Изобретение относится к области уплотнительной техники и преимущественно может быть использовано для уплотнения валов насосов или штоков запорно-регулирующей арматуры.
Условия эксплуатации уплотнений валов насосов предъявляют высокие требования к герметичности сальникового узла, которые определяются не только свойствами самого уплотнения, но также зависят от допустимых утечек, характера взаимодействия уплотнения с уплотняемой поверхностью, величины контактного напряжения между уплотнением и уплотняемой поверхностью вала. Указанные характеристики в большой степени зависят от способа монтажа сальникового узла.
Ранее был предложен способ монтажа сальникового узла [1], содержащего обойму с опорным кольцом, в которую помещен уплотнитель и нажимная втулка, при этом в обойме выполнены отверстия для продавливания в них уплотнителя. Сальниковое уплотнение собирают заблаговременно, а в период монтажа обойму с уплотнителем устанавливают на вал и затягивают сальниковую крышку. При замене уплотнения осуществляют разборку сальникового узла с удалением сальниковой крышки и обоймы с уплотнителем, которую затем заменяют на новую.
Такой способ монтажа сальникового узла не может быть применен для валов насосов, поскольку в этом случае потребуется разборка подшипниковой опоры, что крайне нежелательно.
Известен способ монтажа сальникового узла [2], заключающийся в плотной намотке шнура набивки на вспомогательную втулку диаметром, равным диаметру уплотняемого вала, и в последующей разрезке шнура на кольца. Разрезка при этом может выполняться или по разметке, или под углом 45o к оси по спирали, либо под прямым углом к плоскости колец. Нарезанные кольца по одному устанавливают на уплотняемый вал и поджимают до упора в расточке сальниковой камеры с помощью разъемной монтажной втулки. Кольца устанавливают со смещением разрезов на 120o при нечетном и 180o или 90o при четном числе колец набивки. Затем осуществляют затяжку пакета набивки.
Существенным недостатком известного способа является необходимость иметь для каждого размера уплотняемого вала вспомогательную втулку того же диаметра. Кроме того, при установке разрезанных колец необходимо следить за тем, чтобы вершины узлов переплетения нитей набивки были направлены против вращения вала.
Наиболее близким по своей технической сущности по отношению к заявляемому изобретению является способ монтажа сальникового узла [3], заключающийся в намотке уплотнительной ленты из расширенного графита на валу уплотняемого узла на кольцо, в перемещении полученного кольца в сальниковую камеру и в затяжке уплотняемого узла.
По сравнению со способом [2] данный способ имеет неоспоримые преимущества. Не требует вспомогательной втулки для каждого размера уплотняемого вала, отпадает необходимость разрезать уплотнительный материал на отдельные кольца и контролировать правильность их установки на уплотняемый вал. Но вместе с тем предложенный способ имеет серьезные недостатки. Он не обеспечивает получение требуемой и постоянной плотности намотки каждого намотанного на уплотняемый вал кольца, не исключает возможности повреждения уплотнительной ленты в процессе ее намотки, создает проблемы по обеспечению намотки кольца из цельной непрерывной ленты, требует обязательного вращения уплотняемого вала в процессе намотки на него ленты, что с учетом стесненного пространства трудно обеспечить.
Технический результат, достигаемый заявляемым изобретением, заключается в обеспечении постоянной плотности намотки уплотнительной ленты из расширенного графита.
В основу настоящего изобретения была положена задача разработать способ монтажа сальникового узла, который обеспечивал бы получение с помощью простых средств уплотнительных колец с постоянной плотностью намотки.
Указанная задача решается тем, что в способе монтажа сальникового узла, заключающемся в намотке уплотнительной ленты из расширенного графита на валу уплотняемого узла на кольцо, в перемещении полученного кольца в сальниковую камеру и в затяжке уплотняемого узла, согласно изобретению перед намоткой уплотнительной ленты из расширенного графита осуществляют установку на уплотняемый вал тонкостенной разъемной гильзы, затем размещают конец уплотнительной ленты между уплотняемым валом и гильзой в ее прорези, намотку уплотнительной ленты на кольцо осуществляют на гильзе путем ее вращения, а перед затяжкой уплотняемого узла осуществляют удаление тонкостенной разъемной гильзы с уплотняемого вала.
Указанная задача решается также тем, что тонкостенная гильза выполнена из целлулоида, либо упругой металлической пластины, либо из жесткого картона.
Указанная задача решается также тем, что длина прорези тонкостенной разъемной гильзы - не более ширины уплотнительной ленты.
Указанная задача решается также тем, то тонкостенная разъемная гильза снабжена быстроразъемными соединительными элементами, образующими застежку, например типа "репейник".
Благодаря размещению конца уплотнительной ленты между уплотняемым валом и гильзой в ее прорези обеспечивается прочное сцепление конца уплотнительной ленты с гильзой. Это позволяет обеспечить путем вращения тонкостенной разъемной гильзы плотную намотку уплотнительной ленты на гильзе, предварительно установленной на уплотняемый вал. При этом исключается возможность повреждения уплотнительной ленты из расширенного графита в процессе ее намотки, а само кольцо без всякого затруднения изготавливают из непрерывной уплотнительной ленты, что способствует получению кольца с однородной плотностью.
Эти и другие особенности и преимущества настоящего изобретения будут приведены ниже при рассмотрении конкретного примера выполнения способа монтажа сальникового узла со ссылками на прилагаемые чертежи, где:
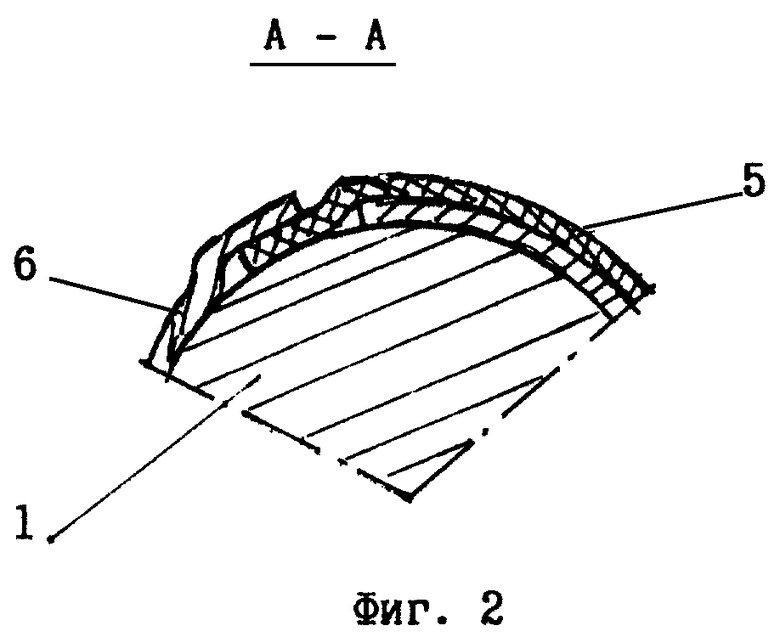
фиг. 1 - продольный разрез сальниковой камеры,
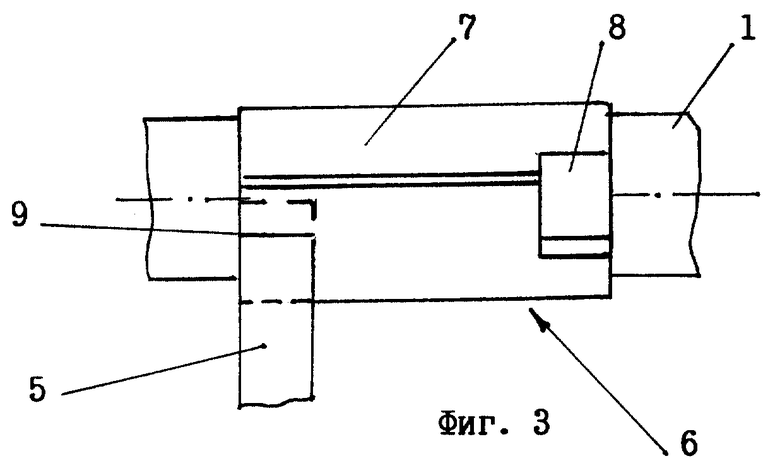
фиг. 2 - разрез по А-А,
фиг. 3 - крепление уплотнительной ленты на гильзе.
В соответствии с фиг. 1 вал 1 насоса уплотняется с помощью уплотнительных колец 2, устанавливаемых на валу 1, расположенном в сальниковой камере 3. Уплотнительные кольца 2 сжимают в продольном направлении в сальниковой камере 3 крышкой 4 так, что они, расширяясь в радиальном направлении, прижимаются к уплотняемой поверхности вала 1. Каждое уплотнительное кольцо 2 образовано путем намотки уплотнительной ленты 5 из расширенного графита. Намотку уплотнительной ленты 5 осуществляют на тонкостенной разъемной гильзе 6, устанавливаемой на уплотняемый вал на период изготовления уплотнительного кольца и удаляемой с вала перед затяжкой уплотняемого узла.
Гильза 6 - упругая гибкая пластина 7, изготовленная из целлулоида, или металла, или жесткого картона, толщиной не более толщины уплотнительной ленты из расширенного графита. Пластина 7 обладает такой гибкостью, что ее можно обернуть вокруг уплотняемого вала 1 без складок и получить тонкостенную разъемную гильзу в виде цилиндра или его части. Пластина 7 снабжена быстроразъемными соединительными элементами 8, образующими застежку, например типа "репейник". На пластине 7 сделана прорезь 9, длина которой не превышает ширину уплотнительной ленты из расширенного графита. Направление прорези может совпадать с направлением образующих уплотняемого вала или быть под углом к ним.
Благодаря наличию прорези 9 на пластине 7 образовались два участка 10 и 11, имеющие упругость, достаточную для получения плотного соединения уплотнительной ленты из расширенного графита с гильзой при заведении конца ленты в эту прорезь. По этой же причине длину прорези 9 нежелательно делать больше ширины уплотнительной ленты, поскольку с увеличением длины прорези упругость участков 10 и 11 гильзы 6 будет уменьшаться, а поэтому будет снижаться надежность соединения уплотнительной ленты с гильзой.
Монтаж сальникового узла осуществляют следующим образом. Крышку 4 смещают вдоль уплотняемого вала 1, на который устанавливают тонкостенную разъемную гильзу 6. Для этого соединяют концы пластины 7 между собой с помощью быстроразъемных соединительных элементов 8, образующих застежку, например типа "репейник". Затем в прорезь 9 заводят конец уплотнительной ленты из расширенного графита. Путем вращения гильзы 6 осуществляют на ней намотку кольца 2. Намотку кольца 2 осуществляют таким образом, чтобы получить целое число витков уплотнительной ленты в кольце 2. По завершению намотки кольца 2 наружный конец уплотнительной ленты целесообразно закрепить на кольце с помощью липкой ленты. Затем изготовленное кольцо сдвигают с гильзы и перемещают в сальниковую камеру. Перемещение изготовленного кольца 2 в сальниковую камеру не вызовет затруднения, поскольку его внутренний диаметр несколько больше диаметра уплотняемого вала (на удвоенную толщину стенки гильзы). Затем осуществляют удаление разъемной гильзы с уплотняемого вала и затяжку уплотняемого узла.
В тех случаях, когда количество уплотняемых колец больше одного, процесс намотки колец на тонкостенной разъемной гильзе повторяют требуемое число раз. Каждое изготовленное кольцо подвергают предварительному обжатию с помощью крышки 4, а после получения нужного числа колец осуществляют удаление тонкостенной разъемной гильзы с уплотняемого вала и осуществляют затяжку уплотняемого узла путем принудительного перемещения крышки 4 при затяжке ее крепежных элементов (не показаны).
Источники информации
1. А.С. СССР N 453520, кл. F 16 J 15/18.
2. Уплотнения и уплотнительная техника. Справочник.- М.: Машиностроение, 1986 , с.364-365.
3. SU N 4068853, кл. F 16 J 5/16.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНИТЕЛЬНОЕ КОЛЬЦО ДЛЯ ВАЛА НАСОСА | 1998 |
|
RU2149300C1 |
| УПЛОТНИТЕЛЬНАЯ ЛЕНТА ИЗ РАСШИРЕННОГО ГРАФИТА ДЛЯ НАБИВКИ САЛЬНИКОВЫХ КАМЕР | 1998 |
|
RU2149301C1 |
| МЕТАЛЛИЧЕСКОЕ УПЛОТНИТЕЛЬНОЕ КОЛЬЦО | 2002 |
|
RU2218495C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ШТОКА ЗАПОРНО-РЕГУЛИРУЮЩЕЙ АРМАТУРЫ | 1998 |
|
RU2137968C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ШТОКА ЗАПОРНО-РЕГУЛИРУЮЩЕЙ АРМАТУРЫ | 1998 |
|
RU2137969C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА ТИСНЁНУЮ ЛЕНТУ ИЗ РАСШИРЕННОГО ГРАФИТА И КОМБИНИРОВАННАЯ УПЛОТНИТЕЛЬНАЯ ЛЕНТА ИЗ РАСШИРЕННОГО ГРАФИТА | 2001 |
|
RU2218997C2 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ФЛАНЦЕВОГО РАЗЪЕМА ПОДОГРЕВАТЕЛЯ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2119110C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЯ | 1999 |
|
RU2168085C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ШТОКА ЗАПОРНО-РЕГУЛИРУЮЩЕЙ АРМАТУРЫ | 1997 |
|
RU2138715C1 |
| Уплотнительная лента | 2002 |
|
RU2224937C1 |
Способ заключается в намотке уплотнительной ленты из расширенного графита на валу уплотняемого узла на кольцо, в перемещении полученного кольца в сальниковую камеру и в затяжке уплотняемого узла. При этом намотку уплотнительной ленты из расширенного графита осуществляют на тонкостенной разъемной гильзе, устанавливаемой на период монтажа сальникового узла на уплотняемый вал путем ее вращения. Причем перед намоткой уплотнительной ленты ее конец размещают между уплотняемым валом и гильзой в прорези гильзы. Перед затяжкой уплотняемого узла осуществляют удаление тонкостенной разъемной гильзы с уплотняемого вала. Изобретение обеспечивает постоянную плотность намотки ленты. 3 з.п.ф-лы. 3 ил.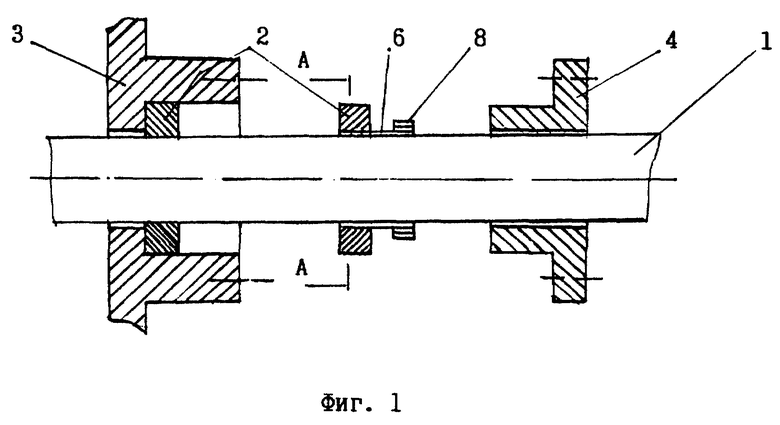
| US 4068853 A, 17.01.78 | |||
| БЫСТРОСЪЕМНЫЙ САЛЬНИКОВЫЙ УЗЕЛ | 1972 |
|
SU453520A1 |
| СПОСОБ ЛЕЧЕНИЯ БОЛЬНЫХ С АТОПИЧЕСКИМ ДЕРМАТИТОМ | 2001 |
|
RU2195314C1 |
| Способ управления ткацким станком | 1986 |
|
SU1437438A1 |
| Кондаков Л.А | |||
| Уплотнение и уплотнительная техника.-М.: Машиностроение, 1986, с.364, 365. | |||

