-С4 и 81,7% высокооктановой бензиновой фракции С5+. Фракция С5+ содержит 36,7% ароматических углеводородов С6-С10, в т.ч. 0,8% бензола.
Составы катализаторов приведены в таблице. Регенерацию катализаторов проводят аналогично примеру 5.
Использование: нефтехимия. Сущность: высокооктановые бензиновые фракции и/или ароматические углеводороды С6-С10 получают путем последовательного контактирования потока сырья, содержащего арены, и/или нафтены, и/или олефины, и/или парафины, выкипающие до 250oС, и/или кислородсодержащие органические соединения при повышенной температуре и давлении, возможно в присутствии водорода, с регенерируемым катализатором, находящимся по меньшей мере в двух разных реакционных зонах соответственно двух реакторов или одного реакторного устройства с подводом или отводом тепла промежуточного реакционного потока между зонами. Продукты реакции охлаждают и разделяют путем сепарации и ректификации с выделением фракций углеводородных газов, бензиновой фракции и/или ароматических углеводородов и фракции, выкипающей выше 180-215oС. Осуществление способа возможно по двум основным вариантам. По первому из них температура потока на входе в каждую последующую по ходу подачи сырья реакционную зону на 5-50oС ниже, чем температура потока на входе в каждую предыдущую зону реакции и/или температура реакции в каждой последующей по ходу подачи сырья реакционной зоне на 5-50oС ниже, чем температура реакции в каждой предыдущей зоне реакции. По второму варианту сырье контактирует первоначально с катализатором, имеющим концентрацию протонных центров или ОH-групп не ниже 40-50 мкмоль/г с силой по шкале протонного сродства (РА) не более 1200 кДж/моль, а затем с катализатором, имеющим концентрацию протонных центров или ОН-групп не ниже 40-50 мкмоль/г с РА не менее 1200 кДж/моль. Стадию контактирования осуществляют при температуре 300-480oС, давлении 0,1-6,0 МПа и массовой скорости подачи сырья 0,3-10 ч-1, а регенерацию катализатора осуществляют при температуре 350-550oС и давлении 0,1-6,0 МПа первоначально регенерирующим газом с содержанием кислорода 0,1-5,0 об.%, а затем с содержанием кислорода 10-21 об.%. Применяемый катализатор содержит силикат состава (0,02-0,32)Na2O•Аl2O3•(0,003-2,4)ΣЭnOm•(28-212)SiO2, где ΣЭnОm - один или два оксида элементов II, III, V, VI и VIII групп Периодической системы или цеолит типа пентасил со структурой ZSM-5 или ZSM-11, имеющий состав, описываемый общей эмпирической формулой (0,02-0,32)Na2O•Эл2O3•(28-212)SiO2•kH2O, где Эл - по меньшей мере один элемент из ряда Al, Ga, В, Fe, a k - соответствующий коэффициент влагоемкости. При этом силикат или цеолит и/или катализатор может быть модифицирован по меньшей мере одним элементом и/или соединением элемента I-VIII групп в количестве 0,01-10,0 мас.%. Технический результат: получение высокооктановых бензиновых фракций с низким содержанием бензола и/или ароматических углеводородов С6-С10 и расширение ассортимента перерабатываемого сырья. 2 с. и 6 з.п.ф-лы, 1 табл.
| Способ получения бензиновых фракций | 1984 |
|
SU1325892A1 |
| УСТАНОВКА И СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ (ВАРИАНТЫ) | 1994 |
|
RU2069227C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1994 |
|
RU2078791C1 |
| US 4554396 А, 19.11.1985 | |||
| US 4590323 А, 20.05.1986 | |||
| US 4861934 A, 29.08.1989. | |||

