Предлагаемое изобретение относится к черной металлургии, в частности к оборудованию для уплотнения огнеупорной массы желобов доменных печей.
Наиболее близким по технической сущности и достигаемому положительному результату (прототипом), по мнению авторов, является вибротрамбовка для набивки желобов по а.с. СССР 924108, кл. C 21 B 7/14, содержащая корпус, днище которого с наружной стороны снабжено поперечным поясом определенной толщины, вибратор и привод, расположенные перпендикулярно продольной оси желоба.
Недостатком известного технического решения является то, что у желоба в зоне перехода днища, снабженного поперечным поясом, к боковым поверхностям (стенкам), степень уплотнения огнеупорной массы имеет ярко выраженное отличие (резкий скачок). В результате этого образуются два выступа (переходные зоны), расположенные по длине желоба, которые могут явиться концентраторами напряжений футеровки при термическом воздействии на них со стороны расплавленного металла и как следствие - разрушение футеровки по переходным зонам. Вместе с этим, неоправданно одинаково высокая степень уплотнения всего днища влечет за собой значительные дополнительные энергетические затраты.
Задача, на решение которой направлено предлагаемое техническое решение - согласование степени уплотнения огнеупорной массы с износостойкостью желоба в его поперечном сечении, следствием чего является повышение срока службы футеровки. При этом достигается получение такого технического результата, как снижение энергозатрат на процесс уплотнения огнеупорной массы.
Вышеуказанные недостатки исключаются тем, что в вибротрамбовке для набивки желобов доменных печей, содержащей корпус, днище которого с наружной стороны снабжено поперечным поясом определенной толщины, вибратор и привод, расположенные перпендикулярно продольной оси желоба, упомянутый выше пояс, в его поперечном сечении, выполнен толщиной, плавно уменьшающейся от продольной плоскости симметрии вибротрамбовки к ее стенкам.
Сопоставительный анализ предлагаемого технического решения с прототипом показывает, что предложенное техническое решение отличается своим конструктивным выполнением, а именно, выполнением поперечного пояса толщиной, плавно уменьшающейся (в его поперечном сечении) от продольной плоскости симметрии вибротрамбовки к ее стенкам. Отсюда следует, что предложенное техническое решение соответствует критерию изобретения "новизна".
Сравнительный анализ предложенного решения не только с прототипом, но и с другими техническими решениями не позволил выявить существенные признаки, присущие заявленному решению. Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение вышеуказанного технического результата, что по мнению авторов, соответствует критерию изобретения "изобретательский уровень".
Предложенное техническое решение будет понятно из следующего описания и приложенных к нему чертежей:
на фиг.1 изображен общий вид устройства;
на фиг.2 изображен разрез А-А фиг.1.
Вибротрамбовка для набивки желобов состоит из сварного корпуса 1, привода 2, клиноременной передачи 3 и эксцентрикового вибратора 4. В передней части днища 5 трамбовки с наружной ее стороны приварен пояс 6. Пояс 6 в своем поперечном сечении (см.фиг.2) выполнен толщиной, уменьшающейся от продольной плоскости симметрии -А- вибротрамбовки к ее стенкам.
Вибротрамбовка работает следующим образом. При включении привода 2 за счет горизонтальной составляющей возмущающей силы вибратора 4 происходит перемещение вибротрамбовки вперед, а за счет вертикальной составляющей - трамбование огнеупорной массы желобов. На перемещение вибротрамбовки по желобу наличие пояса 6 не сказывается, а эффективность трамбования существенно возрастает, так как вертикальная составляющая возмущающей силы распределяется не на всю площадь днища 5 вибротрамбовки, а в основном, на площадь поперечного пояса 6, которая значительно меньше. В результате этого давление на поверхности контакта поперечный пояс - огнеупорная масса значительно выше, а следовательно, и деформация огнеупорной набивки желобов будет большей и достигаемая трамбованием плотность набивки существенно выше.
Так как поперечный пояс 6, в своем поперечном сечении, выполнен толщиной, уменьшающейся от продольной плоскости симметрии - А - вибротрамбовки к ее боковым стенкам 7, то степень уплотнения огнеупорной массы в поперечном сечении желоба также будет плавно изменяться от центра днища к его стенкам, предотвращая тем самым возникновение переходных зон с резким скачком степени уплотнения (что имело место у прототипа) по длине желоба. Вместе с этим плавно будет изменяться и износостойкость днища желоба в его поперечном сечении, следствием чего явится повышение срока службы футеровки.
Кроме того, степень уплотнения днища желоба в предлагаемом решении плавно уменьшается (изменяется), (в прототипе же - эта величина максимальная и постоянная), следовательно, усилий, необходимых для уплотнения аналогичного участка днища желоба требуется значительно меньше, чем в известном решении. Это в конечном итоге приводит и к меньшим энергетическим затратам.
Таким образом, выполнение поперечного пояса вибротрамбовки изменяющимся по толщине в его поперечном сечении, способствует повышению эффективности уплотнения огнеупорной массы и повышению ее срока службы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибротрамбовка | 1983 |
|
SU1089132A1 |
| СПОСОБ ЗАЩИТЫ ЧУГУНОВОЗНЫХ КОВШЕЙ ОТ ЗАРАСТАНИЯ ПРИ ВЫПЛАВКЕ ЧУГУНОВ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ТИТАНОМАГНЕТИТОВ | 2000 |
|
RU2179908C1 |
| Вибротрамбовка для уплотнения футеровки желобов доменных печей | 1988 |
|
SU1523572A1 |
| Способ ремонта футеровки главного желоба доменной печи | 2023 |
|
RU2823415C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2001 |
|
RU2215043C2 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2167204C1 |
| УСТРОЙСТВО ДЛЯ РАЗЛИВКИ ПРОДУКТОВ ПЛАВКИ | 1998 |
|
RU2138558C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2138559C1 |
| СПОСОБ РЕМОНТА ДОМЕННОЙ ПЕЧИ | 2000 |
|
RU2171849C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИБРОНАБИВНЫХ ОГНЕУПОРНЫХ КОРУНДОВЫХ БЛОКОВ | 1997 |
|
RU2114801C1 |

Изобретение относится к черной металлургии, в частности к оборудованию для уплотнения огнеупорной массы желобов доменных печей. Вибротрамбовка состоит из корпуса, привода клиноременной передачи и вибратора, на корпусе с наружной стороны приварен поперечный пояс, который выполнен толщиной, плавно уменьшающейся от продольной плоскости симметрии вибротрамбовки к ее боковым стенкам. При использовании изобретения обеспечивается повышение уплотнения огнеупорной массы и срока ее службы. 2 ил.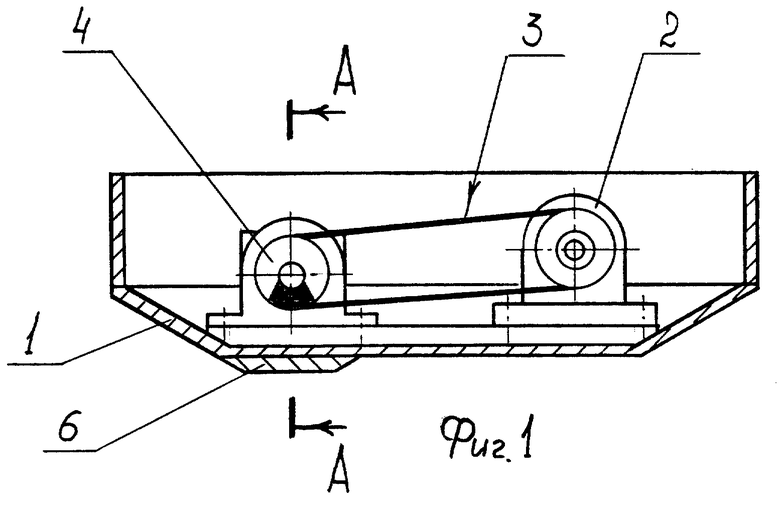
Вибротрамбовка для набивки желобов доменных печей, содержащая корпус, днище которого с наружной стороны снабжено поперечным поясом определенной толщины, вибратор и привод, расположенные перпендикулярно продольной оси желоба, отличающаяся тем, что упомянутый пояс в его поперечном сечении выполнен толщиной, плавно уменьшающейся от продольной плоскости симметрии вибротрамбовки к ее стенкам.
| SU 924108, 30.04.82 | |||
| Электровибротрамбовка | 1981 |
|
SU1013483A1 |
| Вибротрамбовка | 1978 |
|
SU775128A1 |
| Электровибротрамбовка для набивки огнеупорной массой желобов доменной печи | 1976 |
|
SU551368A1 |
| Вибротрамбовка для набивки желоба доменной печи | 1976 |
|
SU678066A1 |
| Электровибротрамбовка для набивки огнеупорной массой выпускного желоба доменной печи | 1970 |
|
SU441284A1 |
| Электровибротрамбовка | 1981 |
|
SU1013485A2 |
| Вибротрамбовка | 1983 |
|
SU1089132A1 |
| Вибротрамбовка | 1981 |
|
SU961851A1 |

