Изобретение относится к абразивной промышленности и может быть использовано при изготовлении шлифовальных кругов.
В связи со значительным повышением стоимости шлифовальных кругов в настоящее время стала особенно актуальной задача повышения стойкости круга (уменьшения его расхода). Решить эту задачу можно путем совершенствования конструкции шлифовального круга.
Заявляемое изобретение направлено на решение задачи, заключающейся в повышении стойкости шлифовальных кругов и, соответственно, уменьшении их расхода.
Известны устройства для формования шлифовального круга по схеме двустороннего прессования (см. Оборудование и оснастка предприятий абразивной и алмазной промышленности /Под ред. В.А. Рыбакова. Л.: Машиностроение, Ленинградское отд., 1981. С. 154-156).
Недостатком указанных аналогов является то, что они предназначены для изготовления только стандартных шлифовальных кругов, имеющих относительно невысокую стойкость.
Наиболее близкой по технической сущности к заявляемому изобретению является выбранная в качестве прототипа пресс-форма, снабженная основанием, оправкой, верхней и нижней формовочными плитами, распорной втулкой и наружным чашеобразным кольцом для наращивания формовочной камеры (авт. св. N 1404315A2. Устройство для формования абразивного инструмента /Р.Б. Мартиросян, Т.Г. Африкян, Р.Р. Мартиросян. Опубл. в Б.И., 1988. N 23).
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки: основание, оправка, на которой крепятся верхняя и нижняя формовочные плиты, камера.
Недостатком прототипа, как и указанных выше аналогов, является то, что они не позволяют изготовить шлифовальные круги, обеспечивающие оптимальный расход круга на единицу объема сошлифованного металла.
Технический результат - повышение стойкости шлифовального круга и тем самым снижение его расхода.
Для достижения поставленной цели заявляемое изобретение - устройство для формования шлифовального инструмента - содержит следующие общие, выраженные определенными понятиями существенные признаки, совокупность которых направлена на решение только одной, связанной с техническим результатом задачи: на верхней и нижней формовочных плитах равномерно расположены вкладыши длиной l = (Dн - Dи)/2 (Dн - максимальный диаметр круга, мм; Dи - диаметр предельно изношенного круга, мм), имеющие в продольном и поперечном сечениях форму равнобочной трапеции, вкладыши на верхней и нижней формовочных плитах смещены относительно друг друга на угол α = π/m , где количество вкладышей на одной плите m = 1/(n • t), где n - число оборотов шлифовального круга, об/с; t - время максимально допустимого контакта режущего выступа круга с обрабатываемой поверхностью заготовки, с.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки и их причинно-следственная связь с техническим результатом: на верхней и нижней формовочных плитах равномерно расположены вкладыши, имеющие в поперечном и продольном сечениях трапециидальную форму, количество вкладышей на каждой формовочной плите определяется по формуле: m = l/(n • t). Пресс-форма выполнена таким образом, что в сборе вкладыши на верхней формовочной плите смещены относительно вкладышей на нижней формовочной плите на угол α = π/m.
Отличительные признаки заявляемого изобретения обеспечивают возможность изготовления шлифовального круга с режущими выступами и радиальными пазами, благодаря которым шлифовальный круг приобретает свойства прерывистого круга со всеми его преимуществами. Формирование режущих выступов на рабочей поверхности и радиальных пазов на обоих торцах шлифовального круга, имеющих в поперечном и радиальном сечениях форму равнобочной трапеции, в процессе его изготовления позволяет существенно повысить его стойкость путем заполнения этих пазов твердой смазкой на следующем этапе его изготовления и за счет прерывистости его рабочей поверхности.
По имеющимся у авторов сведениям совокупность существенных признаков, характеризующих сущность заявляемого изобретения не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов, сущность заявляемого изобретения не следует явным образом из известного уровня техники, так как из него не выявляется вышесказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе может быть многократно использована в инструментальной промышленности при изготовлении шлифовальных кругов.
Получение технического результата, заключающегося в повышении стойкости шлифовальных кругов, изготовленных при помощи заявляемого устройства для формования шлифовального круга, позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
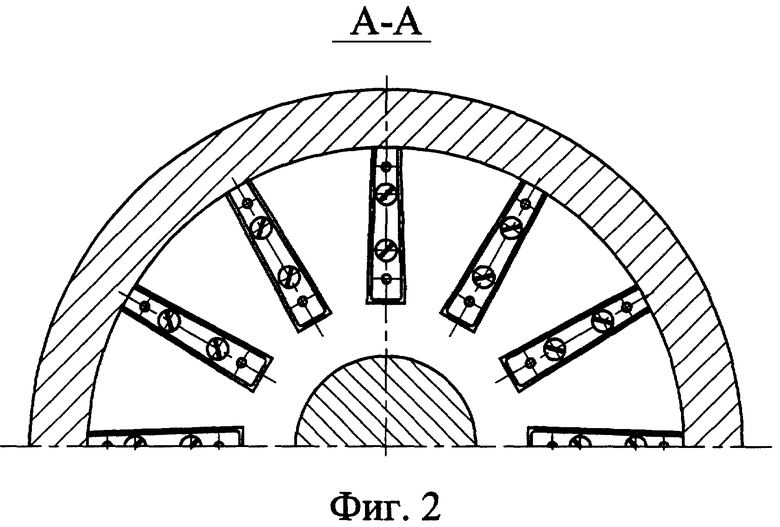
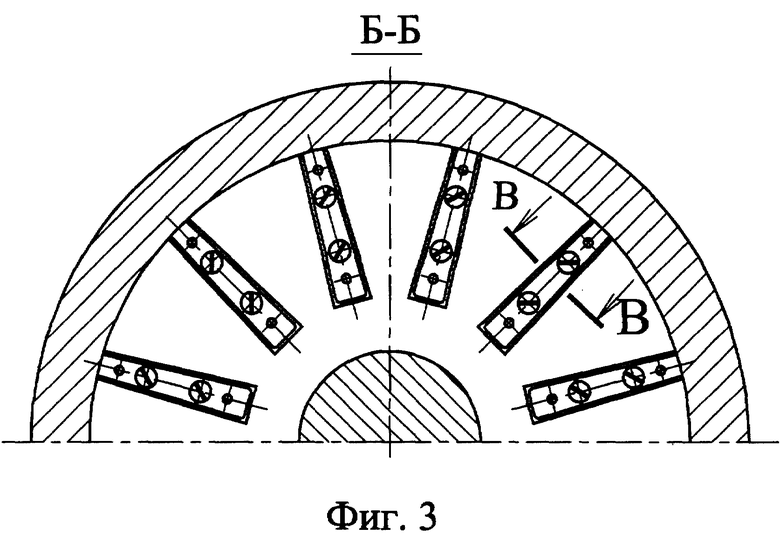
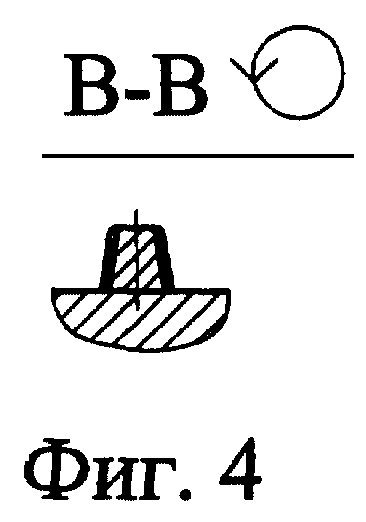
Сущность изобретения поясняется графическими материалами, на которых изображено: на фиг. 1 - чертеж общего вида пресс-формы; на фиг. 2 - чертеж разреза А-А, на фиг. 3 - чертеж разреза Б-Б, на фиг. 4 - чертеж разреза В-В.
Заявляемое изобретение - устройство для формования шлифовального круга - состоит из основания 1, на которое устанавливается и фиксируется с помощью штифта 2 камера 3, нижней 4 и верхней 5 формовочных плит, на которых с помощью винтов 6 и штифтов 7 установлены и закреплены вкладыши 8, имеющие в продольном и поперечном сечениях форму равнобочной трапеции, оправки 9, которая запрессована в основание 1, крышки 10, которая крепится к пуансону пресса, штифтов 11 и 12 и ручек 13. Верхняя 5 и нижняя 4 формовочные плиты сориентированы в камере 3 при помощи штифтов 11 и 12 таким образом, что вкладыши 8 на верхней формовочной плите 5 смещены относительно вкладышей на нижней формовочной плите 4 на угол α = π/m. Для установки и снятия после прессования верхней формовочной плиты 5 предназначены ручки 13.
Устройство для формования шлифовального круга работает следующим образом. Перед началом работы верхняя крышка 10 закрепляется на пуансоне пресса. Основание 1 с оправкой 9 и камера 3 закрепляются на столе пресса. Затем на оправку 9 устанавливается нижняя формовочная плита 4 и при помощи штифта 12 фиксируется в строго определенном положении. Формовочная смесь, содержащая компоненты материала круга, засыпается в камеру пресс-формы. Устанавливается верхняя формовочная плита 5, положение которой относительно камеры 3 фиксируется штифтом 11. Затем осуществляется прессование шлифовального круга. После завершения процесса формования пуансон вместе с крышкой 10 отходит в крайнее верхнее положение. Выталкиватель пресса через технологические отверстия в основании 1 выдвигает из камеры 3 верхнюю и нижнюю формовочные плиты вместе с формованным шлифовальным кругом. После этого отделяют верхнюю и нижнюю формовочные плиты от шлифовального круга. Шлифовальный круг сушат, подвергают термообработке и заполняют радиальные пазы твердой смазкой.
Заявляемое изобретение не оказывает вредного воздействия на окружающую среду.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113342C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167048C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153972C2 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153974C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153971C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153412C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ШЛИФОВАЛЬНОГО КРУГА С РАДИАЛЬНЫМИ ПАЗАМИ | 2001 |
|
RU2205740C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2193962C1 |
Изобретение относится к абразивной промышленности и может быть использовано при изготовлении шлифовальных кругов. На основании смонтированы камера, оправка, верхняя и нижняя формовочные плиты и крышка. На формовочных плитах установлены вкладыши для образования на шлифовальном круге режущих выступов и радиальных пазов. Длину вкладышей l определяют из следующего выражения: l = (Dн - Dи)/2, где Dн - диаметр нового круга; Dи - диаметр предельно изношенного круга. Вкладыши в продольном и поперечном сечениях имеют форму равнобочной трапеции. Вкладыши верхней плиты смещены относительно вкладышей нижней плиты на угол α = π/m, где m - количество вкладышей на одной плите, m = 1/(n•t), где n - число оборотов шлифовального круга в секунду, а t - время максимально допустимого контакта режущего выступа круга с обрабатываемой поверхностью заготовки. В результате обеспечивается повышение стойкости полученного шлифовального круга и снижение расходов на его изготовление. 3 ил.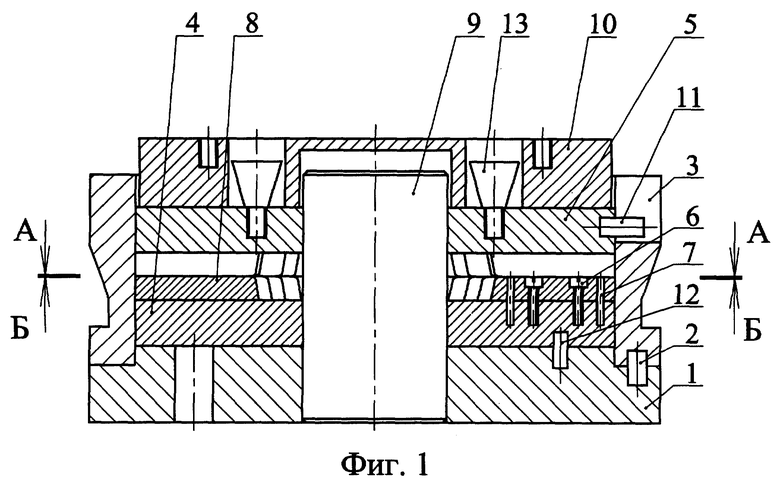
Устройство для формования шлифовального круга, содержащее смонтированные на основании камеру, оправку, верхнюю и нижнюю формовочные плиты и крышку, отличающееся тем, что оно снабжено вкладышами для образования на шлифовальном круге режущих выступов и радиальных пазов, равномерно расположенными на верхней и нижней формовочных плитах и выполненными длиной, определяемой из следующего выражения:
l = (Dн - Dи)/2,
где l - длина вкладыша, мм;
Dн - диаметр нового круга, мм;
Dи - диаметр предельно изношенного круга, мм,
при этом упомянутые вкладыши выполнены с поперечным и продольным сечениями в форме равнобочной трапеции, а вкладыши верхней формовочной плиты смещены относительно вкладышей нижней формовочной плиты на угол α, равный
α = π/m,
где m - количество вкладышей на одной плите
m = 1/(n • t),
где n - число оборотов шлифовального круга в секунду, об/с;
t - время максимально допустимого контакта режущего выступа круга с обрабатываемой поверхностью заготовки, с.
| SU 1404315 A2, 23.06.88 | |||
| Способ изготовления абразивного инструмента | 1979 |
|
SU1247255A1 |
| Устройство для формования абразивного инструмента | 1985 |
|
SU1315274A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2115536C1 |
| Шлифовальный круг | 1987 |
|
SU1563958A1 |
| US 5009673 A, 23.04.91 | |||
| Способ определения основных характеристик двигателя и трансмиссии автотранспортного средства | 2015 |
|
RU2614743C1 |
| US 3443343 A, 13.05.69. | |||
