Изобретение относится к уплотнительной технике и может быть использовано для изготовления уплотнений фланцевых соединений, работающих в условиях повышенного давления и быстросменяемых тепловых потоков.
Одной из проблем в данной области техники является создание надежного уплотнения фланцевого соединения больших габаритов.
Ранее было предложено средство для изготовления уплотнительного кольца [1] . Тонкий полосовой уплотнительный материал наматывают на вспомогательную оправку диаметром, равным диаметру уплотнения, формируя таким образом многослойный цилиндр, который затем подвергают прессованию. Для каждого диаметра уплотнения требуется своя оправка, что вызывает известные проблемы. При изготовлении больших прокладок возникают проблемы, связанные с их транспортировкой и установкой по месту.
Был предложен способ изготовления уплотнительных прокладок, согласно которому при изготовлении прокладки форму заполняют порошком расширенного графита и создают необходимое давление и температуру для получения связанной массы [2] . Учитывая, что исходный порошок является почти невесомым, для изготовления прокладки на месте ее применения требуется большой объем порошка, глухая пресс-форма и сложное технологическое оборудование для создания и поддержания требуемого давления и температуры. Кроме того, при данном способе изготовления уплотнительной прокладки происходит ухудшение санитарных условий работы обслуживающего персонала.
Известен также способ изготовления уплотнительной прокладки [3], согласно которому прокатывают графитовую фольгу, разрезают фольгу на ленты, размещают ленты в проточке под уплотнительную прокладку фланцевого соединения и прессуют их в режиме затягивания болтов фланцевого соединения. При применении данного способа необходимо осуществить переработку ленты на полосы или сегменты, а затем эти фрагменты уложить в проточку под уплотнительную прокладку фланцевого соединения. Процесс укладки является продолжительным, поскольку фрагменты ленты необходимо уложить с большой тщательностью, чтобы получить равномерную толщину уложенного материала. В противном случае прокладка будет иметь неравномерную плотность и обусловленную этим низкую надежность.
Наиболее близким по своей технической сущности по отношению к заявляемому изобретению является устройство для изготовления уплотнения, реализующее способ изготовления уплотнения фланцевого соединения [4]. Известное устройство содержит кассету с гофрированной уплотнительной лентой из расширенного графита и средство формирования уплотнения на горизонтально расположенном фланце уплотняемого соединения. ЗАО "ИЛЬМА" разработана инструкция по монтажу уплотнительной гофрированной ленты из графитового материала "ГраФлексR". Монтаж такой ленты проводят два человека. Один держит кассету с гофрированной уплотнительной лентой, вытягивает ленту из кассеты и наносит на нее клей. Второй размещает в проточке фланцевого соединения под уплотнительную прокладку гофрированную ленту из расширенного графита, направляя гофры графитовой ленты радиально внутрь в направлении радиуса изгиба проточки, разглаживает гофры и прижимает ленту к фланцу.
При изготовлении уплотнения таким способом требуется два человека. В силу их несогласованных действий возможен обрыв гофрированной уплотнительной ленты. Эти обрывы по вышеуказанной инструкции должны склеиваться внахлест на 5-10 мм, что может послужить причиной неравномерной толщины уплотнения по периметру фланцевого соединения. При разглаживании и радиальном направлении внутрь в направлении радиуса изгиба проточки гофры ленты на внутренней кромке ленты сближаются и несколько приподнимаются, а на внешней кромке ленты гофры растягиваются и несколько опускаются. При ручном способе укладки ленты с учетом того, что толщина гофрированной ленты находится в пределах 1 мм, трудно обеспечить одинаковое радиальное направление гофр по всему укладываемому периметру. В силу этого всегда имеет место неопределенный характер изменения плотности уплотнения по его периметру.
В основу настоящего изобретения была положена задача разработать устройство для изготовления на фланце уплотняемого соединения уплотнения из гофрированной ленты расширенного графита, которое обеспечивало бы одинаковое радиальное направление гофр по всему периметру проточки.
Техническим результатом изобретения является устранение неопределенного характера изменения плотности уплотнения по его периметру.
Технический результат достигается тем, что в устройстве для изготовления уплотнения, содержащем кассету с гофрированной уплотнительной лентой из расширенного графита и средство формирования уплотнения на горизонтально расположенном фланце уплотняемого соединения, согласно изобретению устройство содержит опорный узел, смонтированный на фланце уплотняемого соединения, и горизонтальную штангу, установленную в опорном узле над уплотняемой поверхностью фланца с возможностью вращения вокруг оси фланца и радиального выдвижения, при этом кассета установлена на штанге с возможностью поворота вокруг вертикальной оси, а средство формирования уплотнения установлено на штанге с возможностью силового воздействия на участок уплотнительной ленты со стороны ее наружной кромки.
Целесообразно штангу установить с возможностью ее перемещения в вертикальной плоскости.
Средство формирования уплотнения может быть выполнено в виде подпружиненного ролика.
Целесообразно пружину средства формирования уплотнения снабдить средством ее регулируемого поджатия.
Кассету в зоне окна для прохода уплотнительной ленты целесообразно снабдить фетровыми прокладками, плотно охватывающими уплотнительную ленту.
Благодаря тому, что укладку уплотнительной гофрированной ленты из расширенного графита и ее формирование осуществляют на фланце уплотняемого соединения, а все узлы и элементы устройства для изготовления уплотнения могут быть надлежащим образом настроены, отпадают проблемы, связанные с обеспечением целостности ленты в процессе ее укладки и формирования, обеспечивается стабильность (устраняется неопределенность характера изменения плотности уплотнения по его периметру) характеристик уплотнения. При этом автоматически отпадают проблемы по транспортировке и установке уплотнения по месту. Заявляемое устройство позволяет изготовить уплотнение из гофрированной ленты расширенного графита практически любого требуемого размера.
Эти и другие особенности и преимущества настоящего изобретения будут приведены ниже при рассмотрении конкретного примера его выполнения со ссылками на прилагаемые чертежи, где:
фиг. 1 - принципиальная конструкция устройства для изготовления уплотнения;
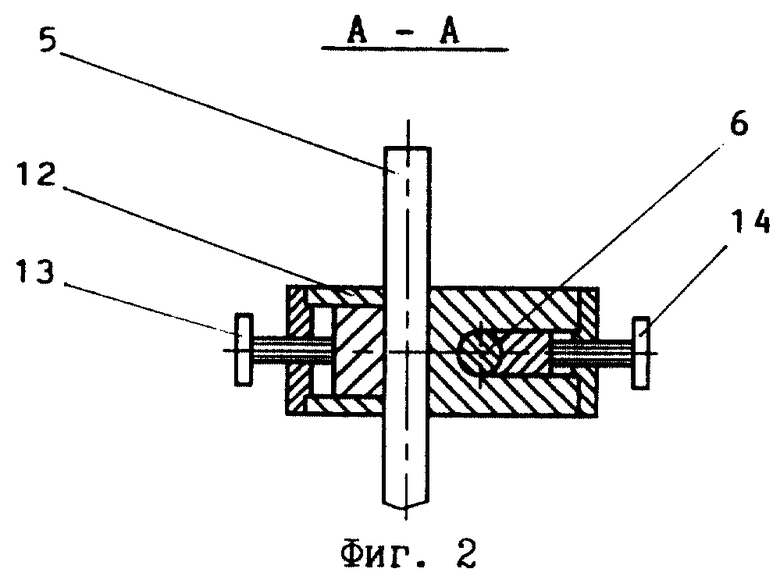
фиг. 2 - разрез по А-А фиг. 1;
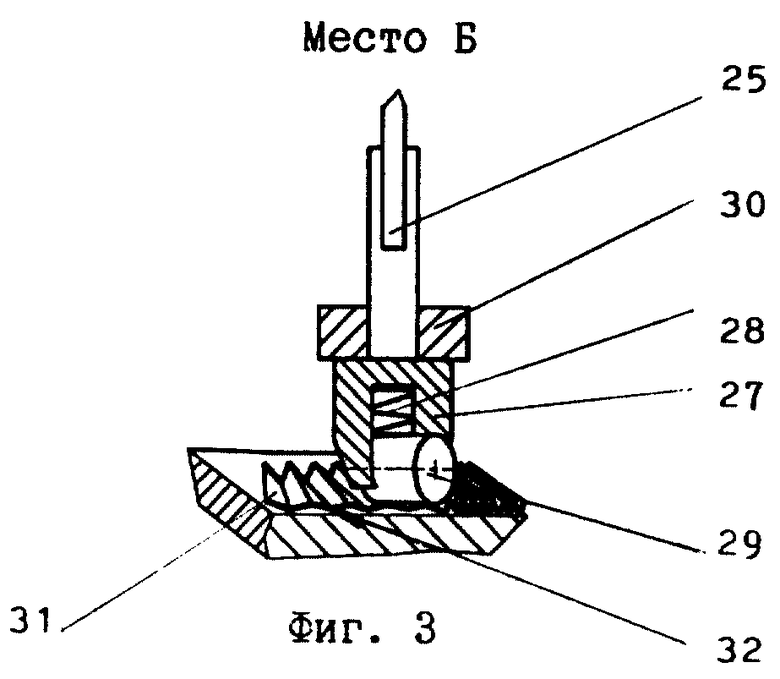
фиг. 3 - место Б фиг. 1;
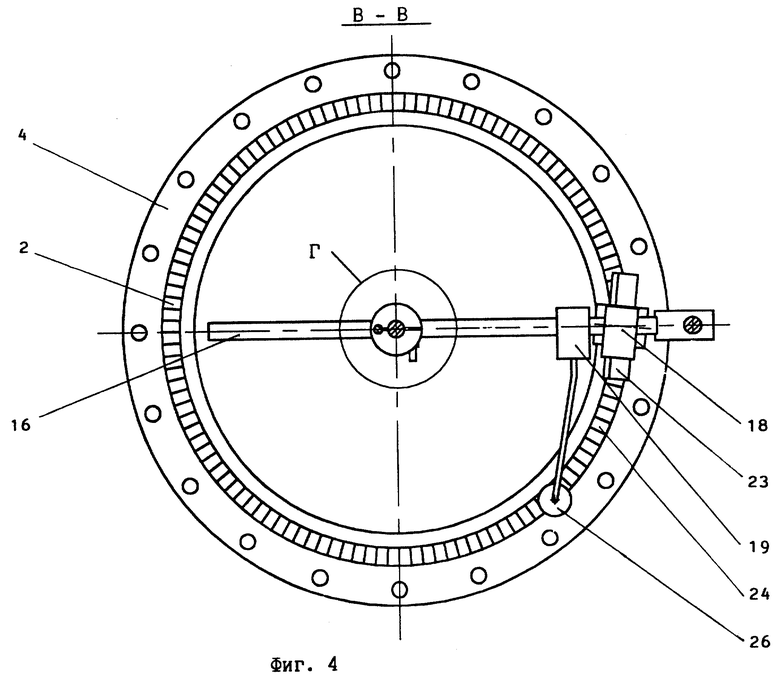
фиг. 4 - разрез по В-В фиг. 1;
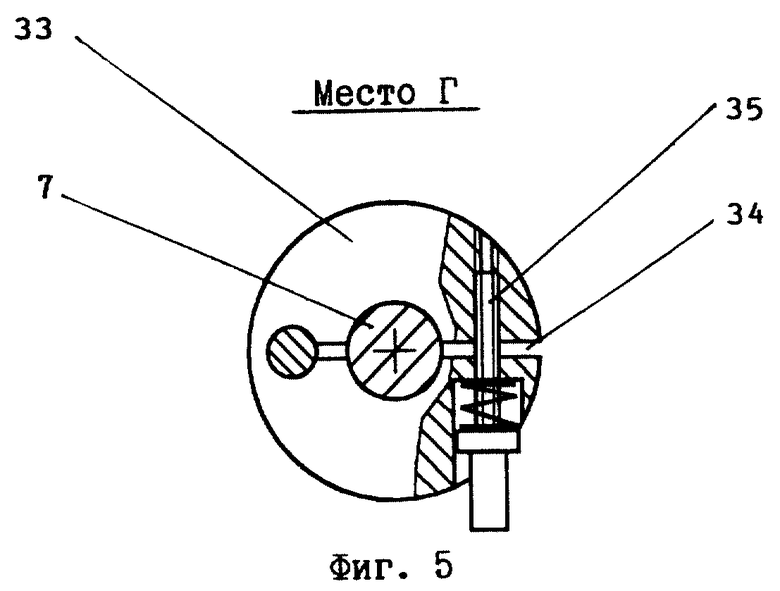
фиг. 5 - место Г фиг.4;
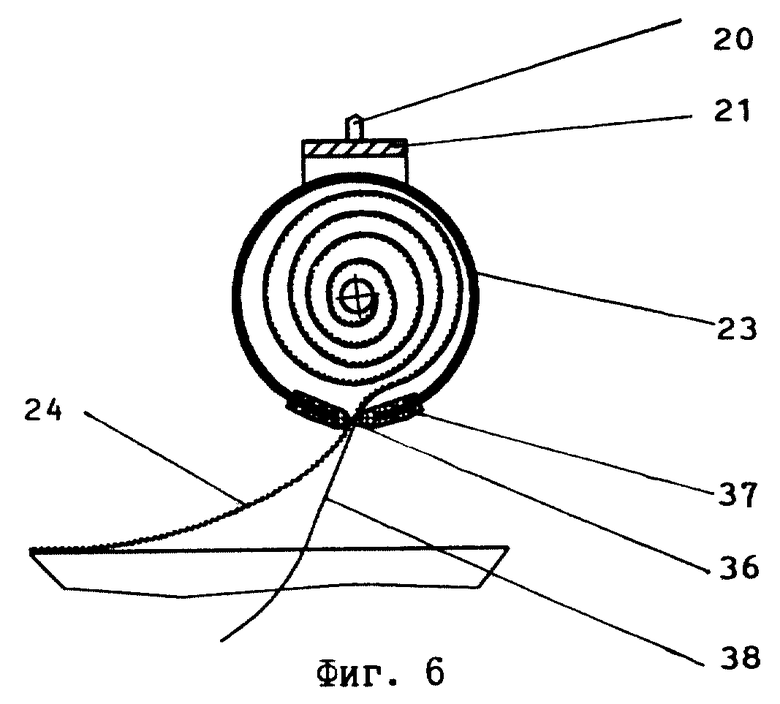
фиг. 6 - кассета с уплотнительной гофрированной лентой.
Устройство 1 для изготовления уплотнения 2 содержит опорный узел 3, смонтированный на фланце 4 уплотняемого фланцевого соединения. Опорный узел 3 выполнен в виде вертикальной стойки 5, горизонтального стержня 6 и вертикального стержня 7, на котором расположены тормоз 8 и опора вращения 9. Вертикальная стойка 5 фиксируется винтом 10 в струбцине 11, которая, в свою очередь, фиксируется на фланце 4. На вертикальной стойке 5 установлена муфта 12, которая может быть перемещена но стойке 5 и зафиксирована на ней винтом 13. Через муфту 12 проходит с возможностью выдвижения горизонтальный стержень 6. Фиксация стержня 6 в муфте 12 осуществлялся винтом 14. На горизонтальном стержне 6 расположена муфта 15 по конструкции аналогичная муфте 12. В муфте 15 зафиксирован вертикальный стержень 7, а сама муфта 15 может быть перемещена и зафиксирована на горизонтальном стержне 6.
Через опору вращения 9 проходит штанга 16, которая может вращаться вместе с опорой вращения 9 на вертикальном стержне 7 и радиально выдвигаться из опоры вращения 7. Путем перемещения муфты 15 по горизонтальному стержню 6 опора вращения 9 может быть совмещена с вертикальной осью 17 фланцевого соединения. Путем перемещения муфты 12 по вертикальной стойке 5 штанга 16 может быть перемещена в вертикальной плоскости. На штанге 16 с возможностью перемещения вдоль нее установлены муфты 18 и 19. В муфте 18 установлена с возможностью вращения вокруг вертикальной оси 20 струбцина 21, в которой с помощью винтов 22 жестко зафиксирована кассета 23 с уплотнительной гофрированной лентой 24 из расширенного графита. Муфта 19 через телескопический стержень 25 (показан условно) соединена со средством 26 формирования уплотнения 2 на фланце 4.
Средство 26 выполнено в виде вилки 27, жестко соединенной с подвижной частью телескопического стержня 25. Внутри вилки установлены пружина 28 и ролик 29. Вилка 27 выполнена надлежащим образом, исключающим произвольное выпадение ролика 29 из вилки. На вилке 27 устанавливают мерные грузы 30, которыми обеспечивают регулируемое поджатие пружины 28 к ролику 29, а тем самым, обеспечивают регулируемое усилие силового воздействия ролика 29 на участок 31 уплотнительной гофрированной ленты 24 со стороны ее наружной кромки 32.
Тормоз 8, известным способом зафиксированный на опоре вращения 9, выполнен в виде диска 33, на котором выполнена прорезь 34 и расположен подпружиненный винт 35, стягивающий части диска 33 и обеспечивающий регулируемое усилие охвата диском 33 стержня 7. Благодаря этому исключается произвольное вращение штанги 16 совместно с опорой вращения 9 на вертикальном стержне 7.
На кассете 23 в зоне окна 36 для прохода уплотнительной ленты 24 расположены, на пример, фетровые прокладки 37, плотно охватывающие уплотнительную гофрированную ленту 24. Благодаря этим прокладкам для вытягивания из кассеты уплотнительной гофрированной ленты необходимо приложить определенное усилие, что исключает произвольное сматывание уплотнительной гофрированной ленты из кассеты и ее произвольное разматывание в кассете.
Изготовление уплотнения фланцевого соединения осуществляют в следующей последовательности. Уплотняемую поверхность фланца 4 обрабатывают шлифовальной шкуркой, тщательно удаляют пыль, обезжиривают, просушивают, наносят тонкий слой клея и подсушивают его в течение заданного времени. Вытягивают из кассеты 23 гофрированную ленту 24. Гофрированная лента может быть двух видов: без липкого слоя, либо с липким слоем. Во втором случае на гофрированной ленте имеется антиадгезионная легко удаляемая лента 38.
При изготовлении уплотнения из ленты без липкого слоя на уплотняемую поверхность фланца 4 наносят второй слой клея, выдерживают его определенное время и приклеивают участок уплотнительной гофрированной ленты из расширенного графита к фланцу. Для этого на этот участок со стороны наружной кромки 32 уплотнительной ленты устанавливают ролик 29 средства 26 формирования уплотнения с заранее отрегулированным усилием силового воздействия ролика 29 на участок уплотнительной гофрированной ленты 24. Наносят второй слой клея на уплотняемую поверхность фланца 4 и осуществляют вращение штанги 16 вокруг оси 17 вручную либо с помощью привода (не показан) с заранее отрегулированной скоростью вращения штанги. При вращении штанги 16 уплотнительная гофрированная лента 24 расширенного графита принудительным образом вытягивается из кассеты 23 и роликом 29 прижимается к фланцу 4, чем обеспечивается сцепление ленты с фланцем, и одновременно происходит обжим ленты на участке ее контакта с роликом 29. При обжиме наружная кромка гофрированной ленты выглаживается, ее гофры в зоне наружной кромки 32 ленты растягиваются, а сама наружная кромка удлиняется.
Благодаря этому уплотнительная лента за роликом 29 изгибается по радиусу уплотняемой поверхности фланца, а ее гофры из перпендикулярного направления кромкам ленты принимают радиальную направленность. При этом плотность ленты со стороны внутренней кромки несколько больше плотности со стороны наружной кромки ленты, но характер изменения плотности по длине витка ленты постоянен. После того, как сформирован и уложен на фланце первый слой будущего уплотнения, клей наносят на этот слой и осуществляют формирование и укладку второго и последующих слоев ленты до необходимого числа витков.
Затем ленту в зоне отметки на фланце начала первого слоя отрезают, производят сборку фланцевого соединения и осуществляют в соответствии с рекомендациями затяжку гаек (не показаны) фланцевого соединения. Если лента 24 имеет липкий слой, в процессе формирования уплотнения осуществляют отделение антиадгезионной ленты 38 от ленты 24, применять клей в этом случае нет необходимости.
Благодаря возможности регулирования усилия силового воздействия ролика 29 на уплотнительную гофрированную ленту 24, возможности регулирования скорости сматывания уплотнительной гофрированной ленты с кассеты 23, а также возможности поворота кассеты вокруг вертикальной оси 20 создаются условия, которые в процессе изготовления уплотнения позволяют избежать обрыва уплотнительной ленты. Сформированное на фланце уплотнение имеет постоянную толщину, характер изменения плотности уплотнения постоянен, что способствует повышению надежности уплотнения.
Источники информации
1. Акц. зaявкa JP N 62-22027, кл .F 16 j 15/12, опубл. 15.05.87 г.
2. EP N 0216184, кл. F 16 j 15/12, опубл. 01.04.87 г.
3. А.с. СССР N 1525384, кл. F 16 j 15/12, опубл. 30.11.89 г.
4. Патент РФ N 2125674, кл. F 16 j 15/12, опубл. 27.01.99 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Уплотнительная лента | 2002 |
|
RU2224937C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ ИЗ РАСШИРЕННОГО ГРАФИТА И УПЛОТНИТЕЛЬНАЯ ЛЕНТА ИЗ РАСШИРЕННОГО ГРАФИТА | 2001 |
|
RU2200889C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА | 1996 |
|
RU2125674C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО УПЛОТНЕНИЯ ИЗ РАСШИРЕННОГО ГРАФИТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ ИЗ РАСШИРЕННОГО ГРАФИТА | 1996 |
|
RU2126107C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ФЛАНЦЕВОГО РАЗЪЕМА ПОДОГРЕВАТЕЛЯ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2119110C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА И ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2006 |
|
RU2309313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЯ ИЗ РАСШИРЕННОГО ГРАФИТА | 2000 |
|
RU2177092C1 |
| МЕТАЛЛИЧЕСКОЕ УПЛОТНИТЕЛЬНОЕ КОЛЬЦО | 2002 |
|
RU2218495C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРУГЛЕНИЯ ЛЕНТЫ РАСШИРЕННОГО ГРАФИТА НА РЕБРО | 2001 |
|
RU2201544C1 |
Устройство содержит опорный узел, смонтированный на горизонтально расположенном фланце уплотняемого соединения, горизонтальную штангу, установленную над уплотняемой поверхностью фланца в опорном узле с возможностью вращения вокруг оси фланца и радиального выдвижения, кассету с уплотнительной гофрированной лентой из расширенного графита, установленную на штанге с возможностью поворота вокруг вертикальной оси, и средство формирования уплотнения, установленное на штанге с возможностью силового воздействия на участок уплотнительной ленты со стороны ее наружной кромки. Повышает надежность изобретения. 4 з.п.ф-лы, 6 ил.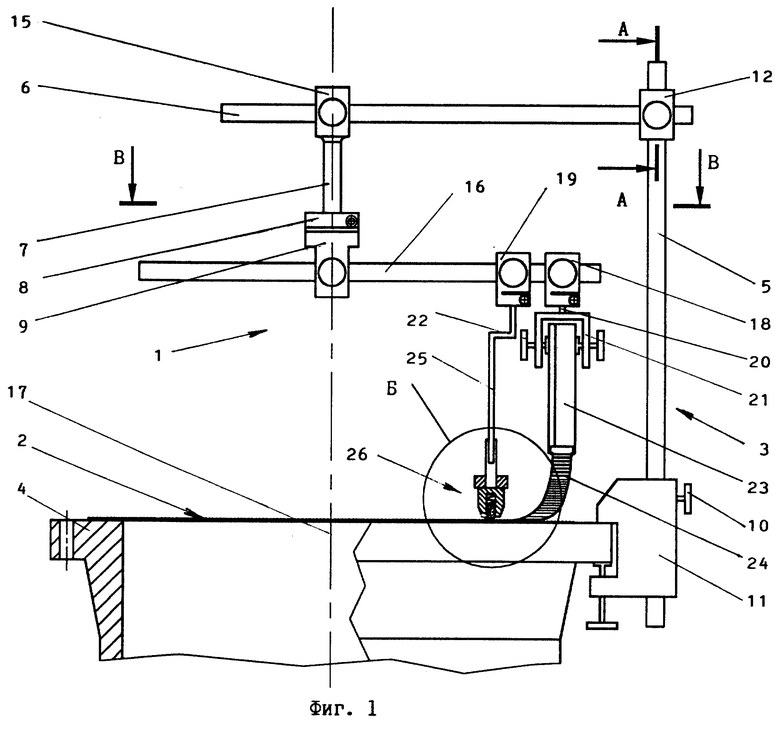
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА | 1996 |
|
RU2125674C1 |
| Способ изготовления уплотнительной прокладки из вспененного графита | 1988 |
|
SU1525384A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВИТАМИНА В (РИБОФЛАВИНА) | 1967 |
|
SU216184A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| УЧЕБНЫЙ РЕКВИЗИТ ЗАПАХОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ ДЛЯ КИНОЛОГИЧЕСКОЙ СЛУЖБЫ | 2013 |
|
RU2541408C1 |

