Изобретение относится к термической обработке металлов и сплавов и может быть использовано в машиностроении для повышения пластичности стальных заготовок, в частности проволоки из среднеуглеродистой стали после холодного волочения.
Известен способ волочения проволоки, включающий холодное волочение и электроконтактный нагрев с заданной плотностью тока в две стадии (см. патент РФ N 2043800).
К причинам, препятствующим достижению требуемого технического результата при использовании известного способа, относится то, что известный способ возможно использовать в сравнительно ограниченных случаях, так как следует выбирать зоны нагрева проволоки током с учетом времени ее движения.
Наиболее близким способом того же назначения к заявленному объекту по совокупности признаков является способ электроконтактного нагрева заготовок, преимущественно из среднеуглеродистых сталей, включающий позонный нагрев заготовки путем пропускания тока заданной плотности в течение заданного времени с перемещением зоны нагрева по длине заготовки (см. патент РФ N 2044781, C 21 D 1/40, 1995, прототип).
В известном способе нагрев производится током с плотностью 49-103 А/мм2 в течение 0,5-1,6 с.
К причинам, препятствующим достижению требуемого технического результата при использовании известного способа, принятого за прототип, относится то, что известный способ не позволяет получить высокие пластические свойства заготовки (проволоки) и более полно интенсифицировать процесс термообработки.
Что касается диапазонов плотности тока и времени его действия, известных из прототипа, то при термообработке проволоки в указанных диапазонах времени не достигается требуемый технический результат, изложенный ниже, и не выполняется поставленная задача, что подтверждается сведениями, приведенными в настоящем описании заявки, в частности результатами проведенных исследований (см. диаграмму и таблицу).
Сущность изобретения заключается в следующем.
Технический результат, который может быть получен при осуществлении изобретения, заключается в существенном повышении пластичности проволоки более чем в 4 раза при снижении прочности не более чем на 40%, интенсификации процесса обработки, снижении энергозатрат.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе электротермической обработки металлической заготовки преимущественно из среднеуглеродистой стали, включающей нагрев заготовки электрическим током заданной плотности определенной длительности, нагрев производят двухступенчато с равными длительностями на первой и второй ступенях, составляющих 1-3 с при паузах между ступенями длительностью 0,24-4 с.
При пропускании тока плотностью 6,5 А/мм2 при длительностях нагрева на первой и второй ступенях в 1 с длительность паузы составляет 0,25-2 с.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, приводятся ниже.
Через проволочные образцы (длиной порядка 250 мм) из среднеуглеродистой стали марки ст. 70 диаметром 3,2-3,5 мм, порученные, например, после холодного волочения с катанки диаметром 6,5 мм, пропускали электрический ток высокой плотности (ТВП) величиной 35-65 А/мм2 промышленной частоты с паузой подачи тока в интервале 0,25-4 с после первой ступени нагрева током длительностью 1-3 с.
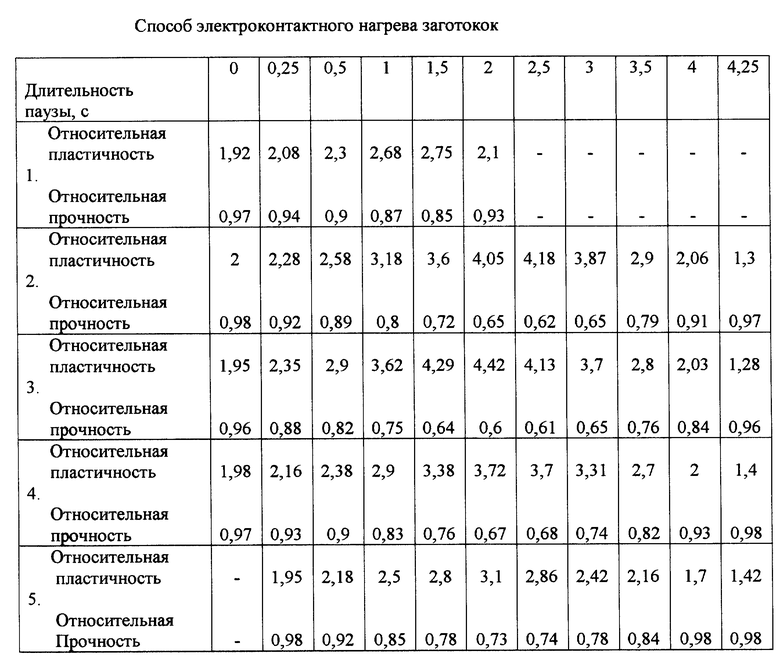
В таблице, а также на диаграмме фиг.1 и 2 представлены обобщенные результаты проведенных заявителем многократных исследований пластических и прочностных свойств проволоки после ее обработки по предложенному способу.
В таблице для критериев 1-5 приведены относительная пластичность: δт/δб.т - отношение относительной деформации заготовки, обработанной током δт к относительной деформации без обработки током δб.т, и относительная прочность σт/σб.т - отношение предела прочности заготовки, обработанной током σт к пределу прочности заготовки без обработки током σб.т. Результаты по критериям 1-3 получены при плотности тока 65 А/мм2, а по критериям 4,5 при плотности тока 35 А/мм2. Для всех критериев длительности нагрева током на первой ступени tн1 и на второй tн1 выбирались равными. Длительность паузы tп менялась от 0-4,5 с.
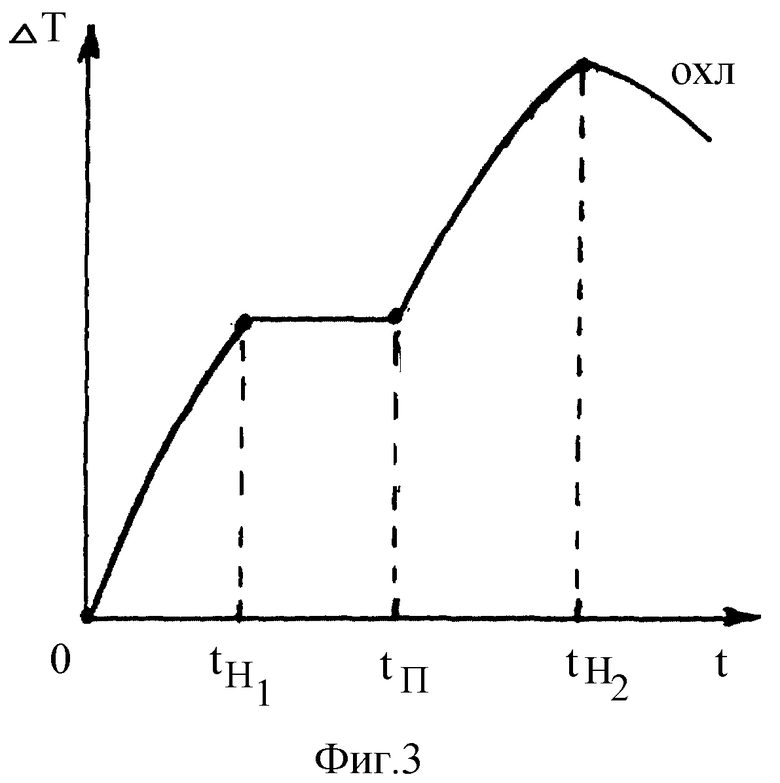
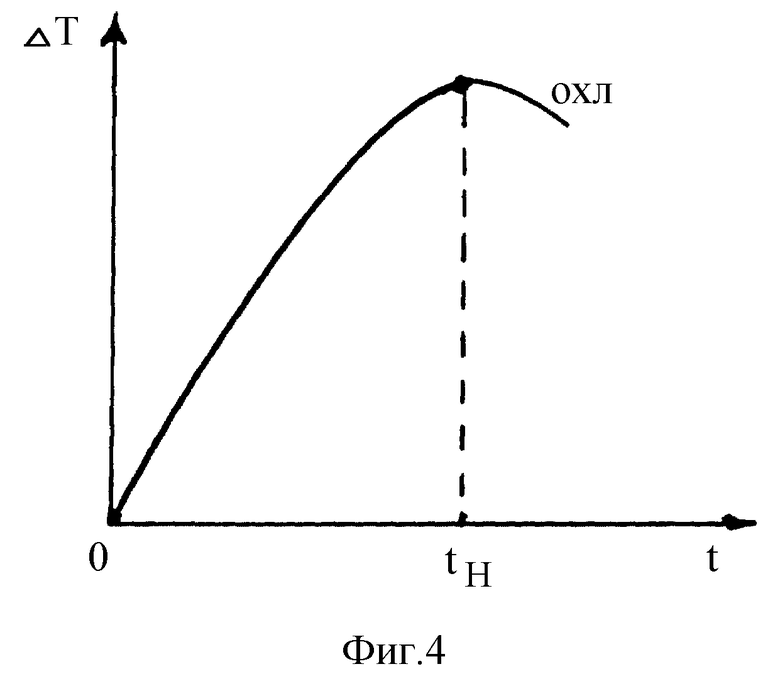
Результаты исследования пластических свойств по критерию "относительная пластичность" представлены на фиг. 1. Кривые 1-5 соответствуют критериям 1-5 таблцы. На фиг.2 представлены результаты исследований прочностных свойств по критерию относительная прочность. Здесь кривые 1-5 соответствуют критериям 1-5 таблцы. Диаграмма нагрева током с паузой показана на фиг. 3, без паузы - на фиг.4. Охлаждение заготовки проводилось на воздухе.
Пример 1. Проволочный образец из стали 70 диаметром 3,2 мм, полученный после холодного волочения с катанки диаметром 6,5 мм, нагревался переменным током промышленной частоты плотностью 65 А/мм2 ступенчато, на первой ступени нагрева в течение 1 с и на второй ступени нагрева в течение 1 с, с паузой нагрева между ступенями 0,5 с. Нагрев и охлаждение проводились на воздухе. В результате обработки относительная пластичность увеличилась в 2,3 раза, а относительная прочность составила 0,9.
Пример 2. Отличается от примера 1 тем, что нагрев током на каждой ступени был по 2 с, с паузой в 0,5 с. Относительная пластичность составила 2,58, а относительная прочность 0,89.
Пример 3. Оттличается от примера 1 тем, что нагрев током на каждой ступени был по 3 с, с паузой в 0,5 с. Относительная пластичность составила 2,9, а относительная прочность 0,82.
Пример 4. Отличается от примера 1 тем, что нагрев проводился током плотностью 35 А/мм2 на каждой ступени в течение tн1=tн2=1 с, с паузой 0,5 с. Относительная пластичность составила 2,38, а относительная прочность 0,9.
Пример 5. Отличается от примера 1 тем, что нагрев проводился током плотностью 35 А/мм2 на каждой ступени в течение tн1=tн2 = 2 с, с паузой 0,5 с. Относительная пластичность составила 2,18, а относительная прочность 0,92.
Из приведенных результатов испытаний видно, что начиная с времени паузы 0,25 с и до 4 с при пропускании тока плотностью 65 А/мм2 и 35 А/мм2 пластичность проволоки возрастает более чем в 4 раза, при относительном снижении предела прочности не более чем на 40%.
Ввиду малых промежутков времени термообработки и высоких скоростей нагрева заготовки током порядка 400-550oC/с, термообработку ТВП можно производить как в статическом, так и в динамическом режимах движения заготовки при кратковременном нагреве до температур 500-600oC. Для длинномерных заготовок термообработка ТВП не лимитируется скоростью движения заготовки.
Проведенные многократные испытания позволили установить, что указанный временной интервал является оптимальным. Время паузы благоприятно сказывается на существенном повышении пластичности стали.
Таким образом, вышеизложенные данные исследований свидетельствуют о возможности осуществления изобретения с получением вышеуказанного результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость" по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ЗАГОТОВОК | 1992 |
|
RU2044781C1 |
| СПОСОБ МНОГОКРАТНОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1993 |
|
RU2043800C1 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2537675C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКА ИЗ СПЛАВОВ СИСТЕМЫ ТИТАН-НИКЕЛЬ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2023 |
|
RU2828806C1 |
| СПОСОБ ОБРАБОТКИ УЛЬТРАМЕЛКОЗЕРНИСТЫХ СПЛАВОВ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2007 |
|
RU2367713C2 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1992 |
|
RU2086322C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРНЫХ СПЛАВОВ ТИТАН-НИКЕЛЬ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2007 |
|
RU2367712C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2014 |
|
RU2585920C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРНОГО СВЕРХУПРУГОГО СПЛАВА ТИТАН-НИКЕЛЬ | 2024 |
|
RU2831627C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ПОЛУФАБРИКАТОВ ТОНКОГО СЕЧЕНИЯ ИЗ СПЛАВОВ TiNi С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2018 |
|
RU2678855C1 |

Изобретение относится к термической обработке металлов и сплавов и может быть использовано в машиностроении для повышения пластических свойств стальных заготовок, прошедших обработку, в частности, давлением. Техническим результатом изобретения является обеспечение возможности регулирования физико-механических характеристик и проволоки, интенсификации процесса термообработки, снижение энергозатрат. Заготовки преимущественно из среднеуглеродистых сталей нагревают в две ступени электрическом током определенной плотности с паузой подачи тока в течение нагрева. 1 з.п.ф-лы, 4 ил., 1 табл.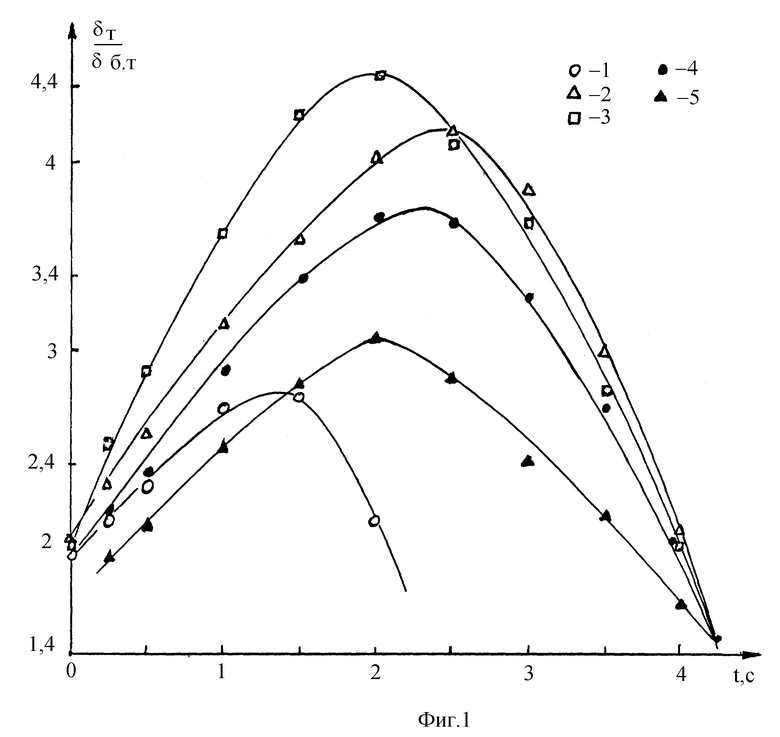
| СПОСОБ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ЗАГОТОВОК | 1992 |
|
RU2044781C1 |
| Способ изготовления режущего инструмента из быстрорежущей стали | 1980 |
|
SU933745A1 |
| Способ упрочнения стальных изделий | 1990 |
|
SU1708872A1 |
| EP 0464275 A1, 01.08.1992 | |||
| Технология машиностроения | |||
| Реферативный журнал | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| СПОСОБ МНОГОКРАТНОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1993 |
|
RU2043800C1 |

