Изобретение относится к области термоэлектрического преобразования энергии, в частности к производству термоэлектрических составных ветвей термоэлемента, которые могут быть использованы для изготовления генераторов электроэнергии с высоким коэффициентом преобразования.
Расширение областей использования термоэлектричества в современной энергетике сдерживается относительно малой величиной КПД, что связано с низкой добротностью генераторных термоэлектрических материалов (ZT), которая не всегда превышает единицу. Соответственно, КПД ТЭГ не превышает ~5% для однокаскадных и ~8-10% для двухкаскадных модулей. Считается, что при КПД более 10% производство ТЭГ становится рентабельным, что приведет к существенному расширению масштаба их использования.
Технической задачей данного изобретения является создание способа изготовления составной ветви термоэлемента, работающей в широком диапазоне температур, обеспечивающей повышение коэффициента полезного действия термоэлемента.
Эффективность термоэлектрических материалов достигает максимальных величин в довольно ограниченной температурной области, поэтому они обычно подразделяются по температурной области их применения на низкотемпературные (TX<300°C), среднетемпературные (300°C<ТГ<600°C) и высокотемпературные ТГ>600°C. Так как единого термоэлектрического материала, эффективного во всех температурных диапазонах, не существует, то при создании термоэлектрических генераторов, работающих в широком диапазоне температур, термоэлектрическая ветвь должна состоять из секций различных материалов.
Известен способ изготовления двухсоставных ветвей из секций PbTe и SiGe методом горячего прессования, где в качестве переходного металлического слоя выбран вольфрам, который рекомендуется для покрытия твердого раствора Si-Ge из-за близости коэффициентов термического расширения (КТР). Указанные термоэлектрические материалы представляют наибольший интерес для космических энергетических систем. Каждый из этих материалов показывает достаточно высокий КПД в своем рабочем диапазоне температур, а именно ~5-7% для PbTe в диапазоне температур 25-500°C и 500-900°C для SiGe. При этом особое внимание уделяется подготовке поверхностей сочленяемых материалов. Соединение секций n-типа проводят при температуре 850-865°C, а секций p-типа при 840-850°C в атмосфере высокочистого Ar (содержание O2 не превышало 1,5 ppm) продолжительностью 25 мин. Данные о прочности такого соединения в работе отсутствуют (Патент США №3452423, H01L 7/4, 7/16, опубл. 01.07.1969).
К недостаткам такой технологии следует отнести использование горячего прессования для получения соединения на основе тугоплавкого металла, прочность которого не может конкурировать с соединением, полученным плазменным или ионно-плазменным напылением вольфрама. Кроме того, из-за большой разности КТР между W (~4,5⋅10-6 °C-1) и PbTe (~18⋅10-6°C-1) на границе могут возникать микротрещины в процессе охлаждения после нагревания.
Известен способ изготовления составных ветвей термоэлемента для работы в диапазоне температур 100-700°C горячим прессованием в графитовой пресс-форме с использованием графитовых пуансонов при температуре 500-550°C, в течение 1 ч в атмосфере Ar. Для ветви p-типа между секциями из скуттерудита, Zn4Sb3 и Bi0,4Sb1,6Te3, а также для ветви n-типа между секциями из CoSb3 и Bi2Te2,95Se0,05 в качестве металлического покрытия использовали Ti. При этом соединение секций на холодной стороне осуществляли пайкой низкотемпературным сплавом BiSn (рабочая температура ниже 138°C, которое образует очень непрочное паяное соединение, что особенно сказывается при термоциклировании), а на горячей стороне - среднетемпературным сплавом Cu22Ag56Zn17Sn5 (рабочая температура более 650°C). Было измерено удельное контактное сопротивление между теплопереходом из Nb и трехсоставными ветвями n- и p-типа, которое составило менее 5 мкОм⋅см2. На макете термоэлемента, состоящего из n-ветви (Bi2Te2,95Se0,05/CoSb3) и p-ветви (Bi0,4Sb1,6Te3β-Zn4Sb3/CeFe4Sb12), был достигнут КПД, равный ~10% (Патент США №6673996, МПК H01L 35/04, опубл. 06.01.2004).
Соединение ветвей методом пайки не является надежным, так, при использовании припоя в виде фольги в процессе образования паяного соединения часть жидкого припоя выдавливается из зоны контактирования секций, а при использовании порошкового припоя паяное соединение получается пористым, в результате чего повышается контактное сопротивление.
Известен способ изготовления двухсоставных ветвей из низкотемпературного ТЭМ Bi2Te3 и среднетемпературного ТЭМ PbTe, в котором также применяется горячее прессование в пресс-форме из Мо. При этом в качестве средства для нивелирования разницы в коэффициентах линейного расширения предлагается вносить переходный слой между ТЭМ и защитным слоем Fe на горячей стороне PbTe, состоящий из порошковой смеси 25% масс. Fe (с размерами частиц -44 мкм) + 75% масс. PbTe (-400 мкм), а на холодной стороне Bi2Te3 - из порошковой смеси 90% масс. Fe + 10% масс. Bi2Te3. Если горячее прессование проводили в вакууме при температуре 600°C, то нагрузка составляла 7000 psi (49,2 МПа), продолжительность процесса 1 ч; а при температуре 500°C нагрузка - 6000 psi (42,2 МПа), продолжительность процесса 2 ч или более (Заявка США №2012/0103381, МПК H01L 35/30, опубл. 03.05.2012).
Однако образующиеся поры в процессе горячего прессования порошковой смеси также повышают контактное сопротивление, как и микротрещины, возникающие из-за различий коэффициентов линейного между ТЭМ и металлическим покрытием.
Известен способ диффузионной сварки для изготовления трех- и двухсегментных ветвей термоэлементов из секций n-(Bi2Te3)90(Bi2Se3)10 и p-(Bi2Te3)25(Sb2Te3)75, n- и p-PbTe и p-TAGS-85 (состав которого (GeTe)0,85(AgSbTe2)0,15) с использованием соединительных стыков Cu/In/Cu. Для этого предварительно на образцы халькогенидов Bi и Sb химическим способом наносили никелевое покрытие, а на образцы PbTe никель наносили электролитическим способом. В обоих случаях толщина слоя Ni составляла 6-7 мкм. На горячей стороне p-TAGS-85 создавали сначала контактный слой прессованием порошка Мо толщиной ~50 мкм, что обусловлено сильным взаимодействием между TAGS и Ni. Только после этого наносили электролитическим способом Ni толщиной 6-7 мкм. Затем на соединяемые поверхности электролитическим способом наносили слои Cu толщиной 8-9 мкм из кислотного раствора меди, на которые осаждали электролитический слой In толщиной 9-10 мкм из сульфатного раствора при плотности тока 10 мА/см2. Затем соединяемые секции скрепляли между собой с помощью хомутов, обеспечивающих нагрузку 3-4 МПа и хороший газо- и теплообмен в процессе оплавления низкотемпературного слоя In. Первоначально множественные соединения секций в ветвях термоэлемента происходили одновременно во время прохождения за 9-12 мин сборки на ленточно-протяжном механизме через печь, нагретую до температуры, превышающей Тпл(In)=156,6°C. После этого горячую сборку переносили в печь с атмосферой азота, нагретую до 200°C, на 14-20 часов для завершения процесса термодиффузии. На составных ветвях n-типа были измерены термоэлектрические свойства при температурах от комнатной до 200°C. Удельное контактное сопротивление на образцах n-PbTe составило менее 40 мкОм⋅см2. При этом замечено влияние на сопротивление толщины образца, которая в эксперименте была 1, 3 и 5 мм. Такое же влияние наблюдалось на величину коэффициента Зеебека (J. Sharp et al; "Electric Resistivity and Seebeck Coefficient of Segmented Thermoelements", International Conference on Thermoelectrics, 2006 г.). Способ принят за прототип.
Данный способ-прототип имеет ряд существенных недостатков: во-первых, составные ветви, соединенные между собой диффузионной сваркой с помощью системы металлических покрытий Cu/In/Cu, для работы при температурах до 900°C не пригодны, так как, согласно фазовой диаграмме Cu-In, максимальная температура интерметаллического соединения в этой системе ограничена ~600°C. Требуется подбор других систем для высокотемпературных стыков. Во-вторых, к недостаткам способа следует отнести использование Cu при металлизации секций из термоэлектрических материалов, потому что, несмотря на наличие антидифузионного защитного слоя Ni, быстро диффундирующие атомы Си могут попадать (например, в результате поверхностной диффузии) в ТЭМ при высоких температурах и приводить к его деградации. Возможно, именно с этим связано достаточно высокие величины удельного контактного сопротивления.
Как следует из анализа приведенных примеров, пайка является относительно быстрым технологическим процессом. При этом для соединения секций в составные ветви термоэлемента, а также для соединения ветвей с теплопереходами часто используются способы пайки горячим прессованием. Пайкой соединяются вместе относительно плоские и не очень плоские поверхности, потому что в процессе соединения секций припой при нагреве образует жидкую фазу, которая растекается по поверхности, заполняя неровности. Однако основным недостатком паяного соединения является то, что оно не может выдерживать более высоких температур, чем температура пайки после ее завершения. Жидкий припойный металл недостаточно реагирует с сочленяемыми материалами, что требует изменения его температуры плавления; однако он по-прежнему имеет ту же температуру плавления, как и раньше до пайки, и паяное соединение на стыке будет расплавлено, если оно подвергается воздействию температуры, приближающейся к температуре пайки.
Техническим результатом изобретения является повышение коэффициента полезного действия термоэлемента.
Технический результат достигается тем, что в способе изготовления составной ветви термоэлемента, содержащей сегменты из низко-, средне- и высокотемпературных термоэлектрических материалов, формированием отдельных сегментов из термоэлектрических материалов и соединением их в ветвь методом диффузионной сварки согласно изобретению низкотемпературные сегменты ветви n- и p-типа проводимости формируют из двух секций каждый, при этом в качестве материалов для секций n-типа используют теллуриды висмута и селена составов Bi2Te2,7Se0,3 и Bi2Te2,85Se0,15, а в качестве материалов для секций p-типа используют теллуриды висмута и сурьмы составов Bi0,4Sb1,6Te3, и Bi0,27Sb1,73Те3, соединение секций в сегменты и сегментов в ветви термоэлемента осуществляют методом искрового плазменного спекания, при этом в качестве низкотемпературных секций n-и p-типа проводимости используют материалы, полученные методом горячей экструзии, а соединение низкотемпературных секций n- и p-типа осуществляют в графитовой пресс-форме в установке искрового плазменного спекания в вакууме ~0,1 Па при повышении температуры от комнатной до 400-450°C в течение 1-ой минуты, с выдержкой при этой температуре в течение 5-10 минут, под давлением 0,5 Мпа, и последующим охлаждением до комнатной температуры со скоростью 3°C/мин.
Сущность изобретения заключается в следующем.
Рабочий диапазон температур низкотемпературного сегмента составляет от 20°C (холодная сторона) до 300°C (горячая сторона). Характерной особенностью температурной зависимости термоэлектрической эффективности ZT является то, что эта величина имеет максимум в рабочей области температур термоэлектрического материала. Положение этого максимума зависит от концентрации носителей заряда. Поэтому в однородной по составу ветви ее отдельные участки работают не в оптимальных режимах. Для получения наилучших результатов требуется изменять концентрацию носителей заряда вдоль ветви таким образом, чтобы каждая из ее частей имела бы оптимальные свойства. Этого можно достичь на ветвях, состоящих из нескольких секций термоэлектрического материала, каждая из которых работает в условиях, близких к оптимальным. Наибольший эффект достигается при секционировании низкотемпературного сегмента.
При изготовлении материала для секций ветвей термоэлектрического материала n- и p-типа проводимости для низкотемпературного составного сегмента использовали метод горячей экструзии. Одним из важных преимуществ экструдированных материалов на основе халькогенидов висмута и сурьмы является более высокая механическая прочность по сравнению с материалами, полученными кристаллизацией из расплава и горячим прессованием. Механические свойства играют особую роль при коммутации секций в низкотемпературном сегменте и в работе генераторного термоэлемента и, соответственно, модуля на его основе в перепаде температур, т.к. в процессе подготовки и эксплуатации составных термоэлементов под влиянием градиента температуры ветви термоэлементов испытывают изгиб. Изгиб секций в термоэлементе приводит к возникновению напряжений сжатия термоэлектрического, антидиффузионного и коммутационного (соединительного) материалов в зоне горячего спая и растяжения их в той части ветви, которая будет впоследствии примыкать к холодной коммутационной шине. Причем, чем выше перепад температур на горячей и холодной сторонах ветви, тем сильнее проявляются эти эффекты. В свою очередь, это может приводить к растрескиванию ветвей. Поэтому прочность материала ветвей является важной характеристикой термоэлемента.
Для процесса формирования низкотемпературного сегмента составной ветви выбираются материалы n- и p-типа, обладающие высокой термоэлектрической эффективностью в различных интервалах температур, и из них вырезают образцы секций заданных геометрических размеров. В данном случае вырезали пластины, полученные методом экструзии. Секции n-типа состава Bi2Te2,7Se0,3 обладали электропроводностью при комнатной температуре 900 Ом-1см-1, а состава Bi2Te2,85Se0,15 - 2000 Ом-1см-1. Секции p-типа при комнатной температуре имели электропроводность 1050 Ом-1см-1 (Bi0,4Sb1,6Te3) и 1500 Ом-1см-1 (Bi0,27Sb1,73Te3). Соответственно максимум ZT для секций n-типа выбранных составов располагался при t1≈50°C и t2≈145°C. Для материала p-типа - t1≈80°C и t2≈125°C. В результате средняя величина ZT низкотемпературного сегмента, состоящего из двух секций различного состава, в интервале 20-300°C возрастает.
Процесс соединения секций низкотемпературного сегмента проводят методом искрового плазменного спекания. Этот метод заключается в спекании образцов в графитовой пресс-форме под давлением при воздействии униполярного импульсного тока, пропускаемого через образец, пуансоны и матрицу пресс-формы. Под воздействием тока спекание происходит при более низкой температуре, а плотность спрессованного изделия близка к теоретической. Режим проведения процесса: подъем температуры от комнатной до 400-450°C за 1 минуту, выдержка при этой температуре в течение 5-10 мин под давлением 0,5 МПа, охлаждение до комнатной температуры со скоростью 3 град/мин.
Пример осуществления способа.
Термоэлектрические материалы, используемые для генераторов электроэнергии с температурой до 1000°C, обычно разделяют по рабочим диапазонам температур на три группы:
- низкотемпературные (от 20 до 300°C);
- среднетемпературные (от 300 до 600°C);
- высокотемпературные (от 600°C).
Для каждой группы подбирались материалы с максимальным значением термоэлектрической эффективности. Для низкотемпературной секции составной ветви использовали материалы на основе теллуридов висмута, сурьмы и селена (n- и p-типа проводимости). Для среднетемпературной области использовали материалы на основе теллуридов свинца (n-тип) и германия (p-тип). В качестве материалов для высокотемпературной секции использовали твердые растворы на основе кремния и германия.
При изготовлении материала секций n- и p-типа проводимости для низкотемпературного составного сегмента использовали метод горячей экструзии. Двухсекционные низкотемпературные сегменты ветвей термоэлемента представляют собой термоэлектрические материалы на основе теллуридов висмута и сурьмы различного состава для p-типа (Bi0,4Sb1,6Te3 и Bi0,27Sb1,73Te3) и на основе теллуридов висмута и селена для n-типа (Bi2Te2,7Se0,3 и Bi2Te2,85Se0,15. В качестве секций для низкотемпературного сегмента использовали пластины диаметром 20 мм и толщиной 2 мм, полученные из экструдированных материалов соответствующих составов методом электроэрозионной резки. Далее проводили очистку поверхности секций с целью удаления следов электроэрозионной резки. Процесс очистки пластин проводили в ультразвуковой ванне в среде ацетона при температуре 50°C в течение 5 минут, после чего образцы промывали в проточной деионизованной воде. Затем повторяли эту операцию еще раз и высушивали пластины в вытяжном шкафу. Готовые секции упаковывали в пакеты типа «zip-lockbag» и помещали в бокс с инертной средой.
Перед соединением секций каждого сегмента необходимо активировать их поверхность. Активацию проводили путем холодной абразивной обработки поверхности секций термоэлектрического материала порошком, например, электрокорунда F120. С целью предотвращения взаимной диффузии основных компонентов и примесей между соседними секциями и исключения прямого контакта между ними вводили промежуточный антидиффузионый слой Ni, который обладает хорошей адгезией к термоэлектрическим материалам. Этот слой позволяет избежать деградации свойств отдельных секций и выравнивания концентрации носителей заряда при долговременной работе термоэлементов в перепаде температур. После нанесения никеля на пластины его необходимо защитить от окисления. Для защиты поверхности никеля от кислорода, воды (при последующей электроэрозионной резке секции на ветви) наносили слой олова. Олово и никель наносили электролитическим способом.
После подготовки низкотемпературных секций их укладывали в пресс-форму из графита обработанными поверхностями друг к другу. Далее проводили процесс искрового плазменного спекания ИПС в вакууме ~0,1 Па. Условия проведения процесса: нагрев до температуры 400-450°C за 1 мин, время выдержки при этой температуре 5-10 мин под давлением 0,5 МПа. Скорость охлаждения 3°C/мин. Соединение секций низкотемпературного сегмента осуществляли посредством соединительных слоев Co3Sn2.
Среднетемпературный сегмент n-типа состоит из секций термоэлектрического материала на основе: PbTe0,9947I0.0053 и PbTe0,997I0.003. Для p-типа использовали секции состава Ge0,94Bi0,03Pb0,03Te и Pb0,9Sn0,1Te. Горячая сторона среднетемпературного сегмента ветви заканчивается оловянированным медным электродом. Для исключения взаимодействия меди с термоэлектрическим материалом между ними создавался антидиффузионный слой. Формирование среднетемпературного сегмента проводили спеканием в установке ИПС. В едином процессе искрового плазменного спекания секций p-типа между GeTe и медным электродом формировали слой PbSnTe.
Соединение низкотемпературного и среднетемпературного сегментов осуществляли методом искрового плазменного спекания посредствам фольги, содержащей в своей основе свинец, олово и серебро (93/5/2 соответственно).
В качестве материала для высокотемпературного сегмента использовали твердый раствор Si0,8Ge0,2, легированный фосфором (p-тип) и бором (n-тип). Коммутация ветвей по обеим сторонам была многослойной и состояла из нескольких слоев металлов и графита. Для соединения металлической шины с материалом ветвей использовали сплав SiGe, обогащенный германием. Соединение высокотемпературного и среднетемпературного сегментов осуществляли пастой дисульфида молибдена, нанесенной на горячую сторону среднетемпературного сегмента.
Окончательно термоэлемент формировали посредством пайки с холодной стороны свинцовым припоем с использованием медных шин. С помощью теплопроводной пасты КПТ-8 термоэлемент присоединяли к керамической пластине на основе Al2O3.
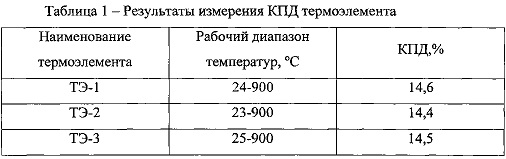
Измерение КПД полученных термоэлементов проводили на установке измерения коэффициента полезного действия генераторных элементов фирмы «ЭПС». Результаты показали, что при перепаде температур от 900 до 25°C значение КПД превышает 14% (таблица 1).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составной ветви термоэлемента, работающей в диапазоне температур от комнатной до 900o C | 2015 |
|
RU2607299C1 |
| Способ получения наноструктурированных термоэлектрических материалов | 2022 |
|
RU2794354C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ ВЫСОКОЭФФЕКТИВНЫЙ ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 2009 |
|
RU2550799C2 |
| Способ получения термоэлектрического материала на основе теллурида висмута | 2021 |
|
RU2765275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОПЛЕНОЧНЫХ КОНТАКТОВ НА ОСНОВЕ СПЛАВОВ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2023 |
|
RU2818108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОБАТАРЕИ | 2018 |
|
RU2694797C1 |
| СПОСОБ ЭКСТРУЗИИ ТЕРМОЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ ХАЛЬКОГЕНИДОВ ВИСМУТА И СУРЬМЫ | 2011 |
|
RU2475333C1 |
| Способ получения термоэлектрического материала р-типа проводимости на основе твердых растворов BiTe-SbTe | 2017 |
|
RU2683807C1 |
| СПОСОБ КОММУТАЦИИ ВЫСОКОТЕМПЕРАТУРНЫХ ТЕРМОЭЛЕМЕНТОВ | 2023 |
|
RU2820509C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ЭЛЕМЕНТ | 2022 |
|
RU2800055C1 |
Изобретение относится к области термоэлектрического преобразования энергии. Сущность: формируют отдельные сегменты из низко-, средне- и высокотемпературных термоэлектрических материалов и соединяют их между собой. Низкотемпературные сегменты ветви n- и p-типа проводимости формируют из двух секций методом искрового плазменного спекания каждый. В качестве материалов для секций n-типа используют теллуриды висмута и селена составов Bi2Te2,7Se0,3 и Bi2Te2,85Se0,15. В качестве материалов для секций p-типа используют теллуриды висмута и сурьмы составов Bi0,4Sb1,6Te3 и Bi0,27Sb1,3Te3, полученные методом горячей экструзии. Соединение низкотемпературных секций n- и p-типа осуществляют в графитовой пресс-форме в установке искрового плазменного спекания в вакууме ~0,1 Па при повышении температуры от комнатной до 400-450°C в течение 1-ой минуты с выдержкой при этой температуре в течение 5-10 минут под давлением 0,5 МПа и последующим охлаждением до комнатной температуры со скоростью 3°C/мин. Технический результат: повышение коэффициента полезного действия термоэлемента. 2 з.п. ф-лы, 1 табл.
1. Способ изготовления составной ветви термоэлемента, содержащей сегменты из низко-, средне- и высокотемпературных термоэлектрических материалов, формированием отдельных сегментов из термоэлектрических материалов и соединением их методом диффузионной сварки, отличающийся тем, что низкотемпературные сегменты ветви n- и p-типа проводимости формируют из двух секций методом искрового плазменного спекания каждый, при этом в качестве материалов для секций n-типа используют теллуриды висмута и селена составов Bi2Te2,7Se0,3 и Bi2Te2,85Se0,15, а в качестве материалов для секций p-типа используют теллуриды висмута и сурьмы составов Bi0,4Sb1,6Te3, и Bi0,27Sb1,73Te3.
2. Способ по п. 1, отличающийся тем, что соединение низкотемпературных секций n- и p-типа осуществляют в графитовой пресс-форме в установке искрового плазменного спекания в вакууме ~0,1 Па при повышении температуры от комнатной до 400-450°C в течение 1-ой минуты, с выдержкой при этой температуре в течение 5-10 минут, под давлением 0,5 МПа, и последующим охлаждением до комнатной температуры со скоростью 3°C/мин.
3. Способ по п. 1, отличающийся тем, что в качестве низкотемпературных секций n- и p-типа проводимости используют материалы, полученные методом горячей экструзии.
| US 20120103381 A1, 03.05.2012 | |||
| US 2013167896 A1, 04.07.2013 | |||
| CN 104993740 A, 21.10.2015 | |||
| US 6673996 B2, 06.01.2004 | |||
| ПОЛУПРОВОДНИКОВОЕ ДЛИННОМЕРНОЕ ИЗДЕЛИЕ ДЛЯ ТЕРМОЭЛЕКТРИЧЕСКИХ УСТРОЙСТВ | 1999 |
|
RU2181516C2 |

