Изобретение относится к области металлургии сталей, а именно к способам упрочнения металлов, и может быть использовано при изготовлении деталей из жаропрочных сплавов, работающих под нагрузкой при температурах до 1100oC.
Известен способ химико-термической обработки никельсодержащих сталей в аммиаке при 1100-1200oC в течение 2-8 часов с последующим старением при рабочей температуре 750-800oC в течение до 25 часов. (Лахтин Ю.М., Фетисова И. П. Влияние высокотемпературного азотирования на механические свойства жаропрочных сталей. - Защитные покрытия на металлах, 1971, 83, N 5, с. 83-88). Недостатком этого способа является то, что он не обеспечивает повышения жаропрочности и жаростойкости сталей с высоким содержанием никеля при температурах выше 800oC.
Наиболее близким к заявляемому способу является принятый в качестве прототипа способ азотирования жаропрочных никелевых сплавов, легированных титаном, при температуре 1200oC с выдержкой в среде чистого азота в течение 15 часов и последующим охлаждением в печи. (Лахтин Ю.М., Коган Я.Д., Шашков Д. П. , Петрова Л.Г. Повышение жаропрочности сплавов на никелевой основе с помощью азотирования. - Металловедение и термическая обработка металлов, 1989, N 6, с. 19-24). Существенным недостатком этого способа является невысокая жаростойкость азотированных сплавов. Это связано с тем, что помимо дисперсных частиц нитридов титана, упрочняющих сплав, в зоне внутреннего азотирования образуются нитриды хрома. Это приводит к снижению концентрации хрома в твердом растворе и, следовательно, к снижению жаростойкости.
Технической задачей, решаемой настоящим изобретением, является повышение жаростойкости и жаропрочности азотированных хромо-никелевых сплавов, содержащих титан, при рабочих температурах до 1100oC.
Поставленная техническая задача решается тем, что в известном способе высокотемпературного азотирования хромо-никелевых сплавов, легированных титаном, заключающемся в нагреве до температуры 1200oC, выдержке в среде чистого азота в течение 15 часов и охлаждении, согласно изобретению после азотирования проводят отжиг в среде аргона при температуре 1200oC в течение 1,5-2,5 часов.
Решение поставленной технической задачи достигается тем, что на второй стадии химико-термической обработки, а именно в процессе отжига в аргоне, образовавшиеся на 1 стадии азотирования нитриды хрома рассасываются. Повышается концентрация азота в твердом растворе, что ведет к дополнительному упрочнению, и восстанавливается исходное содержание хрома в твердом растворе, что приводит к повышению жаростойкости. Кроме того, при отжиге благодаря диффузионным процессам происходит увеличение толщины зоны внутреннего азотирования, состоящей из дисперсных нитридов титана, что способствует дополнительному повышению жаропрочности.
Температура отжига 1200oC позволяет более эффективно осуществлять процесс рассасывания нитридов хрома, так как близка к температуре первой стадии - азотирования, а инертная среда аргона надежно защищает активные процессы от вмешательства вредных компонентов окружающей атмосферы, в том числе от кислорода воздуха.
Сопоставительный анализ предлагаемого способа с прототипом показывает, что заявляемый способ имеет существенные признаки, отличные от прототипа. Следовательно, предлагаемый способ соответствует критерию изобретения "новизна". Анализ источников информации, использованных для определения уровня техники, показал отсутствие источников, в которых была бы описана совокупность заявляемых отличительных от прототипа признаков. При этом совокупность отличительных признаков не является очевидной, так как не следует непосредственно из уровня техники. Следовательно, предлагаемый способ соответствует критерию изобретения "изобретательский уровень". При этом предлагаемый способ осуществим в промышленных условиях, то есть является промышленно применимым.
Предлагаемый способ осуществляется следующим образом. Процесс химико-термической обработки проводят, нагревая детали в печи на первой стадии до температуры 1200oC в среде чистого азота, детали выдерживают в печи в течение 15 часов и затем охлаждают до комнатной температуры вместе с печью. На второй стадии обработки проводят отжиг, нагревая детали в среде аргона до температуры 1200oC, выдерживают в течение 1,5-2,5 часов, а затем вновь охлаждают вместе с печью до комнатной температуры. При этом образовавшиеся на первой стадии нитриды хрома в процессе отжига рассасываются, концентрация азота в твердом растворе повышается, что ведет к дополнительному упрочнению, а содержание хрома восстанавливается до исходных значений, что приводит к повышению жаростойкости. Кроме этого, происходит дополнительное повышение жаропрочности, благодаря диффузионным процессам при отжиге, вызывающим увеличение толщины зоны внутреннего азотирования, состоящей из мелкодисперсных нитридов титана.
Температурный параметр отжига 1200oC, совпадающий с температурой процесса азотирования - необходимое условие более эффективного рассасывания нитридов хрома. При меньших температурах процент растворения нитридов хрома снижается, что не обеспечит максимального повышения жаростойкости. При более высоких температурах отжига происходит укрупнение частиц нитридов титана, что также отрицательно сказывается на уровне жаропрочности. Временной интервал выдержки в аргоне в пределах 1,5-2,5 часов обеспечивает полное растворение нитридов хрома, а следовательно соответствует наибольшему повышению жаростойкости. Наиболее оптимальным, как следует далее из примеров, является время отжига, равное 2 часам. При этом происходит полный переход хрома и азота в твердый раствор и не развиваются активные процессы коагуляции нитридов титана.
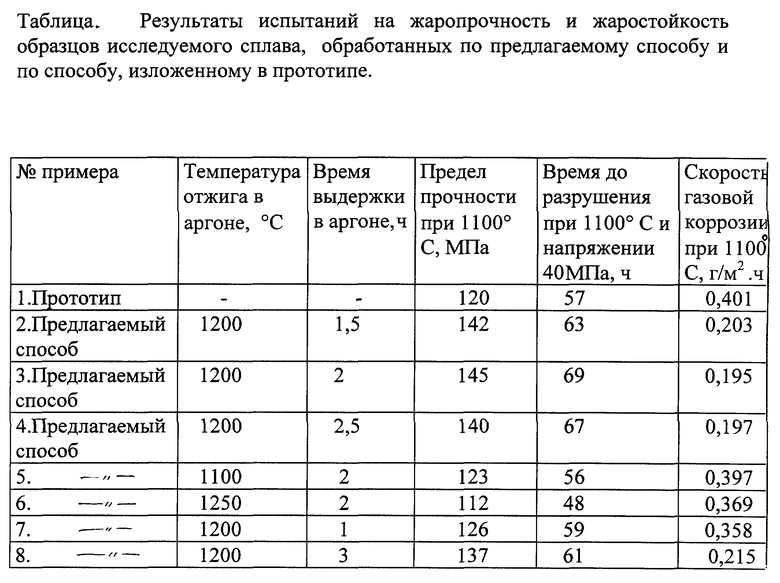
Предлагаемый способ был опробован на листовых образцах деформированного никелевого сплава толщиной 1,5 мм, содержащего по массе 25% хрома, 10% вольфрама, 15% кобальта и 2% титана. Результаты испытаний образцов при различных режимах химико-термической обработки представлены на примерах, которые сведены в таблицу.
Пример 1. Обработка сплава по способу, изложенному в прототипе. Образцы нагревали в среде азота до 1200oC, выдерживали 15 часов, затем охлаждали в печи. Значения высокотемпературных характеристик при рабочей температуре 1100oC представлены в таблице.
Пример 2. Обработка сплава по предлагаемому способу. Образцы нагревали в среде азота до температуры 1200oC, выдерживали в течение 15 часов, затем охлаждали в токе азота до комнатной температуры. После чего вновь нагревали в чистом аргоне до температуры 1200oC, выдерживали в течение 1,5 часов и охлаждали. Сравнение результатов высокотемпературных испытаний с обработкой по прототипу показывает существенное повышение жаростойкости, а также кратковременной прочности и времени до разрушения при 1100oC (табл.), что связано с рассасыванием нитридов хрома и увеличением толщины зоны внутреннего азотирования.
Пример 3. Образцы нагревали в среде азота до температуры 1200oC, выдерживали в течение 15 часов, затем охлаждали в токе азота до комнатной температуры. После чего вновь нагревали в чистом аргоне до температуры 1200oC, выдерживали в течение 2 часов и охлаждали. Из таблицы видно, что данный режим химико-термической обработки обеспечивает максимальное повышение показателей жаропрочности и снижение скорости газовой коррозии, так как происходит наиболее полное растворение нитридов хрома, дополнительное упрочнение матрицы азотом и получение оптимального размера частиц нитридов титана.
Пример 4. Образцы нагревали в среде азота до температуры 1200oC, выдерживали в течение 15 часов, затем охлаждали в токе азота до комнатной температуры. После чего вновь нагревали в чистом аргоне до температуры 1200oC, выдерживали в течение 2,5 часов и охлаждали. При этом наблюдаются значения высокотемпературных характеристик, близкие к оптимальным: высокое значение времени до разрушения, связанное с увеличением протяженности зоны внутреннего азотирования, и низкая скорость коррозии в связи с переходом хрома в твердый раствор.
Пример 5. Образцы нагревали в среде азота до температуры 1200oC, выдерживали в течение 15 часов, затем охлаждали в токе азота до комнатной температуры. После чего вновь нагревали в чистом аргоне до температуры 1100oC, выдерживали в течение 2 часов и охлаждали. При пониженной температуре отжига наблюдается ощутимое снижение жаростойкости по сравнению с предлагаемым режимом, поскольку не происходит эффективного рассасывания нитридов хрома.
Пример 6. Образцы нагревали в среде азота до температуры 1200oC, выдерживали в течение 15 часов, затем охлаждали в токе азота до комнатной температуры. После чего вновь нагревали в чистом аргоне до температуры 1250oC, выдерживали в течение 2 часов и охлаждали. При повышенной температуре отжига наблюдается некоторое уменьшение характеристик жаропрочности, особенно времени до разрушения, которое характеризует свойства материала при длительных нагрузках. Это связано с укрупнением частиц нитридов титана, являющихся основной упрочняющей фазой.
Пример 7. Образцы нагревали в среде азота до температуры 1200oC, выдерживали в течение 15 часов, затем охлаждали в токе азота до комнатной температуры. После чего вновь нагревали в чистом аргоне до температуры 1200oC, выдерживали в течение 1 часа и охлаждали. При маленькой выдержке оказывается более сильной скорость газовой коррозии, так как не обеспечивается полный переход хрома в твердый раствор.
Пример 8. Образцы нагревали в среде азота до температуры 1200oC, выдерживали в течение 15 часов, затем охлаждали в токе азота до комнатной температуры. После чего вновь нагревали в чистом аргоне до температуры 1200oC, выдерживали в течение 3 часов и охлаждали. Увеличение времени выдержки более двух часов не обеспечивает максимальных значений свойств при повышенных температурах, так как происходит заметная коагуляция частиц нитридов титана.
Таким образом, обработка сплава на основе никеля по предлагаемому способу снижает скорость газовой коррозии при рабочей температуре, т.е. повышает жаростойкость более чем в 2 раза по сравнению со способом, описанным в прототипе, и повышает характеристики жаропрочности: кратковременную прочность при 1100oC на 20% и время до разрушения при 1100oC и напряжении 40 МПа на 20%.
Из таблицы следует вывод, что техническое решение поставленной задачи, а именно повышение жаростойкости и жаропрочности азотированных хромо-никелевых сплавов, содержащих титан, по сравнению со способом-прототипом, достигается при температуре отжига T=1200oC при длительности отжига в интервале 1,5-2,5 часов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩИХ АУСТЕНИТНЫХ СТАЛЕЙ | 2023 |
|
RU2824791C1 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ КОРРОЗИОННО-СТОЙКИХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2287608C2 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2148676C1 |
| Способ газообразного азотирования изделий из титана и его сплавов | 1981 |
|
SU1006540A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2148677C1 |
| Способ отжига азотированных тугоплавких металлов | 1982 |
|
SU1041582A1 |
| СПОСОБ ВНУТРЕННЕГО АЗОТИРОВАНИЯ ФЕРРИТНОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2012 |
|
RU2522922C2 |
| Способ упрочнения изделий | 1981 |
|
SU1027239A1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2020 |
|
RU2760309C1 |
| СПОСОБ АЗОТИРОВАНИЯ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ, ЖЕЛЕЗОНИКЕЛЕВОЙ, НИКЕЛЬ-КОБАЛЬТОВОЙ И КОБАЛЬТОВОЙ ОСНОВЕ | 1999 |
|
RU2164964C1 |
Способ азотирования хромо-никелевых сплавов, легированных титаном, включает азотирование при 1200oС в течение 15 ч в среде чистого азота с последующим охлаждением, после охлаждения осуществляют отжиг в среде аргона при 1200°С в течение 1,5 - 2,5 ч. Техническим результатом изобретения является повышение жаростойкости и жаропрочности деталей из хромо-никелевых сплавов, легированных титаном. 1 табл.
Способ высокотемпературного азотирования хромо-никелевых сплавов, легированных титаном, заключающийся в нагреве до 1200oC, выдержке в среде чистого азота в течение 15 ч и охлаждении, отличающийся тем, что после азотирования проводят отжиг в среде аргона при 1200oC в течение 1,5 - 2,5 ч.
| ЛАХТИН Ю.М | |||
| и др | |||
| Повышение жаропрочности сплавов на никелевой основе с помощью азотирования | |||
| Металловедение и термическая обработка металлов | |||
| - М.: Машиностроение, 1989, N 6, с.19, аб | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| ПЕТРОВА Л.Г | |||
| Принципы легирования сплавов никеля, упрочняемых внутренним азотированием | |||
| Металловедение и термическая обработка металлов | |||
| - М.: Машиностроение, 1994, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| УСТАНОВКА ДЛЯ ОБЕЗЗАРАЖИВАНИЯ ВОЗДУХА | 2009 |
|
RU2396092C1 |
| JP 06025824 A, 01.02.1994 | |||
| US 5505791 A, 09.04.1996. | |||

