Изобретение относится к огнеупорной промышленности и может быть использовано при изготовлении огнеупорных изделий для футеровки тепловых агрегатов с температурой эксплуатации до 1400oC.
Известен безобжиговый огнеупор /Ильина Н.В. и др. Футеровки вращающихся печей цементной промышленности. - М.: Стройиздат, 1967. - С. 46./ [1] из клинкерно-цементного бетона, включающего, мас. %:
Портландцементный клинкер - 50 - 67
Портландцемент - 33 - 50
Основными недостатками являются:
медленная скорость твердения;
резкое снижение прочности при эксплуатационных температурах;
низкая термическая стойкость (одна теплосмена 1300oC - вода);
состав дорогостоящий, состоящий из клинкерных компонентов.
Известна также сырьевая смесь для изготовления огнеупорного бетона /а.с. СССР N 1077860, М.Кл. С 04 В 35/66, 28/06. Сырьевая смесь для изготовления огнеупорного бетона /Шполянский М.А., Вакк Э.Г. и др. - Опубл. 30.06.87. - Бюл. N 24, 1987 // Открытия. Изобретения./ [2], в которой роль гидравлического связующего выполняют алюминаты кальция. Сырьевая смесь имеет следующий состав, мас.%:
Отход носителя катализатора конверции природного газа - 60 - 80
Алюминаты кальция - 20 - 40
Такой состав связующего и заполнителя обеспечивает набор прочности в более короткие сроки, чем из клинкерно-цементного бетона, а преобладание в составе Al2O3 - достаточно высокую температуру применения.
Однако этот состав имеет свои недостатки. Главным недостатком является значительное, почти в два раза, снижение прочности после обжига. Этот эффект объясняется деструкцией, начиная с дегидратации, цементного камня, состоящего из гидроалюминатов кальция. Кроме того, состав дорогостоящий, требующий дефицитного клинкерного компонента - специально изготовленных клинкерных алюминатов кальция.
В составе /Арбузова Т.Е., Сухов В.Ю., Рябова М.В. Технология композиционных прессованных материалов общестроительного и специального назначения. - Строительные материалы, N 8, 1998. - С. 10-12./ [3] отсутствуют некоторые из перечисленных недостатков. В состав связующего входят не дефицитные компоненты: известь и опока. Для приготовления вяжущего не требуется высокотемпературный обжиг. Существенный набор прочности происходит уже при прессовании изделий за счет контактно-конденсационного твердения. Однако такой состав нельзя применять для футеровок тепловых агрегатов из-за деструкции цементного камня, происходящего при нагревании.
Известная огнеупорная масса /а.с. СССР N 1502534, М.Кл. С 04 В 33/22. Огнеупорная масса / Суворов С.А., Макаров В.Н. и др. - Опубл. 23.08.89. - Бюл. N 31, 1989 // Открытия. Изобретения./ [4] содержит некоторые аналогичные с заявляемым составом компоненты, а именно: отработанный катализатор производства серы и шамотный заполнитель. Однако она по составу, соотношению компонентов, техническй сущности и достигаемому результату отличается от заявляемого: изделия после формования не имеют монтажной прочности, перед применением их необходимо обжигать, как и известные штучные огнеупоры.
Наиболее близким по технической сущности и достигнутому результату является состав безобжигового огнеупора (прототип) /Патент РФ N 2016875, М.Кл. С 04 В 35/00. Безобжиговый огнеупор / Перепелицин В.А., Спрыгин А.И. и др. - Опубл. 30.07.94. - Бюл. N 14, 1994 // Открытия. Изобретения./ [5], включающий:
Трехкальциевый силикат - 35 - 60
Четырехкальциевый алюмоферрит - 2 - 5
Периклаз - 10 - 18
Магнезиальный шпинелид - 3 - 6
Двухкальциевый силикат - Остальное
Безобжиговый огнеупор изготовляют путем смешения сырьевых компонентов, затворения полученной смеси водой, прессования изделий и выдержки спрессованных изделий на воздухе, после чего изделия готовы к эксплуатации. Содержащиеся в огнеупоре четырехкальциевый алюмоферрит и трехкальциевый силикат обеспечивают интенсивное формирование гидратационной и керамической структуры, а периклаз и магнезиальный шпинелид являются высокоогнеупорными наполнителями. Гидратационные составляющие способствуют получению значительной прочности после твердения, а спекание при термообработке - сохранению значительной части набранной прочности.
Недостатками данного состава являются:
низкая относительная прочность при эксплуатационных температурах (по сравнению с исходной после твердения);
состав дорогостоящий, требующий дефицитных материалов.
Техническим результатом изобретения является повышение остаточной прочности при эксплуатационных температурах, повышение термической стойкости, снижение себестоимости производства, а также утилизация отходов производства.
Технический результат в изобретении достигается тем, что в качестве гидратационных компонентов вяжущего используются известь и трепел, в качестве компонентов, формирующих керамическую структуру, - отработанный катализатор производства серы и пиритные огарки, а в качестве заполнителя - шамот фракционного состава, мас.%: фракции 0...0,63 мм - 25; фракции 0,63...1,25 мм - 12,5; фракции 1,25...2,5 мм - 62,5; при следующем соотношении компонентов, мас. %: отработанный катализатор производства серы 20,0 - 22,1; пиритные огарки 5,3 - 6,8; трепел 5,6 - 7,2; известь 6,0 - 6,68; шамот 57,5 - 62,5.
Отработанный катализатор производства серы - 20,0 - 22,1
Пиритные огарки - 5,3 - 6,8
Трепел - 5,6 - 7,2
Известь - 6,0 - 6,68
Шамот - 57,5 - 62,5
Отработанный катализатор производства серы представляет собой округлые гранулы диаметром 3 - 7 мм с удельной поверхностью 100 - 125 м2/г и состоит на 95 - 97% из химически активного компонента - γ-Al2O3. В составе примесей присутствуют сера, сульфаты и углерод /Менковский М.А., Яворский В.Г. Технология серы. - М.: Химия, 1985. - 328 с./ [6].
Пиритные огарки образуются при обжиге флотационных колчеданов в печах кипящего слоя. Основным компонентом является оксид железа. В составе примесей присутствуют кремнезем и закись железа.
Трепел является бежево-серой рассыпчатой породой, состоящей из аморфного кремнезема с включениями железистых опоковидных обломков.
Известь кальциевая негашеная комовая.
Шамот получен обжигом глины и последующим дроблением.
Увеличение прочности после формования изделий из керамобетона достигнуто за счет присутствия в составе извести и трепела, обеспечивающих контактно-конденсационное твердение при прессовании /Арбузова Т.Е., Сухов В.Ю., Рябова М. В. Технология композиционных прессованных материалов общестроительного и специального назначения. - Строительные материалы, N 8, 1998. - С. 10-12. /[3].
Повышение прочности изделий из керамобетона после обжига получено за счет целенаправленных процессов твердофазового спекания вяжущего, в котором активная форма глинозема образует непрерывный ряд твердых растворов с добавками в широком температурном интервале, а также образуются другие упрочняющие соединения между компонентами шихты.
Известно /Диаграммы состояния силикатных систем: Справочник. Вып. 2. Металл-кислородные соединения силикатных систем / Торопов Н.А., Барзаковский В. П. и др. - Ленинград: Наука, Ленингр. отд., 1970. - С. 18-34./ [7], что повышенная активность γ-Al2O3 к химическому взаимодействию с другими компонентами проявляется до 940oC, а умеренная - до 1200oC, то есть до температуры перехода в α-Al2O3.
Ускорение спекания глинозема наблюдается в присутствии добавок, способных образовывать твердые растворы в глиноземе /Куколев Г.В., Леве Е.Н. Влияние способа получения и степени дисперсности глинозема на его спекаемость в присутствии различных добавок. - Журнал практической химии. Т. XXVIII, N 9, 1955. - С. 909-915./ [8]. К таким добавкам относится Fe2O3. Температура начала образования твердого раствора на основе Al2O3 в системе Al2O3 - Fe2O3 около 900oC. При повышении температуры вплоть до 1400oC количество оксида железа в составе твердого раствора увеличивается /Диаграммы состояния силикатных систем: Справочник. Вып. 1. Двойные системы / Торопов Н.А., Барзаковский В.П. и др. - Ленинград: Наука, Ленинград, отд., 1970. С. 257-260./ [9] . Соотношение между компонентами вяжущего (известью, трепелом, отработанным катализатором производства серы и пиритными огарками) в предлагаемом составе выбрано с учетом следующих положений:
1) соотношение между известью и трепелом взято оптимальное для проявления контактно-конденсационных свойств /Арбузова Т.Е., Сухов В.Ю., Рябова М. В. Технология композиционных прессованных материалов общестроительного и специального назначения. - Строительные материалы, N 8, 1998. - С. 10-12/ [3];
2) суммарное количество извести и трепела взято минимальное для обеспечения транспортной прочности изделий после формования;
3) соотношение между отработанным катализатором и пиритными огарками, в составе которых кроме Fe2O3, присутствуют оксиды FeO и SiO2, определено расчетным методом по химическому составу компонентов и молекулярным массам оксидов так, чтобы все компоненты не оставались инертными и образовывали при обжиге между собой твердые растворы или соединения. При этом было учтено, что возможны следующие реакции:
а) при температуре более 700oC происходит деструкция гидросиликатов кальция, сыгравших свою роль для обеспечения нужной прочности после формования: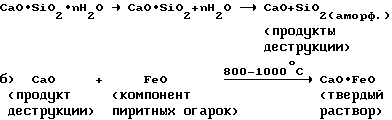
/Диаграммы состояния силикатных систем: Справочник. Вып. 1. Двойные системы / Торопов Н. А. , Барзаковский В.П. и др. - Ленинград: Наука, Ленинград, отд., 1970. - С. 151-153/ [9];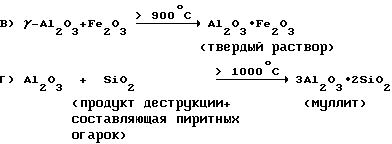
Подбор гранулометрического состава заполнителя производился с условием получения смеси, обладающей максимальной плотностью, чтобы уменьшить усадочные деформации при термообработке. Такими свойствами обладает смесь следующих фракций, мас.%: фр. 1,25...2,5 - 62,5: фр. 0,63...1,25 - 12,5; фр. < 0,63 - 25.
Оптимальное соотношение между вяжущим и заполнителем подбиралось для обеспечения достаточной монтажной и рабочей прочности.
Для экспериментов были использованы:
отработанный катализатор производства серы Стерлитамакского газоперерабатывающего комплекса;
трепел Городецкого месторождения;
кальциевая известь с активностью 84%;
пиритные огарки Чапаевского химзавода;
в качестве заполнителя - дробленный и фракционированный шамот марки ША.
Химические составы компонентов приведены в табл. 1.
Предлагаемый состав керамобетона иллюстрируется примерами, приведенными в табл. 2.
При изготовлении изделий из керамобетона, отдозированные по массе компоненты вяжущего подвергались сухому совместному помолу в шаровой мельнице до удельной поверхности 1500 - 2500 см2/г. Полученный порошок затворяли водой в соотношении 1 : 1,1 и подвергали интенсивной гидратации суспензии с помощью быстроходного смесителя в течение 30-40 мин. После этого в гидратированную массу вяжущего вводился заполнитель оптимального грансостава. Полученная смесь подсушивалась до формовочной влажности 10-15%. Изделия прессовались при давлении 60 МПа в металлических пресс-формах с двухсторонним прессованием, затем высушивались при температуре 120oC до полной потери влаги. Полученные изделия обжигали в конструкции по ускоренному режиму: подъем температуры до максимальной со скоростью 300oC/ч, выдержка при максимальной температуре 1300 и 1400oC - 3 часа, охлаждение - 7 часов. Результаты испытаний образцов после обжига представлены в табл. 3.
Из данных, представленных в табл. 2 и 3 следует, что составы 1-3 являются оптимальными по прочности после формования и обжига, а также по термической стойкости. При выходе за граничные пределы цель изобретения не достигается. Составы N 4 - 7 имеют более низкие значения термической стойкости, определенной по количеству теплосмен по двум режимам. Для состава N 4, где содержание трепела и извести выше верхнего предела, характерна максимальная прочность после формования, но процессы последующей интенсивной деструкции гидросиликатов кальция приводят к значительному понижению прочности после обжига. При уменьшении содержания трепела и извести изделия после формования получаются малопрочные (состав N 5), что объясняется недостаточным содержанием гидросиликатов кальция.
Введение пиритных огарков выше верхнего предела, как у состава N 6 не приводит к повышению прочности. При недостатке пиритных огарок (состав N 7), процессы твердофазовых реакций не проходят до конца, что сказывается на прочности. Увеличение содержания отработанного катализатора не рационально, так как это наиболее ценный компонент, и, кроме того, превышение его доли не приводит к существенному изменению свойств (состав N 7). При содержании отработанного катализатора меньше нижнего предела (составы N 4 и 6) глинозема не хватает для прохождения твердофазовых реакций и прочность после обжига снижается.
При суммарном количестве вяжущих компонентов (отработанного катализатора, пиритных огарок, извести и трепела) более 42,5% (составы N 4 и 5) зафиксирована наибольшая величина линейных изменений (усадки) после термообработки.
Наибольшая прочность у составов с содержанием шамотного заполнителя 57,5-62,5%. С увеличением количества заполнителя (составы N 6 и 7) прочность как до обжига, так и после него падает. Однако введение большего количества заполнителя уменьшает усадку изделий. Вместе с тем, прочность образцов с 57,5-62,5% заполнителя как до обжига, так и после него, оказывается достаточной для монтажа и работы любой конструкции теплового агрегата.
Значения прочности при сжатии образцов после термообработки в 4,7-5 раз выше прочности образцов после сушки. Эти данные подтверждают прохождение твердофазовых реакций между активным глиноземом отработанного катализатора и оксидом железа, а также между продуктами деструкции.
Тенденция изменения прочности по прототипу - другая, так как при термообработке сначала наблюдается спад прочности, а потом незначительное повышение (табл. 3). Низкая прочность изделий после обжига по прототипу объясняется наличием в составе не активных, инертных к взаимодействию компонентов. Упрочнение происходит только за счет жидкостного спекания (склеивания) уже готовых тугоплавких фаз типа периклаза и магнезиального шпинелида, которое обеспечивается за счет образования расплава.
Сопоставительный анализ с прототипом позволяет сделать вывод о том, что заявляемый состав отличается от известного. Благодаря отличиям предложенного состава достигается новый положительный эффект, выраженный в повышении остаточной прочности безобжигового огнеупора после обжига (при эксплуатационных температурах) и повышении термической стойкости, а также в охране окружающей среды за счет утилизации двух отходов: отработанного катализатора производства серы и пиритных огарков. Кроме того, предлагаемый состав безобжигового огнеупора по сравнению с прототипом имеет и другие преимущества:
технологические - так как снижается удельное давление прессования с 120 до 60 МПа;
экономические - снижается стоимость за счет замены специально обожженных клинкерных составляющих на промышленные отходы;
экологические - решается экологическая проблема, так как утилизируются два вида многотоннажных отходов.
Таким образом, проведенный заявителем поиск по научно-техническим и патентным источникам информации аналогов и выбранный из перечня аналогов прототип позволил выявить отличительные признаки в заявляемом техническом решении, следовательно, заявляемый состав безобжигового огнеупора удовлетворяет критерию изобретения "новизна".
В обнаруженной информации отсутствуют сведения об указанном техническом результате, из нее не выявляется влияние отличительных признаков на достижение технического результата, следовательно, данное техническое решение удовлетворяет критерию "изобретательский уровень". Критерий изобретения "промышленная применимость" подтверждается тем, что использование предлагаемого состава позволит найти широкое применение многотоннажным отходам, внедрение предлагаемого технического решения не потребует существенных капитальных затрат.
Источники информации
1. Ильина Н. В. и др. Футеровки вращающихся печей цементной промышленности. - М.: Стройиздат, 1967. - С. 46.
2. А. с. СССР N 1077860, М.Кл. С 04 В 35/66, 28/06. Сырьевая смесь для изготовления огнеупорного бетона / Шполянский М.А., Вакк Э.Г. и др. - Опубл. 30.06.87. - Бюл. N 24, 1987 // Открытия. Изобретения.
З. Арбузова Т.Е., Сухов В.Ю., Рябова М.В. Технология композиционных прессованных материалов общестроительного и специального назначения. - Строительные материалы, N 8, 1998. - С. 10-12.
4. А.с. СССР N 1502534, М.Кл. С 04 В 33/22. Огнеупорная масса / Суворов С. А. , Макаров В.Н. и др. - Опубл. 23.08.89. - Бюл. N 31, 1989 // Открытия. Изобретения.
5. Патент РФ N 2016875, М.Кл. С 04 В 35/00. Безобжиговый огнеупор / Перепелицин В. А., Спрыгин А.И. и др. - Опубл. 30.07.94. - Бюл. N 14, 1994 // Открытия. Изобретения.
6. Менковский М.А., Яворский В.Г. Технология серы. - М.: Химия, 1985. - 328 с.
7. Диаграммы состояния силикатных систем: Справочник. Вып. 2. Металл-кислородные соединения силикатных систем / Торопов Н.А., Барзаковский В.П. и др. - Ленинград: Наука, Ленингр. отд., 1970. - С. 18-34.
8. Куколев Г.В., Леве Е.Н. Влияние способа получения и степени дисперсности глинозема на его спекаемость в присутствии различных добавок. - Журнал практической химии. Т. XXVIII, N 9, 1955. - С. 909-915.
9. Диаграммы состояния силикатных систем: Справочник. Вып. 1. Двойные системы / Торопов Н.А., Барзаковский В.П. и др. - Ленинград: Наука, Ленинград, отд., 1970. - С. 257-260, 151-153.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2150443C1 |
| ВЯЖУЩЕЕ | 1999 |
|
RU2150439C1 |
| ОГНЕУПОРНОЕ ВЯЖУЩЕЕ | 1998 |
|
RU2138456C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОГО КОЛИЧЕСТВА НАПОЛНИТЕЛЯ В ФАРФОРО-ФАЯНСОВЫХ МАССАХ | 1998 |
|
RU2150703C1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ ИЗДЕЛИЙ НЕАВТОКЛАВНОГО ТВЕРДЕНИЯ | 1996 |
|
RU2109709C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ БИТУМОТЕРМОЛИТОБЕТОННОЙ СМЕСИ | 1998 |
|
RU2159748C2 |
| ФАРФОРОВАЯ МАССА | 1997 |
|
RU2139265C1 |
| СПОСОБ УСТРАНЕНИЯ СУЛЬФАТНЫХ ВЫСОЛОВ НА ПОВЕРХНОСТИ КЕРАМИЧЕСКИХ ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2161596C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАПОЛНИТЕЛЯ | 1998 |
|
RU2160722C2 |
| ФАРФОРОВАЯ МАССА | 1999 |
|
RU2167122C2 |



Безобжиговый огнеупор относится к огнеупорной промышленности и может быть использован при изготовлении огнеупорных изделий для футеровки тепловых агрегатов с температурой эксплуатации до 1400°С. Техническим результатом изобретения является повышение остаточной прочности при эксплуатационных температурах, повышение термической стойкости, снижение себестоимости производства, а также утилизация отходов производства. Безобжиговый огнеупор содержит в качестве гидратационных компонентов вяжущего известь и трепел, в качестве компонентов, формирующих керамическую структуру, - отработанный катализатор производства серы и пиритные огарки, а в качестве заполнителя - шамот фракционного состава, мас.%: фракции 0 - 0,63 мм - 25; фракции 0,63 - 1,25 мм - 12,5; фракции 1,25 - 2,5 мм - 62,5 при следующем соотношении компонентов, мас.%: отработанный катализатор производства серы 20,0 - 22,1; пиритные огарки 5,3 - 6,8; трепел 5,6 - 7,2; известь 6,0 - 6,68; шамот 57,5 - 62,5. Безобжиговый огнеупор за счет своего состава имеет и другие преимущества: технологические - снижается давление прессования; экономические - снижается стоимость; экологические - решается экологическая проблема, так как утилизируются два вида многотоннажных отходов. 3 табл.
Безобжиговый огнеупор, включающий гидратационные компоненты и компоненты, формирующие керамическую структуру, а также заполнитель, отличающийся тем, что он в качестве гидратационных компонентов содержит известь и трепел, в качестве компонентов, формирующих керамическую структуру, - отработанный катализатор производства серы и пиритные огарки, а в качестве заполнителя - шамот фракционного состава, мас.%: фракции 0 - 63 мм - 25; фракции 0,63 - 1,25 мм - 12,5; фракции 1,25 - 2,5 мм - 62,5 при следующем соотношении компонентов, мас.%:
Отработанный катализатор производства серы - 20,0 - 22,1
Пиритные огарки - 5,3 - 6,8
Трепел - 5,6 - 7,2
Известь - 6,0 - 6,68
Шамот - 57,5 - 62,5н
| БЕЗОБЖИГОВЫЙ ОГНЕУПОР | 1982 |
|
RU2016875C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА АППАРАТА ВЫСОКОГО ДАВЛЕНИЯ | 1994 |
|
RU2078747C1 |
| Сырьевая смесь для изготовленияСилиКАТНОгО КиРпичА | 1979 |
|
SU835986A1 |
| Состав для изготовления строительных изделий | 1979 |
|
SU867909A1 |
| Шихта для изготовления огнеупоров | 1979 |
|
SU857078A1 |
| US 4229393 A, 21.10.1980 | |||
| US 3535135 A, 20.10.1978 | |||
| US 4463100 A, 31.07.1984. | |||
