ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу непрерывного литья для слитка, выполняемого из титана или титанового сплава, в котором слиток, выполняемый из титана или титанового сплава, непрерывно отливается.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Непрерывное литье слитка традиционно выполнялось посредством инжекции металла, расплавленного посредством вакуумной дуговой плавки и электронно-лучевой плавки, в бездонную литейную форму и извлечения расплавленного металла вниз при затвердевании.
Патентный документ 1 раскрывает способ автоматического управления для литья посредством плазменной плавки, в котором титан или титановый сплав плавят посредством плазменно-дуговой плавки в атмосфере инертного газа и впрыскивают в литейную форму для затвердевания. Выполнение плазменно-дуговой плавки в атмосфере инертного газа, в отличие от электронно-лучевой плавки в вакууме, обеспечивает возможность литья не только чистого титана, но также титанового сплава.
ПЕРЕЧЕНЬ ССЫЛОК
ПАТЕНТНЫЙ ДОКУМЕНТ
Патентный документ 1: патент Японии No. 3077387
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
Однако, если литая слиток имеет неровности или плены на поверхности отливки, является необходимым выполнять предварительную обработку, такую как обработка резанием поверхности, до прокатки, таким образом вызывая уменьшение использования материала и увеличение количества рабочих процессов. Следовательно, требуется отливать слиток без неровностей и плен на поверхностях отливок.
В непрерывном литье слитка, выполняемого из титана, поверхность слитка контактирует с поверхностью литейной формы только рядом с областью поверхности расплавленного металла (областью, проходящей от поверхности расплавленного металла на глубину, приблизительно, 10-20 мм), где расплавленный металл нагревается посредством плазменной дуги или электронного луча. В области, глубже, чем эта область контакта, слиток подвергается термической усадке, таким образом воздушный зазор создается между слитком и литейной формой. Следовательно, предполагается, что условия подачи/отвода тепла, применяемые к первоначальному затвердевшему участку расплавленного металла рядом с областью поверхности расплавленного металла (участком, где расплавленный металл первоначально приводится в контакт с литейной формой для затвердевания), оказывали бы огромное влияние на свойства поверхности отливки, и считается, что слиток, имеющий хорошую поверхность, может быть получен посредством надлежащего управления условиями подачи/отвода тепла, применяемыми к расплавленному металлу рядом с областью поверхности расплавленного металла.
Цель настоящего изобретения заключается в обеспечении способа непрерывного литья для слитка, выполняемого из титана или титанового сплава, способного отливать слиток, имеющий хорошее состояние поверхности.
РЕШЕНИЕ ЗАДАЧИ
Способ непрерывного литья для слитка, выполняемого из титана или титанового сплава, по настоящему изобретению представляет собой способ непрерывного литья, в котором слиток, выполняемый из титана или титанового сплава, непрерывно отливается посредством инжекции расплавленного металла, подготовленного посредством расплавления титана или титанового сплава, в бездонную литейную форму и вытягивания металла вниз при затвердевании, при этом способ отличается тем, что посредством управления температурой участка поверхности слитка в области контакта между литейной формой и слитком и/или проходящим тепловым потоком от участка поверхности слитка к литейной форме в области контакта, толщина в области контакта затвердевшей оболочки, полученной посредством затвердевания расплавленного металла, находится в предварительно заданном диапазоне.
В соответствии с конфигурацией, описанной выше, толщина затвердевшей оболочки в области контакта определяется посредством, по меньшей мере, любым значением из: температуры участка поверхности слитка в области контакта между литейной формой и слитком; или проходящего теплового потока от участка поверхности слитка к литейной форме в области контакта. Таким образом, посредством управления температурой участка поверхности слитка в области контакта и/или проходящим тепловым потоком от участка поверхности слитка к литейной форме в области контакта, толщина затвердевшей оболочки в области контакта находится в предварительно заданном диапазоне, в котором дефекты не возникают на поверхности слитка. Наличие такого управления может сдерживать возникновение дефектов на поверхности слитка, таким образом делая возможным отливать слиток, имеющий хорошее состояние поверхности отливки.
Более того, в способе непрерывного литья для слитка, выполняемого из титана или титанового сплава, средние значения температуры TS участка поверхности слитка в области контакта могут контролироваться в диапазоне 800°C<TS<1250°C. В соответствии с конфигурацией, описанной выше, дефекты на поверхности слитка могут предотвращаться.
Более того, в способе непрерывного литья для слитка, выполняемого из титана или титанового сплава, средние значения проходящего теплового потока q от участка поверхности слитка к литейной форме в области контакта могут контролироваться диапазоне 5 МВт/м2<q<7,5 МВт/м2. В соответствии с конфигурацией, описанной выше, дефекты на поверхности слитка могут предотвращаться.
Более того, в способе непрерывного литья для слитка, выполняемой из титана или титанового сплава, толщина D затвердевшей оболочки в области контакта может задаваться в диапазоне 0,4 мм<D<4 мм. В соответствии с конфигурацией, описанной выше, могут сдерживаться "дефект отрывания", при котором поверхность затвердевшей оболочки отрывается вследствие недостатка прочности из-за отсутствия достаточной толщины затвердевшей оболочки, и "дефект покрывания расплавленным металлом", при котором затвердевшая оболочка, которая была сформирована (утолщена), покрывается расплавленным металлом.
Более того, в способе непрерывного литья для слитка, выполняемого из титана или титанового сплава, настоящего изобретения, расплавленный металл может представлять собой титан или титановый сплав, расплавленный посредством плавки в холодном тигле, и впрыскиваться в литейную форму. Плавка в холодном тигле может представлять собой плазменно-дуговую плавку. В соответствии с конфигурацией, описанной выше, является возможным отливать не только чистый титан, но также титановый сплав. Здесь, плавка в холодном тигле представляет собой обобщенное понятие для способов плавки, включая в качестве примеров плазменно-дуговую плавку и электронно-лучевую плавку.
ПОЛЕЗНЫЙ ЭФФЕКТ ИЗОБРЕТЕНИЯ
В соответствии со способом непрерывного литья для слитка, выполняемого из титана или титанового сплава, настоящего изобретения, посредством задания толщины затвердевшей оболочки в области контакта в пределах предварительно заданного диапазона, в котором дефекты не возникают на поверхности слитка, дефекты на поверхности слитка могут предотвращаться, таким образом обеспечивая возможность литья слитка, имеющего хорошее состояние поверхности отливки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[Фиг. 1] Фиг. 1 представляет собой перспективный вид установки для непрерывного литья.
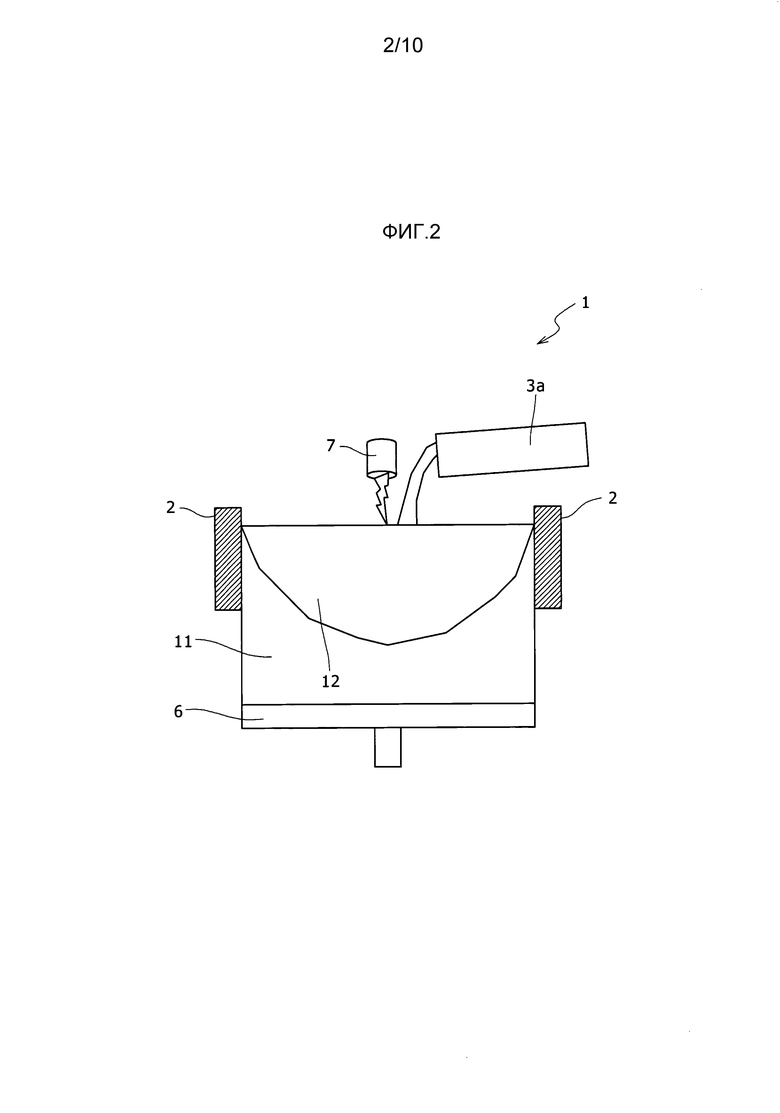
[Фиг. 2] Фиг. 2 представляет собой разрез установки для непрерывного литья.
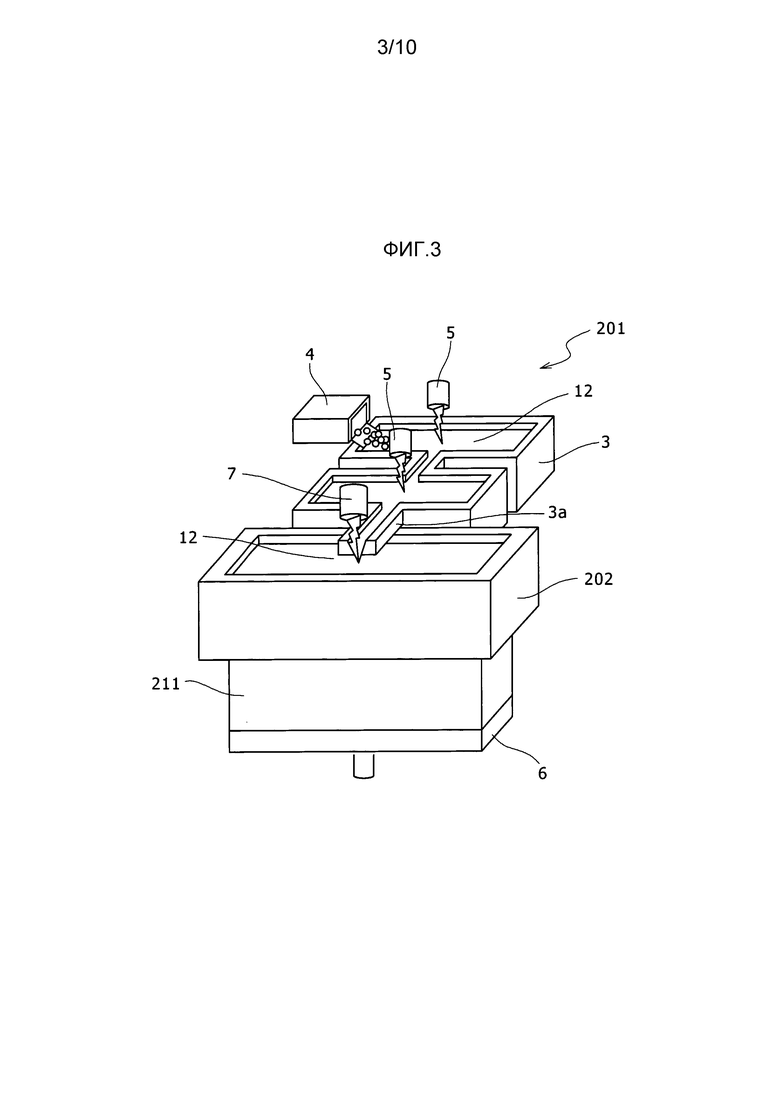
[Фиг. 3] Фиг. 3 представляет собой перспективный вид установки для непрерывного литья.
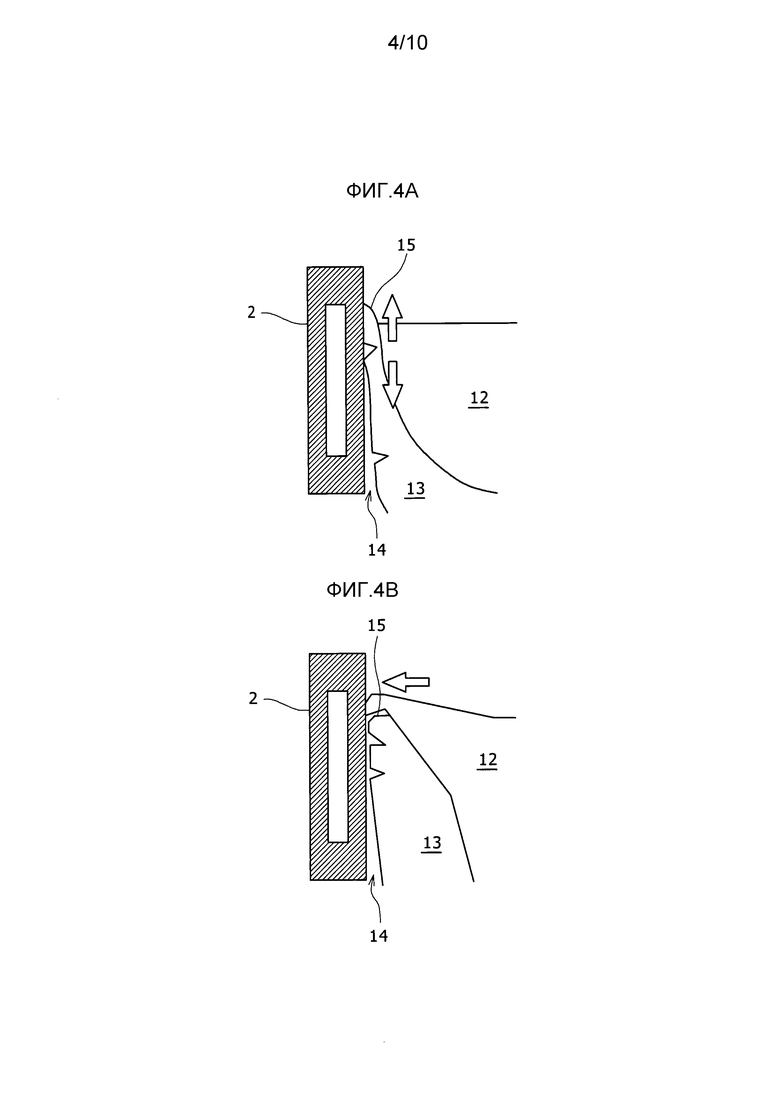
[Фиг. 4А] Фиг. 4А представляет собой чертеж, описывающий механизм возникновения поверхностных дефектов.
[Фиг. 4В] Фиг. 4В представляет собой чертеж, описывающий механизм возникновения поверхностных дефектов.
[Фиг. 5] Фиг. 5 представляет собой схему модели, показывающую температуру и проходящий тепловой поток в области контакта.
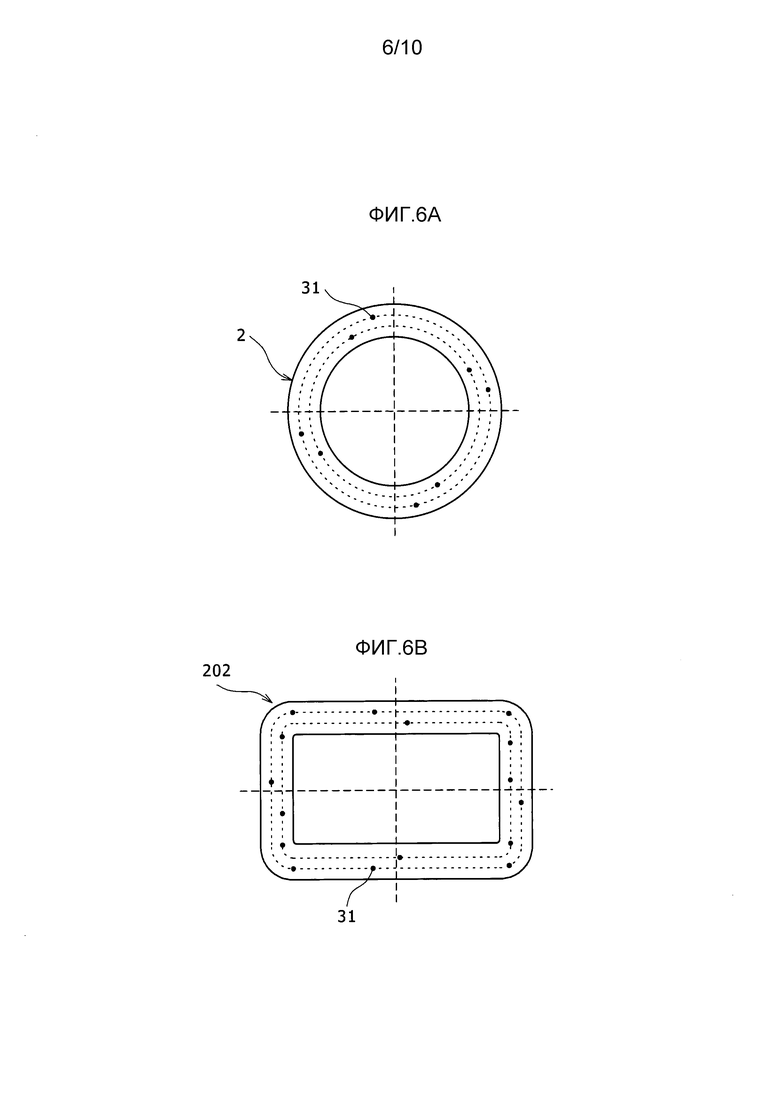
[Фиг. 6А] Фиг. 6А представляет собой схему модели, показывающую литейную форму, имеющую круглое поперечное сечение, если смотреть сверху.
[Фиг. 6В] Фиг. 6В представляет собой схему модели, показывающую литейную форму, имеющую прямоугольное поперечное сечение, если смотреть сверху.
[Фиг. 7А] Фиг. 7А представляет собой схему модели, показывающую литейную форму, имеющую круглое поперечное сечение, если смотреть сверху.
[Фиг. 7В] Фиг. 7В представляет собой схему модели, показывающую литейную форму, имеющую прямоугольное поперечное сечение, если смотреть сверху.
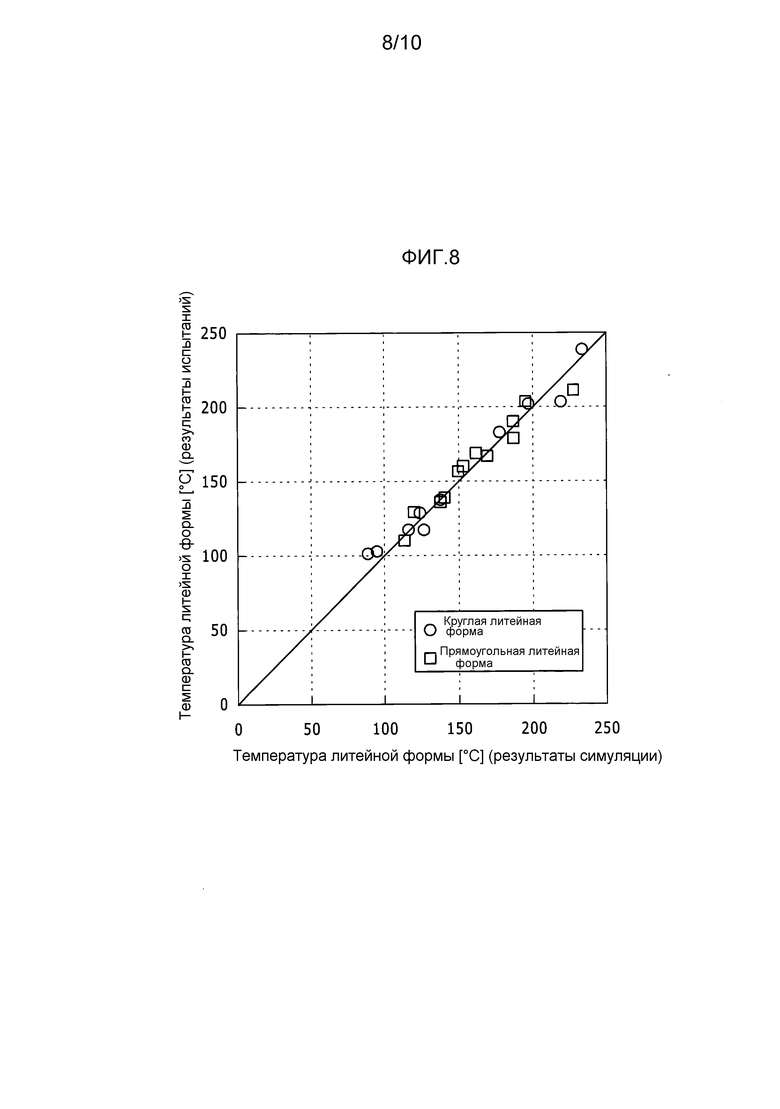
[Фиг. 8] Фиг. 8 представляет собой график, показывающий сравнение между результатами измеренной температуры литейной формы, полученными из испытаний непрерывного литья, и результатами симуляции температуры литейной формы.
[Фиг. 9] Фиг. 9 представляет собой график, показывающий отношение между проходящим тепловым потоком и температурой поверхности слитка.
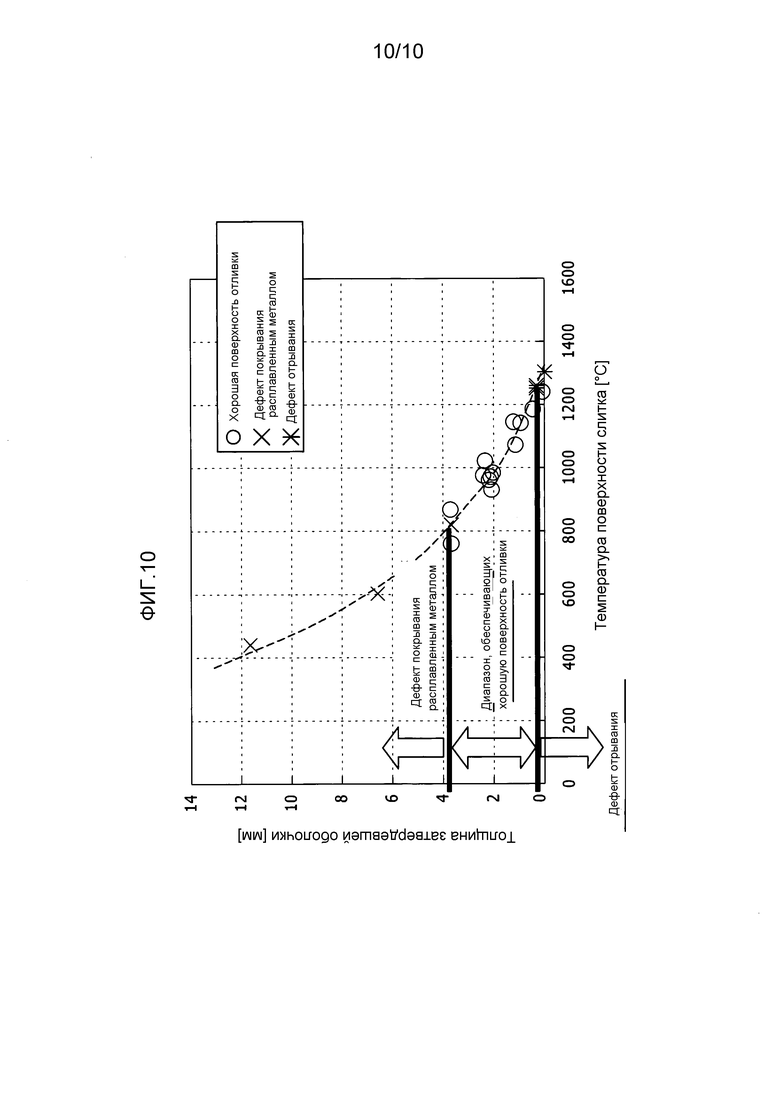
[Фиг. 10] Фиг. 10 представляет собой график, показывающий отношение между температурой поверхности слитка и толщиной затвердевшей оболочки.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
В дальнейшем, предпочтительные варианты осуществления настоящего изобретения будут описаны со ссылкой на чертежи. В дальнейших описаниях, объяснение выполняется для испытания, в котором титан или титановый сплав подвергается плазменно-дуговой плавке.
(КОНФИГУРАЦИЯ УСТАНОВКИ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ)
В способе непрерывного литья для слитка, выполняемого из титана или титанового сплава, посредством инжекции расплавленного металла титана или титанового сплава, расплавленного посредством плазменно-дуговой плавки, в бездонную литейную форму и извлечения металла вниз при затвердевании, слиток, выполняемый из титана или титанового сплава, непрерывно отливается. Установка 1 для непрерывного литья для слитка, выполняемого из титана или титанового сплава, в способе непрерывного литья, как показана на Фиг. 1 в виде перспективного вида и на Фиг. 2 в виде разреза, включает в себя литейную форму 2, холодный тигель 3, загрузочную установку 4 для сырьевого материала, плазменную горелку 5, стартовый блок (затравку) 6 и плазменную горелку 7. Установка 1 для непрерывного литья окружена атмосферой инертного газа, содержащей газообразный аргон, газообразный гелий и тому подобное.
Загрузочное устройство 4 для сырьевого материала подает сырьевые материалы из титана или титанового сплава, такие как титановую губку, лом и тому подобное, в холодный тигель 3. Плазменная горелка 5 размещается над холодным тиглем 3 и используется для расплавления сырьевых материалов в холодном тигле 3 посредством генерирования плазменных дуг. Холодный тигель 3 подает расплавленный металл 12, имеющий расплавленные сырьевые материалы, в литейную форму 2 через разливочный участок 3а. Литейная форма 2 выполнена из меди и образована с бездонной литейной формой, имеющей круглое поперечное сечение. По меньшей мере, часть цилиндрического стенового участка литейной формы 2 выполнена таким образом, чтобы вода циркулировала через стенку, тем самым охлаждая литейную форму 2. Стартовый блок 6 является подвижным по направлению вверх и вниз посредством приводного участка, не показан, и является способным закрывать нижнее отверстие литейной формы 2. Плазменная горелка 7 размещается над расплавленным металлом 12 в литейной форме 2 и используется для нагревания поверхности расплавленного металла 12, подаваемого в литейную форму 2, посредством плазменных дуг.
В вышеприведенной конфигурации, затвердевание расплавленного металла 12, подаваемого в литейную форму 2, начинается от контактной поверхности между расплавленным металлом 12 и литейной формой 2, имеющей систему водяного охлаждения. Затем, когда начальный блок 6, закрывающий нижнее боковое отверстие литейной формы 2, опускается с предварительно заданной скоростью, слиток 11 в цилиндрической форме, образованная посредством затвердевания расплавленного металла 12, непрерывно отливается, при этом извлекаясь вниз из литейной формы.
В этой конфигурации, является трудным отливать слиток, выполняемую из титанового сплава, используя электронно-лучевую плавку в вакуумной атмосфере, так как микрокомпоненты в титановом сплаве испарялись бы. В противоположность, является возможным отливать не только чистый титан, но также титановый сплав, используя плазменно-дуговую плавку в атмосфере инертного газа.
Более того, установка 1 для непрерывного литья может включать в себя загрузочное устройство для флюса для подачи флюса в твердой фазе или жидкой фазе на поверхность расплавленного металла 12 в литейной форме 2. В этой конфигурации, является трудным наносить флюс на расплавленный металл 12 в литейной форме 2, используя электронно-лучевую плавку в вакуумной атмосфере, так как флюс рассеивался бы. В противоположность, плазменно-дуговая плавка в атмосфере инертного газа имеет преимущество того, что флюс может наноситься на расплавленный металл 12 в литейной форме 2.
Установка 201 для непрерывного литья, осуществляющая способ непрерывного литья по настоящему варианту осуществления, может быть выполнена таким образом, чтобы включать в себя литейную форму 202, имеющую прямоугольное поперечное сечение, как показано на Фиг. 3, и выполнять непрерывное литье сляба 211. В дальнейшем, литейная форма 2, имеющая круглое поперечное сечение, и литейная форма 202, имеющая прямоугольное поперечное сечение, сгруппированы вместе и описываются в качестве литейной формы 2, и слиток 11 и сляб 211 сгруппированы вместе и описываются в качестве слитка 11.
(РАБОЧИЕ УСЛОВИЯ)
Когда слиток 11, выполняемый из титана или титанового сплава, изготавливается посредством непрерывного литья, если неровности или плены имеются на поверхности слитка 11 (литейной поверхности), они вызывали бы поверхностные дефекты в процессе прокатки, который является следующим процессом. Таким образом, неровности или плены на поверхности слитка 11 должны устраняться до прокатки посредством обработки резанием или тому подобное. Однако, этот этап уменьшал бы выход материалов и увеличивал бы количество рабочих процессов, тем самым увеличивая стоимость непрерывного литья. По существу, требуется отливать слиток 11, не имеющий неровности или плены на ее поверхности.
Как показано на Фиг. 4А и 4В, в непрерывном литье слитка 11, выполняемого из титана, поверхность слитка 11 (затвердевшая оболочка 13) контактирует с поверхностью литейной формы 2 только рядом с областью поверхности расплавленного металла (областью, проходящей от поверхности расплавленного металла на глубину, приблизительно, 10-20 мм), где расплавленный металл 12 нагревается посредством плазменной дуги или электронного луча. В области, глубже, чем эта область контакта, слиток 11 подвергается термической усадке, таким образом воздушный зазор 14 создается между слитком 11 и литейной формой 2. Затем, как показано на Фиг. 4А, если тепло, подаваемое на первоначальный затвердевший участок 15 (участок расплавленного металла 12, первоначально приведенный в контакт с литейной формой 2 для затвердевания), является чрезмерным, так как затвердевшая оболочка 13, образованная посредством затвердевания расплавленного металла 12, становится слишком тонкой, возникает "дефект отрывания", при котором поверхность затвердевшей оболочки 13 разрывается вследствие недостатка прочности. С другой стороны, как показано на Фиг. 4В, если тепло, подаваемое на первоначальный затвердевший участок 15, является слишком небольшим, возникает "дефект покрывания расплавленным металлом", при котором затвердевшая оболочка 13, которая была сформирована (утолщена), покрывается расплавленным металлом 12. Следовательно, предполагается, что условия подачи/отвода тепла, применяемые к первоначальному затвердевшему участку 15 расплавленного металла 12 рядом с областью поверхности расплавленного металла, оказывали бы огромное влияние на свойства поверхности отливки, и считается, что слиток 11, имеющий хорошую поверхность отливки, может быть получен посредством надлежащего управления условиями подачи/отвода тепла, применяемыми к расплавленному металлу 12 рядом с областью поверхности расплавленного металла.
Как показано на Фиг. 5, когда точка плавления чистого титана (1680°C) показана как ТМ, температура участка 11а поверхности слитка 11 - как TS, температура поверхности литейной формы 2 - как Tm, температура охлаждающей воды, циркулирующей в литейной форме 2, - как TW, толщина затвердевшей оболочки 13 - как D, толщина литейной формы 2 - как Lm, проходящий тепловой поток от участка 11а поверхности слитка 11 к литейной форме 2, обозначенный стрелкой, - как q, теплопроводность затвердевшей оболочки 13 - как λS, теплопроводность между литейной формой 2 и слитком 11 в области 16 контакта - как h, и теплопроводность литейной формы 2 - как λm, в таком случае проходящий тепловой поток q может рассчитываться по нижеследующей формуле 1. Следует отметить, что область 16 контакта ссылается на область, проходящую от поверхности расплавленного металла на глубину, приблизительно, 10-20 мм, где литейная форма 2 и слиток 11 находятся в контакте, показанную посредством штриховки на фигуре.
q=λS(TM-TS)/D=h(TS-Tm)=λm(Tm-TW)/Lm (Формула 1)
Посредством модификации вышеприведенной формулы 1 может быть получена формула 2, обозначающая отношение между толщиной D затвердевшей оболочки 13 и температурой TS участка 11а поверхности слитка 11, и формула 3, обозначающая отношение между толщиной D затвердевшей оболочки 13 и проходящим тепловым потоком q.
D=λS(TM-TS)(1/h+Lm/λm)/(TS-TW) (Формула 2)
D=λS(TM-TW)/q-λS (1/h+Lm/λm) (Формула 3)
На основании формул 2 и 3, формула 4, обозначающая отношение между температурой TS участка 11а поверхности слитка 11 и проходящим тепловым потоком q, получается следующей.
TS=(1/h+Lm/λm)q+TW (Формула 4)
На основании формул 2 и 3 выше, толщина D затвердевшей оболочки 13 определяется любым значением из: температуры TS участка 11а поверхности слитка 11 рядом с областью поверхности расплавленного металла 12 (областью 16 контакта между литейной формой 2 и слитком 11); или проходящего теплового потока q. Таким образом, параметром, который необходимо контролировать, является температура TS участка 11а поверхности слитка 11 в области 16 контакта между литейной формой 2 и слитком 11, или проходящий тепловой поток q от участка 11а поверхности слитка 11 к литейной форме 2 в области 16 контакта между литейной формой 2 и слитком 11.
Таким образом, в настоящем варианте осуществления, средние значения температуры TS участка 11а поверхности слитка 11 в области 16 контакта между литейной формой 2 и слитком 11 контролируются в диапазоне 800°C<TS<1250°C. Более того, средние значения проходящего теплового потока q от участка 11а поверхности слитка 11 к литейной форме 2 в области 16 контакта между литейной формой 2 и слитком 11 контролируются в диапазоне 5 МВт/м2<q<7,5 МВт/м2. С таким управлением, толщина D затвердевшей оболочки 13 в области 16 контакта между литейной формой 2 и слитком 11 находится в пределах диапазона 0,4 мм<D<4 мм.
Соответственно, в настоящем изобретении, каждое из средних значений температуры TS участка 11а поверхности слитка 11 в области 16 контакта между литейной формой 2 и слитком 11 и средних значений проходящего теплового потока q от участка 11а поверхности слитка 11 к литейной форме 2 в области 16 контакта между литейной формой 2 и слитком 11 контролируется в вышеописанных диапазонах. Как описано ниже, выполнение такого управления может сдерживать возникновение "дефекта отрывания" и "дефекта покрывания расплавленным металлом". Таким образом, является возможным отливать слиток 11, имеющую хорошее состояние поверхности отливки.
В настоящем варианте осуществления, средние значения температуры TS участка 11а поверхности слитка 11 в области 16 контакта и средние значения проходящего теплового потока q от участка 11а поверхности слитка 11 к литейной форме 2 в области 16 контакта используются в качестве параметра, который необходимо контролировать, однако, только одни из них могут использоваться в качестве такого параметра.
Более того, в настоящем варианте осуществления, параметры, которые необходимо контролировать, устанавливаются для непрерывного литья слитка 11, выполняемого из чистого титана, однако, эта установка также может применяться для непрерывного литья слитка 11, выполняемой из титанового сплава.
Более того, является предпочтительным, что в литейной форме 202, имеющей прямоугольное поперечное сечение, показанное на Фиг. 3, средние значения температуры TS участка 11а поверхности слитка 11 и средние значения проходящего теплового потока q устанавливаются в пределах диапазонов, описанных выше, вдоль всех внутренних периферий литейной формы 202 в области 16 контакта. Однако средние значения температуры TS участка 11а поверхности слитка 11 и средние значения проходящего теплового потока q могут устанавливаться в пределах диапазонов, описанных выше, только вдоль периферий бόльших сторон литейной формы 202 в области 16 контакта. То есть, так как поверхности меньших сторон слитка 11 могут подвергаться обработке резанием, средние значения температуры TS участка 11а поверхности слитка 11 и средние значения проходящего теплового потока q могут не устанавливаться в пределах диапазонов, описанных выше, вдоль периферий меньших сторон литейной формы 202 в области 16 контакта. Это также имеет место в нижнем концевом участке (первоначальном участке отливки) и верхнем концевом участке (конечном участке отливки) слитка 11, оба из которых могут подвергаться обработке резанием.
(ОЦЕНКА ПОВЕРХНОСТЕЙ ОТЛИВКИ)
Далее, поверхности отливки оцениваются посредством выполнения испытаний непрерывного литья, используя чистый титан в одиннадцати разных тестовых рабочих условиях, указанных как испытания 1-11, в которых форма литейной формы, выходная мощность плазменной горелки 7, центральное положение плазменной горелки 7 и скорость отвода начального блока 6 используются в качестве параметров. В испытаниях, как показано на Фиг. 6А, показывающей вид сверху литейной формы 2, и на Фиг. 6В, показывающей вид сверху литейной формы 202, литейная форма 2 и литейная форма 202 снабжены множеством термопар 31 и используются. В этой конфигурации, все термопары 31 вмонтированы на глубину 5 мм от поверхности расплавленного металла 12. В Таблице 1 показаны тестовые рабочие условия для испытаний 1-11.
[Таблица 1]
В Таблице 1, форма литейной формы, являющейся круглой, ссылается на литейную форму 2, имеющую круглое поперечное сечение, как показано на Фиг. 1. Форма литейной формы, являющейся прямоугольной, ссылается на литейную форму 202, имеющую прямоугольное поперечное сечение, как показано на Фиг. 3. Более того, "восток" в выражении "на 10 мм смещено на восток" и т.д., как описано в Таблице 1, наряду с "западом", "югом" и "севером", показанными на Фиг. 7А и 7В, соответственно показывающих вид сверху литейной формы 2 и литейной формы 202, ссылается на одно направление из четырех направлений, ортогональных относительно друг друга, заданных в литейной форме 2, имеющей круглое поперечное сечение, и литейной форме 202, имеющей прямоугольное поперечное сечение. В литейной форме 202, имеющей прямоугольное поперечное сечение, направление восток-запад соответствует направлению длинной стороны, при этом направление юг-север соответствует направлению короткой стороны, перпендикулярному относительно направления длинной стороны. Более того, "центр литейной формы" означает, что центр плазменной горелки 7 располагается в центре литейной формы 2 и литейной формы 202. В заключение, "на 10 мм смещено на восток" означает, что, как показано на Фиг. 7А и 7В, центр плазменной горелки 7 расположен в положении, сдвинутом из центра литейной формы 2 и литейной формы 202 на 10 мм на восток.
Далее, исходя из данных измеренной температуры литейной формы, полученных в испытаниях непрерывного литья, была создана модель симуляции для течения и затвердевания. Фиг. 8 представляет собой график, показывающий сравнение между результатами измеренной температуры литейной формы, полученными в испытаниях непрерывного литья, и результатами симуляции температуры литейной формы. Затем тепловые индексные значения, такие как распределение температуры слитка 11, проходящий тепловой поток между литейной формой 2 и слитком 11 и форма затвердевшей оболочки 13, были оценены посредством симуляции. Результаты оценки показаны в Таблице 2.
Следует отметить, что "юг" предполагается симметричным "северу" относительно разреза восток-запад, таким образом данные для "юга" не получались. Более того, в случаях 1 и 5-9, данные получались только для "востока" посредством выполнения двухмерной осесимметричной симуляции.
Фиг. 9 представляет собой график, показывающий отношение между проходящим тепловым потоком и температурой поверхности слитка (температурой участка поверхности слитка). Когда средние значения температуры TS поверхности слитка в области 16 контакта между литейной формой 2 и слитком 11 были 800°С или меньше, тепло, подаваемое на первоначальный затвердевший участок 15, не было достаточным, таким образом вызывая "дефект покрывания расплавленным металлом", при котором затвердевшая оболочка 13, которая была сформирована, покрывалась расплавленным металлом 12. С другой стороны, когда средние значения температуры TS поверхности слитка в области 16 контакта между литейной формой 2 и слитком 11 были 1250°С или больше, тепло, подаваемое на первоначальный затвердевший участок 15, было чрезмерным, таким образом вызывая "дефект отрывания", при котором тонкий участок поверхности затвердевшей оболочки 13 разрывался. Результаты показывают, что средние значения температуры TS поверхности слитка в области 16 контакта между литейной формой 2 и слитком 11, предпочтительно, контролируются в диапазоне 800°C<TS<1250°C.
Более того, когда средние значения проходящего теплового потока q от участка 11а поверхности слитка 11 к литейной форме 2 в области 16 контакта между литейной формой 2 и слитком 11 были 5 МВт/м2 или меньше, тепло, подаваемое на первоначальный затвердевший участок 15, не было достаточным, таким образом вызывая "дефект покрывания расплавленным металлом", при котором затвердевшая оболочка 13, которая была сформирована, покрывалась расплавленным металлом 12. С другой стороны, когда средние значения проходящего теплового потока q в области 16 контакта между литейной формой 2 и слитком 11 были 7,5 МВт/м2 или больше, тепло, подаваемое на первоначальный затвердевший участок 15, было чрезмерным, таким образом вызывая "дефект отрывания", при котором тонкий участок поверхности затвердевшей оболочки 13 отрывался. Результаты показывают, что средние значения проходящего теплового потока q в области 16 контакта между литейной формой 2 и слитком 11, предпочтительно, контролируются в диапазоне 5 МВт/м2<q<7,5 МВт/м2.
Фиг. 10 представляет собой график, показывающий отношение между температурой участка 11а поверхности слитка 11 и толщиной затвердевшей оболочки 13. Когда толщина D затвердевшей оболочки 13 в области 16 контакта между литейной формой 2 и слитком 11 была 0,4 мм или меньше, возникал "дефект отрывания", при котором поверхность затвердевшей оболочки 13 отрывалась вследствие недостатка прочности из-за отсутствия достаточной толщины затвердевшей оболочки 13. С другой стороны, когда толщина D затвердевшей оболочки 13 в области 16 контакта между литейной формой 2 и слитком 11 составляет 4 мм или больше, возникал "дефект покрывания расплавленным металлом", при котором затвердевшая оболочка 13, которая была сформирована (утолщена), покрывается расплавленным металлом 12. Результаты показывают, что толщина D затвердевшей оболочки 13 в области 16 контакта между литейной формой 2 и слитком 11, предпочтительно, управляется в диапазоне 0,4 мм<D<4 мм.
(ПОЛЕЗНЫЕ ЭФФЕКТЫ)
Как описано выше, в способе непрерывного литья для слитка, выполняемого из титана или титанового сплава, в соответствии с настоящим вариантом осуществления, толщина затвердевшей оболочки 13 в области 16 контакта определяется посредством, по меньшей мере, любым значением из: температуры участка 11а поверхности слитка 11 в области 16 контакта между литейной формой 2 и слитком 11; и проходящего теплового потока q от участка 11а поверхности слитка 11 к литейной форме 2 в области 16 контакта. Таким образом, посредством управления температурой участка 11а поверхности слитка 11 в области 16 контакта и/или проходящим тепловым потоком от участка 11а поверхности слитка 11 к литейной форме 2 в области 16 контакта, толщина затвердевшей оболочки 13 в области 16 контакта находится в предварительно заданном диапазоне, в котором дефекты не возникают на поверхности слитка 11. Следовательно, так как дефекты на поверхности слитка 11 могут сдерживаться от возникновения, слиток 11, имеющий хорошее состояние поверхности отливки, может отливаться.
Более того, посредством управления средними значениями температуры TS участка 11а поверхности слитка 11 в области 16 контакта между литейной формой 2 и слитком 11 в диапазоне 800°C<TS<1250°C, дефекты на поверхности слитка 11 могут предотвращаться.
Более того, посредством управления средними значениями проходящего теплового потока q от участка 11а поверхности слитка 11 к литейной форме 2 в области 16 контакта между литейной формой 2 и слитком 11 в диапазоне 5 мВт/м2<q<7,5 МВт/м2, дефекты на поверхности слитка 11 могут предотвращаться.
Более того, посредством управления толщиной D затвердевшей оболочки 13 в области 16 контакта между литейной формой 2 и слитком 11 в диапазоне 0,4 мм<D<4 мм, могут сдерживаться от возникновения "дефекта отрывания", при котором поверхность затвердевшей оболочки 13 отрывается вследствие недостатка прочности из-за отсутствия достаточной толщины затвердевшей оболочки 13, и "дефекта покрывания расплавленным металлом", при котором затвердевшая оболочка 13, которая была сформирована (утолщена), покрывается расплавленным металлом 12.
Более того, посредством подвергания титана или титанового сплава плазменно-дуговой плавке, не только титан, но также титановый сплав может отливаться.
(МОДИФИКАЦИИ)
Варианты осуществления настоящего изобретения описаны здесь выше, однако, очевидно, что вышеприведенные варианты осуществления служат только в качестве примеров и не ограничивают настоящее изобретение. Конкретные конструкции и тому подобное настоящего изобретения могут быть модифицированы и выполнены в соответствии с потребностями. Более того, действия и полезные эффекты настоящего изобретения, описанные в вышеприведенных вариантах осуществления, являются не более чем наиболее предпочтительными действиями и полезными эффектами, достигнутыми посредством настоящего изобретения, таким образом действия и полезные эффекты настоящего изобретения не ограничены на описанных в вышеприведенных вариантах осуществления настоящего изобретения.
Например, настоящие варианты осуществления описывают случай, где титан или титановый сплав подвергается плазменно-дуговой плавке, однако, настоящее изобретение может применяться в случае, где титан или титановый сплав плавится посредством плавки в холодном тигле, вместо плазменно-дуговой плавки, например нагрева электронным лучом, индукционного нагрева и лазерного нагрева.
Более того, настоящее изобретение может применяться в случае, где слой флюса размещается между литейной формой 2 и слитком 11.
Настоящая заявка основана на заявке на патент Японии (заявке на патент Японии No. 2013-003916) от 11 января 2013 года, содержание которой включено в настоящее описание путем ссылки.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1, 201 установка для непрерывного литья
2, 202 литейная форма
3 холодный тигель
3а розливной участок
4 загрузочная установка для сырьевого материала
5 плазменная горелка
6 начальный блок
7 плазменная горелка
11 слиток
11а участок поверхности
12 расплавленный металл
13 затвердевшая оболочка
14 воздушный зазор
15 первоначальный затвердевший участок
16 область контакта
31 термопары
211 сляб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБА ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2623524C2 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ, ПОЛУЧЕННЫХ ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2633145C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКА ИЗ ТИТАНА ИЛИ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2623526C2 |
| СПОСОБ ПРОИЗВОДСТВА УДЛИНЕННЫХ ИЗДЕЛИЙ ИЗ ТИТАНА | 2010 |
|
RU2541251C2 |
| Способ изготовления компонентов турбомашины, заготовка и готовый компонент | 2016 |
|
RU2712203C2 |
| ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2704986C2 |
| ТИТАНОВЫЙ СЛЯБ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ПРОИЗВЕДЕННЫЙ С ПОМОЩЬЮ ЭЛЕКТРОННО-ЛУЧЕВОЙ ПЛАВИЛЬНОЙ ПЕЧИ, ПРОЦЕСС ЕГО ПРОИЗВОДСТВА И ПРОЦЕСС ПРОКАТКИ ТИТАНОВОГО СЛЯБА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2552209C2 |
| ТИТАНОВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2676197C1 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТОВ ИЗ РАСПЫЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2608857C2 |
| УСТАНОВКА И ФИЛЬТР ДЛЯ ФИЛЬТРОВАНИЯ АЛЬФА-ТВЕРДЫХ ВКЛЮЧЕНИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2329313C2 |




Изобретение относится к металлургии. Способ включает подачу расплавленного титана или титанового сплава в кристаллизатор и вытягивание слитка вниз при его затвердевании. Толщину затвердевшей оболочки слитка в области (16) контакта между литейной формой (2) и слитком (11) поддерживают в предварительно заданном диапазоне посредством управления температурой (TS) участка (11а) в области (16) контакта и/или проходящим тепловым потоком (q) от участка (11а) к литейной форме (2). Среднее значение температуры участка поверхности слитка в области контакта устанавливают в диапазоне 800°C<TS<1250°C. Обеспечивается повышение качества поверхности слитка. 3 з.п. ф-лы, 10 ил.
1. Способ непрерывного литья для непрерывной отливки слитка, выполняемого из титана или титанового сплава, посредством подачи расплавленного металла, содержащего титан или титановый сплав, расплавленный в нем, в бездонную литейную форму и вытягивания металла вниз при затвердевании, включающий управление температурой участка поверхности слитка в области контакта между литейной формой и слитком и/или проходящим тепловым потоком от участка поверхности слитка к литейной форме в области контакта, для обеспечения нахождения толщины затвердевшей оболочки, образованной в процессе затвердевания расплавленного металла в области контакта, в предварительно заданном диапазоне, при этом средние значения температуры TS участка поверхности слитка в области контакта устанавливают в диапазоне 800°C<TS<1250°C, а толщину D затвердевшей оболочки в области контакта устанавливают в диапазоне 0,4 мм<D<4 мм.
2. Способ по п. 1, в котором средние значения проходящего теплового потока от участка поверхности слитка к литейной форме в области контакта устанавливают в диапазоне 5 МВт/м2<q<7,5 МВт/м2.
3. Способ по п. 1, в котором расплавленный металл обеспечивают посредством расплавления титана или титанового сплава в холодном тигле и вводят в литейную форму.
4. Способ по п. 3, в котором плавка в холодном тигле представляет собой плазменно-дуговую плавку.
| WO2012115272A1, 30.08.2012 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| WO 2012144561A1, 26.10.2012 | |||
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЛИ РАФИНИРОВАНИЯ МЕТАЛЛОВ И СВЯЗАННЫЕ С НИМ СПОСОБЫ | 2004 |
|
RU2383636C2 |

