Изобретение относится к области металлургии, а именно к комбинированным способам упрочнения металлов, и может быть использовано при изготовлении прецизионных деталей, работающих в условиях знакопеременных нагрузок.
Известен способ низкотемпературного азотирования деталей из легированной стали 38ХМЮА в среде аммиака. Насыщение поверхностного слоя азотом проводят при температуре T=520oC в течение 24 часов (см. Лахтин Ю.М., Арзамасов Б.Н. "Химико-термическая обработка металлов", Москва, "Металлургия", 1985 г., с. 255).
Недостатком известного способа является то, что при этом не обеспечивается достаточно высокая твердость и износостойкость упрочняющего покрытия.
Наиболее близким к заявляемому способу по технической сущности является принятый в качестве прототипа способ низкотемпературного азотирования малоуглеродистых сталей, в котором предусмотрено предварительное поверхностное легирование стальных деталей нитридообразующими элементами с помощью лазерного луча. Последующее азотирование проводят при T=540oC в течение 29 часов (см. О. В. Чудина "Комбинированное поверхностное упрочнение стали (лазерное легирование + азотирование)" "Металловедение и термическая обработка металлов", Москва, 1994 г., N 3, с. 2-5).
Недостатком известного способа является то, что формируется структура упрочненного слоя с недостаточно высокой твердостью.
Технической задачей, решаемой настоящим изобретением, является повышение поверхностной твердости деталей из малоуглеродистых нелегированных сталей.
Поставленная техническая задача решается тем, что в известном способе низкотемпературного азотирования стальных деталей, включающем поверхностное легирование нитридообразующими элементами с помощью лазерного нагрева и последующее азотирование при температуре 540oC в течение 29 часов, согласно изобретению азотирование проводят в среде аммиака, а после азотирования проводят отжиг при температуре 600oC в течение 20-40 минут.
Решение поставленной технической задачи достигается благодаря формированию в поверхностном слое стальных деталей структуры, содержащей мелкодисперсные нитриды легирующих элементов. Процесс азотирования ведется в две стадии, причем на первой стадии производят нагрев в печи деталей из малоуглеродистой стали, предварительно легированных с помощью лазерного луча, до температуры 540oC в среде аммиака в течение 29 часов, выдерживают и охлаждают с печью. При этом формируется структура, состоящая из высоколегированного азотистого феррита и предвыделений нитридов легирующих элементов, находящихся в когерентной связи с α -фазой. Затем на второй стадии процесса эти образцы помещают печь, нагретую до 600oC, и выдерживают в течение 20-40 минут. При этом за счет высокой температуры происходит выделение нитридов легирующих элементов в мелкодисперсном виде из высоколегированного азотистого феррита, что и ведет к повышению твердости. Температура отжига 600oC обусловлена тем, что при меньших значениях температуры процесс выделения нитридов легирующих элементов происходит медленнее и не полностью, а при больших значениях температуры отжига процесс выделения нитридов легирующих элементов вплоть до разрыва когерентных связей с кристаллической решеткой α -фазы происходит слишком быстро, что приводит к снижению твердости упрочненного слоя. Длительность отжига в течение 20-40 минут обусловлена тем, что при выдержке менее 20 минут процесс выделения упрочняющих нитридов легирующих элементов только начинается, поэтому основой структуры является высоколегированный азотистый феррит, имеющий меньшую твердость. При длительности отжига более 40 минут происходит быстрое выделение нитридов легирующих элементов из кристаллической решетки α -твердого раствора, разрыв когерентных связей между ними и укрупнение выделившихся нитридов, что в конечном счете ведет к снижению твердости упрочненного слоя.
Предлагаемый способ осуществляется следующим образом. Предварительно на поверхность стальных деталей наносится обмазка толщиной 100-300 мкм, содержащая легирующий элемент и связующее, например клей БФ-2. Затем на поверхность воздействуют лазерным лучом с плотностью мощности 1,2•105 Вт/см2. Далее легированные таким образом детали подвергают азотированию в две стадии, а именно: на первой стадии ведут азотирование в печи в среде аммиака при температуре 540oC в течение 29 часов, затем проводят выдержку и охлаждение, а на второй стадии проводят отжиг в печи при температуре 600oC в течение 20-40 минут.
Предлагаемый способ опробован на деталях из стали 20, поверхность которых была предварительно легирована с использованием лазерного луча из нанесенной на поверхность обмазки, содержащей порошок ванадия и связующее. Осуществимость и преимущество предлагаемого способа могут быть рассмотрены на представленных ниже примерах.
Примеры:
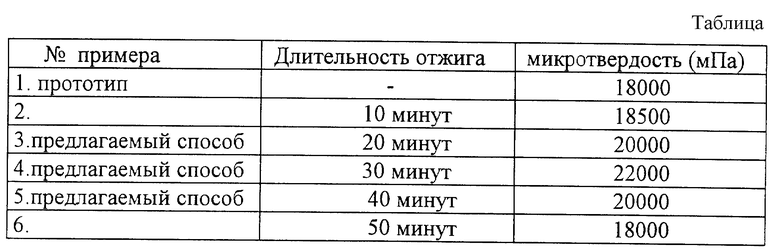
1. Обработка образцов из стали 20, предварительно лазерно-легированных ванадием, по способу, изложенному в прототипе. Образцы нагревали в среде аммиака до температуры 540oC, выдерживали 29 часов, затем охлаждали в печи. Значение микротвердости составило 18000 мПа.
2. Обработка образцов из стали 20, предварительно лазерно-легированных ванадием по предлагаемому способу. Образцы нагревали в среде аммиака до температуры 540oC, выдерживали 29 часов, охлаждали в печи, затем проводили отжиг, при этом длительность отжига составила 10 минут. Значение микротвердости 18500 мПа, структура упрочненного слоя представляет собой высоколегированный азотистый феррит и предвыделения нитридов ванадия.
3. Обработка образцов из стали 20, предварительно лазерно-легированных ванадием по предлагаемому способу, при этом длительность отжига составила 20 минут. Значение микротвердости 20000 мПа. Некоторое повышение микротвердости обусловлено выделением мелкодисперсных нитридов из высоколегированной азотистой α -фазы.
4. Обработка образцов из стали 20, предварительно лазерно-легированных ванадием по предлагаемому способу. При этом длительность отжига составила 30 минут. Значение микротвердости увеличилось до 22000 мПа, вследствие выделения нитридов в мелкодисперсном виде.
5. Обработка образцов из стали 20, предварительно лазерно-легированных ванадием по предлагаемому способу, при этом длительность отжига составила 40 минут. Значение микротвердости 20000 мПа. Уменьшение значения микротвердости обусловлено завершением выделения мелкодисперсных нитридов ванадия из кристаллической решетки α -твердого раствора и началом разрыва когерентных связей.
6. Обработка образцов из стали 20, предварительно лазерно-легированных ванадием по предлагаемому способу, при этом длительность отжига составила 50 минут. Значение микротвердости 18000 мПа. Разупрочнение слоя произошло из-за полного выделения нитридов ванадия, разрыва когерентных связей с кристаллической решеткой α -фазы и укрупнения частиц нитридов за счет слияния мелких в более крупные.
Результаты испытаний образцов приведены в таблице.
Таким образом, из таблицы видно, что вновь заявляемый способ по сравнению с прототипом позволяет достигать больших значений поверхностной твердости. При этом оптимальное значение длительности отжига деталей при температуре 600oC находится в пределах 20-40 минут.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2148677C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2415964C1 |
| Способ низкотемпературного азотирования сталей | 1987 |
|
SU1509420A1 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ ХРОМО-НИКЕЛЕВЫХ СПЛАВОВ, ЛЕГИРОВАННЫХ ТИТАНОМ | 1998 |
|
RU2148675C1 |
| Способ низкотемпературного азотирования сталей | 1988 |
|
SU1611983A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40 | 2009 |
|
RU2428503C2 |
| СПОСОБ АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2007 |
|
RU2367715C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ В ГАЗООБРАЗНОЙ СРЕДЕ | 2007 |
|
RU2367716C1 |
| СПОСОБ ПОВЕРХНОСТНОГО БОРИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40 | 2013 |
|
RU2539128C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ ПОРОШКОВЫХ СТАЛЕЙ И СПЛАВОВ | 1995 |
|
RU2079392C1 |
Способ низкотемпературного азотирования стальных деталей включает поверхностное легирование стальных деталей нитридообразующими элементами с использованием лазерного нагрева и последующее азотирование в среде аммиака при 540°С в течение 29 ч, после чего проводят отжиг при 600°С в течение 20-40 мин. Техническим результатом способа является повышение поверхностной твердости стальных деталей. 1 табл.
Способ низкотемпературного азотирования стальных деталей, включающий поверхностное легирование нитридообразующими элементами с помощью лазерного нагрева и последующее азотирование при 540oC в течение 29 ч, отличающийся тем, что азотирование проводят в среде аммиака, а после азотирования проводят отжиг при 600oC в течение 20 - 40 мин.
| ЧУДИНА О.В | |||
| Комбинированное поверхностное упрочнение стали (лазерное легирование + азотирование) | |||
| Металловедение и термическая обработка металлов | |||
| - М.: Машиностроение, 1994, N 3, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ низкотемпературного азотирования сталей | 1987 |
|
SU1509420A1 |
| RU 2070942 C1, 27.12.1996 | |||
| ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ВОРОТ ШЛЮЗА ОТ НАВАЛА СУДОВ | 2014 |
|
RU2579229C1 |
| GB 1461083 A, 13.01.1977 | |||
| РОТОР ВЕНТИЛЯТОРА ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2002 |
|
RU2221169C2 |

