Изобретение относится к области металлургии и может быть использовано при дисперсионном твердении заготовок и деталей из никелевого сплава ХН68ВКТЮ.
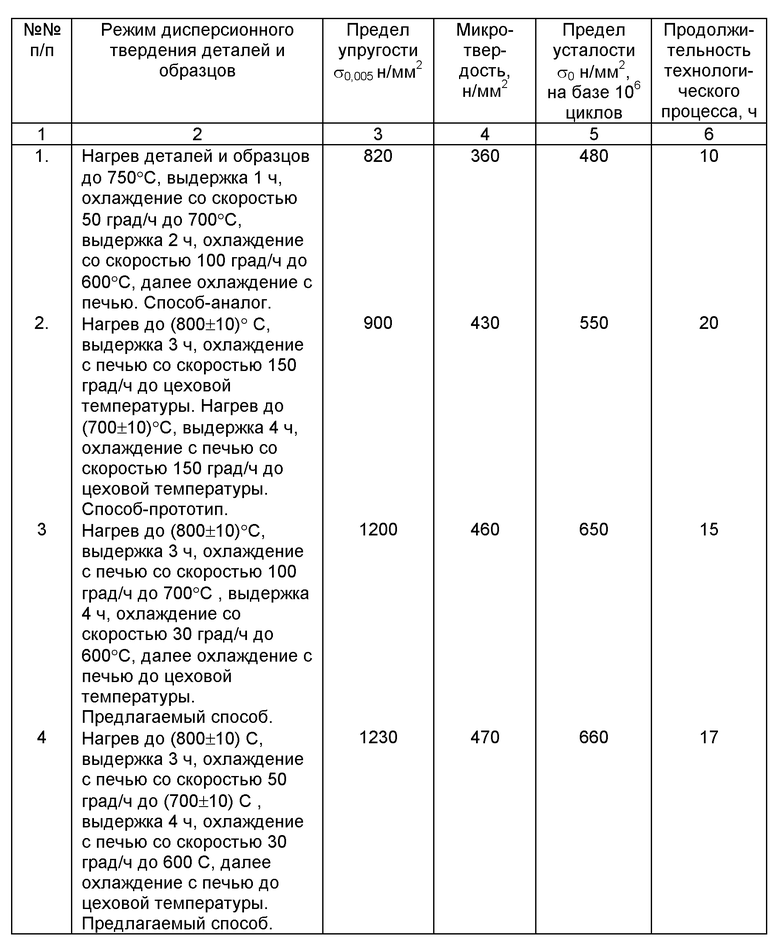
Известен способ ступенчатого дисперсионного твердения закаленных никелевых сплавов, который заключается в нагреве до 750oC, выдержке 1 ч и охлаждении со скоростью 50 - 200 град/ч до 700oC, выдержке при этой температуре 2 ч и дальнейшем охлаждении со скоростью 100 - 200 град/ч до 600oC, при последующем охлаждении с печью [1]. Способ взят в качестве аналога. Этот способ не обеспечивает необходимого упрочнения, предела упругости (σ0,005), предела усталости (σ0), микротвердости сплаву ХН68ВКТЮ, в том числе из-за низкой температуры дисперсионного твердевания (750oC).
Известен способ дисперсионного твердения сплава ХН68ВКТЮ, который заключается в нагреве до (800±10)oC, выдержке 3 ч, охлаждении с печью и дополнительном нагреве до (700±10)oC, выдержке 4 ч и охлаждении с печью. При этом способе термической обработки скорость охлаждения не регламентируется [2]. Способ взят в качестве прототипа. Этот способ не достаточно полно повышает предел упругости (σ0,005), микротвердость (H), усталостную прочность (σ0), и продолжителен по времени осуществления, в том числе за счет того, что не использует регламентированной скорости охлаждения во время дисперсионного твердения.
Технический результат, достигаемый при использовании предлагаемого изобретения, состоит в повышении предела упругости, усталостной прочности (σ0), микротвердости и экономичности.
Достигается положительный результат тем, что способ двухступенчатого дисперсионного твердения аустенитных сплавов на основе никеля включает нагрев и выдержку при 800oC, охлаждение до 700oC со скоростью 50 - 100 град/ч, нагрев и выдержку при 700oC и охлаждение со скоростью 30 - 50 град/ч до 600oC.
В результате охлаждения при дисперсионном твердении сплава ХН68ВКТЮ с предлагаемой скоростью с первой ступени (800oC) до второй (700oC) более интенсивно выделяется упрочняющая фаза типа (NiCo)3Ti, когерентно связанная с матрицей, а в результате охлаждения с предлагаемой скоростью после второй ступени до 600oC более эффективно выделяется упрочняющая фаза Ni3Ti. Выделение упрочняющих фаз, когерентно связанных с матрицей в большем объеме, способствует более эффективному повышению предела упругости (σ0,005), усталостной прочности, микротвердости для сплава, а также способствует сокращению режима термической обработки.
Регламентированная скорость охлаждения при дисперсионном твердении является новизной данного способа и обладает существенным отличием от прототипа.
Эта новизна обеспечивает положительный результат способа.
Пример практического применения
Из закаленной ленты сплава ХН68ВКТЮ изготавливали детали и образцы размерами 70х5х0,2 мм для определения предела упругости (σ0,005), усталостной прочности (σ0).
Детали и образцы термически обрабатывали в вакуумной печи по режимам, указанным в таблице.
Из результатов таблицы можно установить: предлагаемый способ дисперсионного твердения обеспечивает более высокий предел упругости (σ0,005), более высокую микротвердость, более высокий предел усталости (σ0) и менее продолжителен по времени на 5 - 3 ч по сравнению со способом-прототипом.
Таким образом, технический результат от предлагаемого способа обеспечивается за счет повышения предела упругости (σ0,005), предела усталости, что обеспечивает большую долговечность и надежность изделий.
Источники информации, принятые во внимание при составлении заявки:
1. Авторское свидетельство СССР N 945195.
2. Справочник. Авиационные материалы, М. ОНТИ 1975 г., том. 2, стр. 266 - 270.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОГО ДИСПЕРСИОННО-ТВЕРДЕЮЩЕГО СПЛАВА 68НХВКТЮ-ВИ | 2010 |
|
RU2434950C1 |
| СПОСОБ УПРОЧНЕНИЯ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 1995 |
|
RU2094485C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛИ ХВГ | 2000 |
|
RU2184156C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2000 |
|
RU2194080C2 |
| СПОСОБ СТАРЕНИЯ ДЕТАЛЕЙ ВЫСОКОТОЧНЫХ ПРИБОРОВ ИЗ ЗАКАЛЕННОГО СПЛАВА АК8М | 2010 |
|
RU2422552C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 2002 |
|
RU2225780C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2125618C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ СВАРКИ | 2000 |
|
RU2193956C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКИХ ПРОВОДНИКОВ | 1999 |
|
RU2164848C2 |
| ФУНКЦИОНАЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ КОДА УГЛА В СИНУСНО-КОСИНУСНЫЕ НАПРЯЖЕНИЯ | 2001 |
|
RU2196383C1 |

Способ двухступенчатого дисперсионного твердения аустенитных сплавов на основе никеля включает нагрев и выдержку при 800°С, охлаждение до 700°С со скоростью 50 - 100 град/ч, выдержку при 700°С и охлаждение до 600°С со скоростью 30-50 град/ч. Способ позволяет повысить долговечность и надежность изделий. 1 табл.
Способ двухступенчатого дисперсионного твердения аустенитных сплавов на основе никеля, включающий нагрев до 800oC, выдержку при указанной температуре, охлаждение, выдержку при 700oC и охлаждение, отличающийся тем, что охлаждение после выдержки при 800oC проводят до 700oC и со скоростью 50 - 100 град/ч, а охлаждение после выдержки при 700oC осуществляют со скоростью 30 - 50 град/ч до 600oC.
| Авиационные материалы | |||
| Справочник | |||
| - М.: ОНТИ, 1975, т.2, с.266-270 | |||
| JP 10237609 A, 08.09.1998 | |||
| Способ термической обработки дисперсионно-твердеющих аустенитных сплавов | 1979 |
|
SU945195A1 |
| Многоканальное устройство для выделения сигналов | 1986 |
|
SU1372605A1 |
| CH 671583 A5, 15.09.1989 | |||
| RU 94003452 A1, 20.09.1995. | |||

