Изобретение относится к области термической обработки и может быть использовано при изготовлении деталей конструкций и машин.
Известен способ упрочнения низкоуглеродистых сталей путем цементации, закалки и отпуска, который заключается в нагреве деталей в науглероживающей среде при температуре 900 950oC, выдержке для получения глубины насыщения стали углеродом до 1,5 мм, охлаждения до цеховой температуры. Затем производят закалку с температуры 880oC для исправления структуры сердцевины и производят закалку с температуры 820oC для исправления структуры и получения высокой твердости цементационного слоя. После закалок производят низкий отпуск для обеспечения стабильных механических свойств и твердости HPCэ 59 63 цементационного слоя [1]
Этот способ продолжителен по времени, требует повышенных энергозатрат. При двойном нагреве для закалки обезуглероживается цементованный слой, снижается износостойкость и ресурс работы деталей.
Известен способ термического упрочнения, при котором после цементации детали охлаждают до 800 850oC, затем нагревают выше температуры AC3 и производят закалку. Закаленные по такому режиму детали отпускают при 160 180oC [2]
Ближайшим аналогом является известный способ упрочнения низкоуглеродистых сталей, включающий цементацию, охлаждение с температуры цементации до 500
600oC, выдержку 0,3 1 ч до полного распада аустенита, нагрев под закалку и охлаждение [3]
Недостатком аналога является то, что этот технологический процесс требует более продолжительного времени для его реализации, так как охлаждение до температуры 500 600oC с температуры цементации более продолжительно, особенно в случае проведения цементации в твердом карбюризаторе в больших коробках. Кроме того, устойчивость аустенита при температурах, установленных в аналоге (500 600oC), более продолжительное, чем предлагается. Это требует более продолжительной выдержки и, следовательно, большую загрузку оборудования. Следует отметить и то, что нагрев с более низкой температуры (500oC) до температуры закалки потребует большего времени и энергетических затрат. Таким образом, осуществление технологического процесса по способу-аналогу вызывает большие энергетические затраты и большую продолжительность практически при одинаковом качестве продукции.
Цель изобретения повышение долговечности деталей, ускорение процесса производства и улучшение условий труда.
Цель достигается тем, что в известном способе упрочнения низкоуглеродистых сталей, включающем цементацию, охлаждение с температуры цементации, выдержку до полного распада аустенита, нагрев под закалку и охлаждение, охлаждение с температуры цементации производят до 680 550oC, а нагрев под закалку ведут до 800 820oC. При температуре 680 550oC выдерживают 0,3 0,5 ч.
Предлагаемый способ термической обработки ускоряет процесс производства и повышает качество деталей вследствие улучшения структуры за счет превращений крупнозернистого аустенита в структуру перлитного типа при 680 550oC. Последующий нагрев до 800 820oC не вызывает больших энергетических затрат и времени, а закалка от указанных температур обеспечивает мелкозернистую структуру и высокие прочностные свойства, повышенную твердость и износостойкость.
Перечисленные особенности являются новым существенным отличием предлагаемого способа от способов аналога и прототипа.
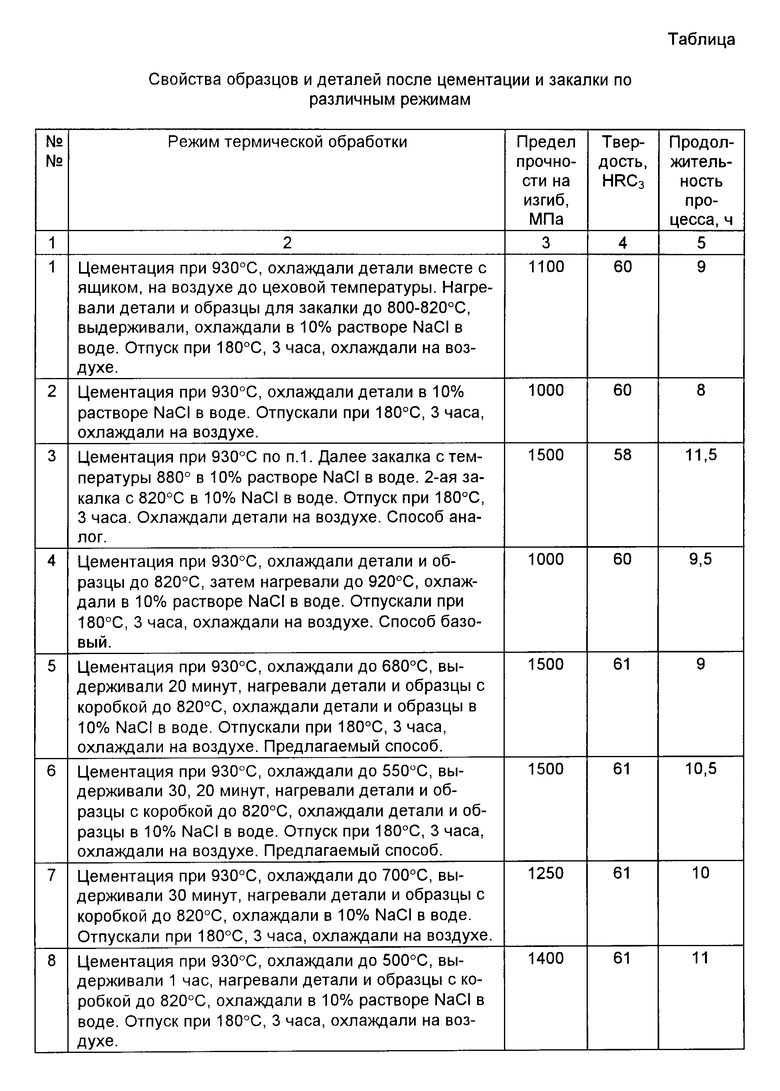
Пример. Проводили цементацию и термическую обработку деталей и образцов из стали 10.
Детали и образцы укладывали в железные ящики с твердым карбюризатором. Ящики загружали в электрическую печь и проводили нагрев для цементации при 930oC. После цементации на глубину 1 мм проводили охлаждение по различным схемам:
1. Охлаждали детали в ящиках на воздухе, а затем нагревали до 800 - 820oC и проводили закалку.
2. Производили закалку с подстуживанием с температуры цементации.
3. Охлаждали с температуры цементации вместе с ящиками до цеховой температуры. Производили закалку с 880oC в 10%-ном растворе NaCl в воде. Производили вторую закалку с 820oC с охлаждением в 10%-ном NaCl в воде. Отпуск при 180oC, 3 ч.
4. Охлаждали после цементации вместе с коробкой до 820oC, затем нагревали детали с коробкой до 920oC, производили закалку в 10%-ном NaCl в воде и отпуск при 180oC, 3 ч.
5. Охлаждали с коробкой до температур 680 550oC, выдерживали 20 и 30 мин, затем нагревали до 820oC, производили закалку в 10%-ном NaCl в воде. Отпускали при 180oC, 3 ч.
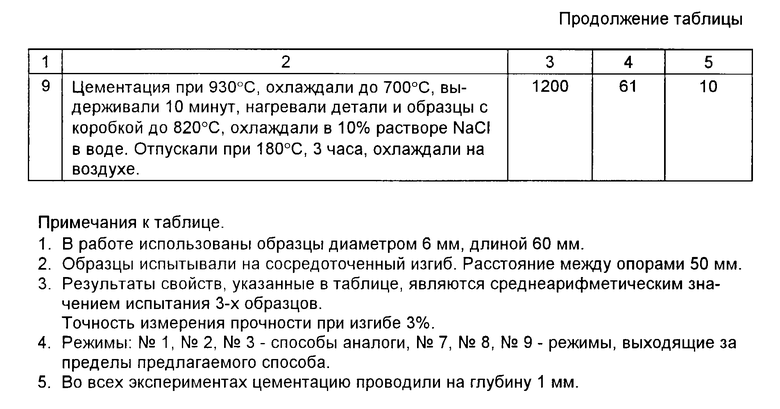
6. Охлаждали до 700oC, 500oC, выдерживали 30 мин, 10 мин, 1 ч, нагревали до 820oC, охлаждали в 10%-ном растворе NaCl в воде. Отпускали при 180oC, 3 ч.
Образцы подвергали испытаниям на изгиб, измеряли твердость. Результаты приведены в таблице.
Как следует из таблицы, наиболее высокие прочностные свойства σизг обеспечивают режим 3 способ аналог и режимы 5 и 6 предлагаемый способ. Однако у режимов предлагаемого способа твердость на 3 HRCэ выше, чем у способа аналога, кроме того, режим способа аналога на 2,5 ч продолжительнее и требует большего количества оборудования (электропечей), а предлагаемый способ можно осуществить в одной электропечи.
Большая продолжительность технологического процесса требует большего расхода электрической энергии, а более высокая твердость после предлагаемого способа относится, в первую очередь, к поверхностной твердости и достигается за счет того, что нагрев для закалки проводят в угле. Это не вызывает обезуглероживания поверхности и повышает износостойкость.
Расчет экономического эффекта.
Экономический эффект от внедрения предлагаемого способа упрочнения состоит из экономии электрической энергии, сокращения продолжительности процесса, повышения надежности и износостойкости деталей.
Экономия электрической энергии заключается в сокращении работы электрической печи типа LEW на 2,5 ч во время проведения только одного режима упрочнения. Мощность печи (N) составляет 35 кВт.
Ээ 35 кВт•2,5 87,5 кВт•ч
где Э экономия электрической энергии, кВт•ч.
Таким образом, только экономия электрической энергии при использовании предлагаемого способа вместо способа применяемого на предприятии составляет 87,5 кВт•ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКАЛКИ ИНСТРУМЕНТОВ ИЗ УГЛЕРОДИСТЫХ СТАЛЕЙ | 1995 |
|
RU2102504C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2553107C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2000 |
|
RU2194080C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛИ ХВГ | 2000 |
|
RU2184156C2 |
| СПОСОБ РЕСУРСОСБЕРЕГАЮЩЕЙ СТУПЕНЧАТОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2020 |
|
RU2728479C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ЦЕМЕНТАЦИИ (НТЦ) СТАЛИ | 2018 |
|
RU2709381C1 |
| СПОСОБ ЦИАНИРОВАНИЯ ИЗДЕЛИЙ | 1997 |
|
RU2107745C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |
| Способ химико-термической обработки деталей из низкоуглеродистых легированных сталей | 1990 |
|
SU1786181A1 |
| СПОСОБ ДВУХСТУПЕНЧАТОГО ДИСПЕРСИОННОГО ТВЕРДЕНИЯ АУСТЕНИТНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1998 |
|
RU2151816C1 |
Изобретение относится к области термической обработки и может быть использовано при изготовлении деталей конструкций и машин. Задачей является повышение долговечности деталей, ускорение производства и улучшение условий труда. Сущность изобретения: детали из стали 10 укладывают в железный ящик с твердым карбюризатором и нагревают до 930oC. Цементацию ведут на глубину 1 мм. Охлаждают детали в ящиках на воздухе до 680 - 550oC, выдерживают 0,3 - 0,5 ч, нагревают до 800 - 820oC и закаливают. 1 з.п. ф-лы, 1 табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каменичный М.С | |||
| Краткий справочник термиста | |||
| - М | |||
| - Киев: Машгиз, 1959, с | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Металловедение и термическая обработки стали: Справочник | |||
| - М.: Металлургия, том II, 1983, с | |||
| Питательное приспособление к трепальной машине для лубовых растений | 1923 |
|
SU343A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 415315, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
