Изобретение относится к технологии изготовления конструкционных материалов для авиационной, электротехнической, судостроительной, машиностроительной, нефтегазовой, строительной, медицинской промышленности и предназначено для изготовления изделий из термопластичных композиционных материалов (ТКМ) методом намотки.
Известны способы изготовления изделий из термопластичных композиционных материалов методом намотки различных видов волокнистых полуфабрикатов, когда весь процесс разделен на две стадии. Один из способов заключается в применении сочетания чередующихся армирующих и матричных (термопластичных) волокон по методу "волоконной технологии" [1], когда после намотки системы волокон на оправку полученную заготовку формуют одним из известных методов (прессовым, автоклавным и т.д.).
К основным недостаткам данного способа относятся значительные затраты на материально-техническое оснащение (пресса, автоклавы и т.п.), а также невысокая производительность процесса.
Наиболее близким по технической сути и достигаемым результатам к предлагаемому изобретению является способ изготовления изделий из ТКМ методом намотки, при котором волокнистые полуфабрикаты предварительно нагревают, расплавляют матричный компонент полуфабрикатов, наматывают на оправку и прикладывают усилие в месте укладки волокон на оправку [2].
Недостатками данного способа являются, во-первых, двухкратный нагрев термопластичного материала до температуры плавления и, следовательно, опасность негативных изменений механических и других свойств в результате термоокислительной деструкции, во-вторых, низкая производительность технологического процесса.
Целью изобретения является уменьшение времени технологического цикла производства, сокращение энергоемких рабочих мест и, как следствие, повышение эксплуатационных характеристик термопластичного композиционного материала в изделии.
Эта цель достигается за счет того, что в качестве волокнистых полуфабрикатов используют армирующие и матричные волокна, предварительный нагрев совмещают с началом пропитки армирующих волокон посредством горячего прикаточного ролика, а при приложении усилия в месте укладки волокон на оправку осуществляют формование изделия с помощью дополнительного горячего ролика.
Схема намотки изображена на чертеже. Способ осуществляется в одну стадию следующим образом. Нити двух видов - неплавкие армирующие 1 и плавкие матричные 2 разматываются с разных бобин и, проходя через собирающее кольцо 3 и раскладочный механизм 4, укладываются на теплоизолированную оправку 5. При укладке они чередуются через одну.
Далее нити проходят через систему горячих прикаточных роликов 6 и 7. Первый по ходу движения ролик 6 (верхний) осуществляет прикатку нитей, транспортирование матричных нитей (на случай их обрыва), а также предварительный подогрев, при этом осуществляется начало пропитки армирующих волокон. Перед вторым роликом волокна расплавляются при помощи струи горячего воздуха, подаваемого из сопла 8, а ролик 7 (боковой) монолитизирует расплав, то есть осуществляется формование изделия на оправке. После окончания намотки изделие охлаждается и снимается с оправки.
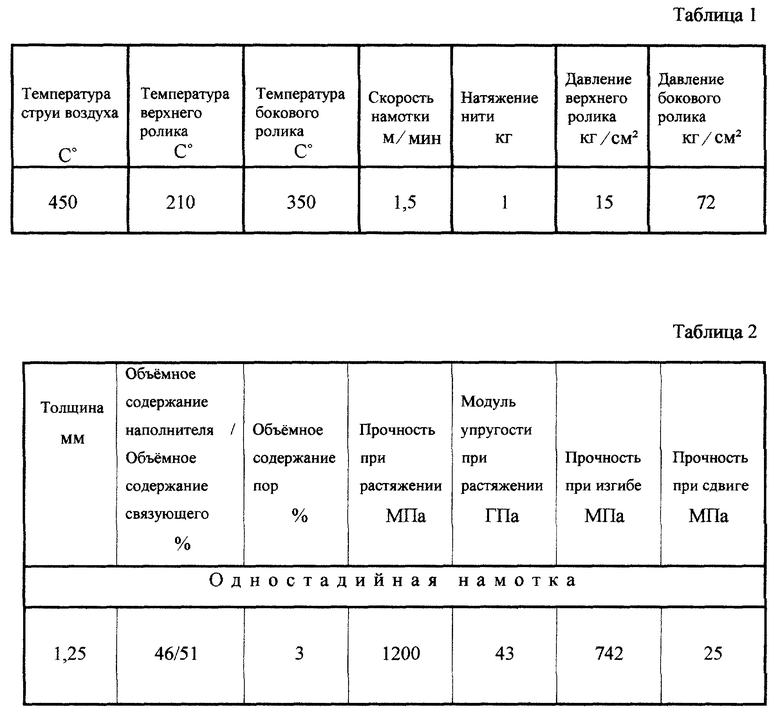
Пример. Процесс осуществлялся по схеме, изображенной на чертеже. Наматывали однонаправленные кольца стандартного размера (диаметр 150 мм, ширина 10 мм). Для намотки использовались нити поликапроамида и нити стекловолокна (состав ВМП). Технологические параметры процесса приведены в табл. 1. Определялись физико-механические характеристики полученных материалов (табл. 2).
Таким образом, предлагаемый способ обеспечивает одностадийный технологический процесс, что дает возможность, во-первых, повысить эксплуатационные характеристики композиционного материала в изделии, уменьшить энергоемкость процесса за счет значительного сокращения времени температурного воздействия на термопластичную матрицу, во-вторых, значительно увеличить производительность процесса за счет совмещения операций намотки заготовки, пропитки армирующих волокон и формования изделия.
Литература
1. Волоконная технология переработки термопластичных композиционных материалов / Г.С. Головкин, В.А. Гончаренко, В.П. Дмитренко и др. Под ред. Г. С. Головкина.- М.: Изд-во МАИ, 1993, - 232 с.
2. Пат. 2053124 РФ, МПК B 29 C 53/72. Способ изготовления композиционного изделия (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ОРГАНОПЛАСТИКОВ | 2008 |
|
RU2383437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2020 |
|
RU2750379C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ ИЗ ВОЛОКНИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ПРОДОЛЬНЫМ АРМИРОВАНИЕМ | 1999 |
|
RU2151014C1 |
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2209131C1 |
| Способ изготовления армированных изделий | 1980 |
|
SU981004A1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ПРОФИЛЕЙ ИЗ ВОЛОКНИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2207927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1992 |
|
RU2009037C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ ИЗ ВОЛОКНИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ПРОДОЛЬНЫМ АРМИРОВАНИЕМ | 1996 |
|
RU2107597C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЕВОГО СПЛАВА С АРМИРУЮЩИМИ ВОЛОКНАМИ | 2013 |
|
RU2538245C1 |
Изобретение относится к технологии изготовления конструкционных материалов для авиационной, электротехнической, судостроительной, машиностроительной, нефтегазовой, строительной, медицинской промышленности и предназначено для изготовления изделий из термопластичных композиционных материалов (ТКМ) методом намотки. В способе изготовления изделий волокнистые полуфабрикаты предварительно нагревают. Расплавляют матричный компонент полуфабрикатов, наматывают на оправку и прикладывают усилие в месте укладки волокон на оправку. В качестве волокнистых полуфабрикатов используют армирующие и матричные волокна. Предварительный нагрев совмещают с пропиткой армирующих волокон посредством горячего прикаточного ролика. При приложении усилия в месте укладки волокон на оправку осуществляют формование изделия с помощью дополнительного горячего ролика. Способ позволяет уменьшить время технологического цикла, сократить энергоемкость производства и, как следствие, повысить эксплуатационные характеристики термопластичного композиционного материала в изделии. 1 ил., 2 табл.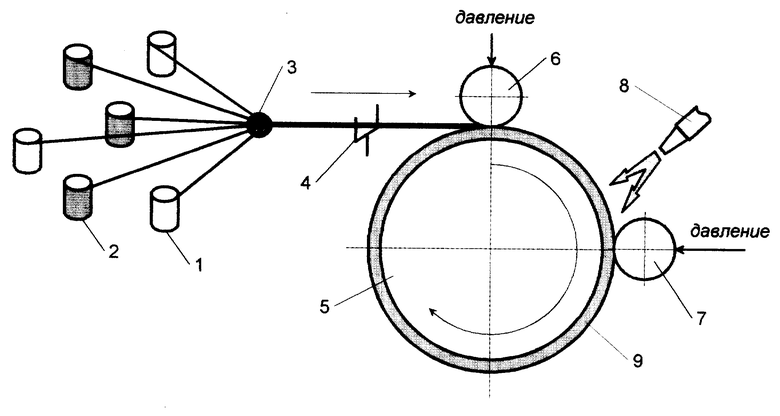
Способ изготовления изделий из термопластичных композиционных материалов методом намотки, при котором волокнистые полуфабрикаты предварительно нагревают, расплавляют матричный компонент полуфабрикатов, наматывают на оправку и прикладывают усилие в месте укладки волокон на оправку, отличающийся тем, что в качестве волокнистых полуфабрикатов используют армирующие и матричные волокна, предварительный нагрев совмещают с пропиткой армирующих волокон посредством горячего прикаточного ролика, а при приложении усилия в месте укладки волокон на оправку осуществляют формование изделия с помощью дополнительного горячего ролика.
| Волоконная технология переработки термопластичных композиционных материалов | |||
| - М.: Издательство МАИ, 1993, с.8, 9, 188-191 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ИЗДЕЛИЯ | 1991 |
|
RU2053124C1 |
| ЦЫПЛАКОВ О.Г | |||
| Конструирование изделий из композиционно-волокнистых материалов | |||
| - Л.: Машиностроение, 1984 | |||
| ЦЫПЛАКОВ О.Г | |||
| Научные основы технологии композиционно-волокнистых материалов | |||
| - Пермское книжное издательство, 1974. | |||
