Изобретение относится к области обработки давлением волокнистых композиционных материалов (ВКМ) и служит для производства армированных профилей.
Наиболее близким к предлагаемому техническому решению является способ получения профилей из ВКМ методом гибки компактной листовой заготовки с формированием геометрии профиля в штампах с жесткоэластичным радиальным подпором. В качестве элементов штамповой оснастки используют: гибочный пуансон для одноугловой гибки, формоблок для двухугловой гибки (для каждого типоразмера профиля) и контейнер полузакрытого типа с подушкой из полиуретана [1].
Недостатком способа является ограниченная длина получаемых профилей, обусловленная размерами штампа.
Задачей предлагаемого способа является устранение ограничений по длине изготовляемых профилей, что позволяет получать длинномерные изделия. При этом увеличивается область их возможного применения.
Сущность изобретения заключается в получении армированных профилей из волокнистых композиционных материалов. Для этого компактную листовую заготовку из ВКМ подвергают гибке с жесткоэластичным радиальным подпором. При этом гибку осуществляют методом прокатки, для чего концевой участок заготовки сжимают между валками с давлением, не превышающим прочности ВКМ. После этого валки приводят во вращательное движение. Жесткоэластичный радиальный подпор обеспечивают посредством эластичной втулки, закрепленной на одном валке. Формирование геометрии профиля осуществляют другим валком, выполненным из жесткого материала и имеющим рабочую поверхность, соответствующую заданному профилю.
Описываемый способ поясняется схемой (см. чертеж). Верхний валок 1 выполнен из жесткого материала и имеет поверхность, соответствующую получаемому профилю. Нижний валок представляет собой составную конструкцию, включающую стержень 2 и эластичную втулку 3, имеющую цилиндрическую форму и расположенную соосно с валком. Эластичная втулка, посаженная на валок, ограничена с торцов дисками 4. Оба валка последовательно вставляют в паз, имеющийся в нижней части станины 5. Между валками помещают компактную листовую заготовку из ВКМ 6. На верхний профилирующий валок посредством верхней части станины 7 прикладывают усилие прижима, обеспечивающее деформацию заготовки под давлением, равным напряжению гибки ВКМ и не превышающим напряжение разрушения ВКМ, что достигается при гибке за несколько проходов до получения требуемого профиля. После этого производят одновременное вращение обоих валков. В результате образуется профиль по всей длине заготовки.
ПРИМЕР
На лабораторном устройстве, детали оснастки которого выполнены из инструментальной стали ШХ15, а эластичная втулка из полиуретана марки СКУ-ПФЛ, подвергали гибке при комнатной температуре образцы из компактного листового ВКМ АД1-В длиной 500 мм, шириной 70 мм, толщиной 1 мм с целью получения профиля с сечением в виде уголка, причем угол изгиба составлял 90o, радиус изгиба 20 мм, а объемная доля волокон Vf=30%. Диаметр профилирующего валка 100 мм, диаметр полиуретановой втулки 150 мм, диаметр боковых дисков 160 мм. Максимальная глубина внедрения пуансона с деталью в полиуретановую втулку составляла 30 мм. В качестве оборудования использовался пресс усилием 500 КН.
Гибку проводили в следующем порядке: концевую часть заготовки подавали в зев валков, находящихся в неподвижном состоянии. Верхним валком прижимали концевую часть заготовки к нижнему валку, обеспечивая при этом жесткоэластичный радиальный подпор со стороны втулки, до формирования заданного профиля. Затем валки приводили в движение. В результате получили заданный профиль по всей длине заготовки.
Полученные профили подвергали испытанию на разрыв, при этом было установлено, что прочность ВКМ близка к расчетной (около 850 МПа). Кроме этого, после вытравливания из матрицы КМ испытывали волокна. Проведенный фракционный анализ показал, что 90% волокон сохраняют свою сплошность.
Предложенный способ обеспечивает получение длинномерных армированных профилей с высокими механическими характеристиками.
Литература
1. Композиционные материалы: Справочник./В.В. Васильев, В. Д. Протасов, В. В. Болотин и др./Под общ. ред. В.В. Васильева, Ю.М. Тарнопольского. - М.: Машиностроение, 1990. - стр. 110-112.
Изобретение относится к области обработки давлением волокнистых композиционных материалов (ВКМ) и применяется в аэрокосмической отрасли промышленности, а также и в других отраслях машиностроения. Получение армированных профилей из волокнистых композиционных материалов включает формообразование геометрии профиля гибкой компактной листовой заготовки из ВКМ с жесткоэластичным радиальным подпором. Гибку осуществляют методом прокатки, концевой участок заготовки сжимают между валками с давлением, не превышающим прочности ВКМ, валки приводят во вращательное движение. Жестко-эластичный радиальный подпор обеспечивают посредством эластичной втулки, закрепленной на одном валке. Формирование геометрии профиля осуществляют другим валком, выполненным из жесткого материала и имеющим рабочую поверхность, соответствующую заданному профилю. Расширяются технологические возможности за счет получения длинномерных профилей. 1 ил.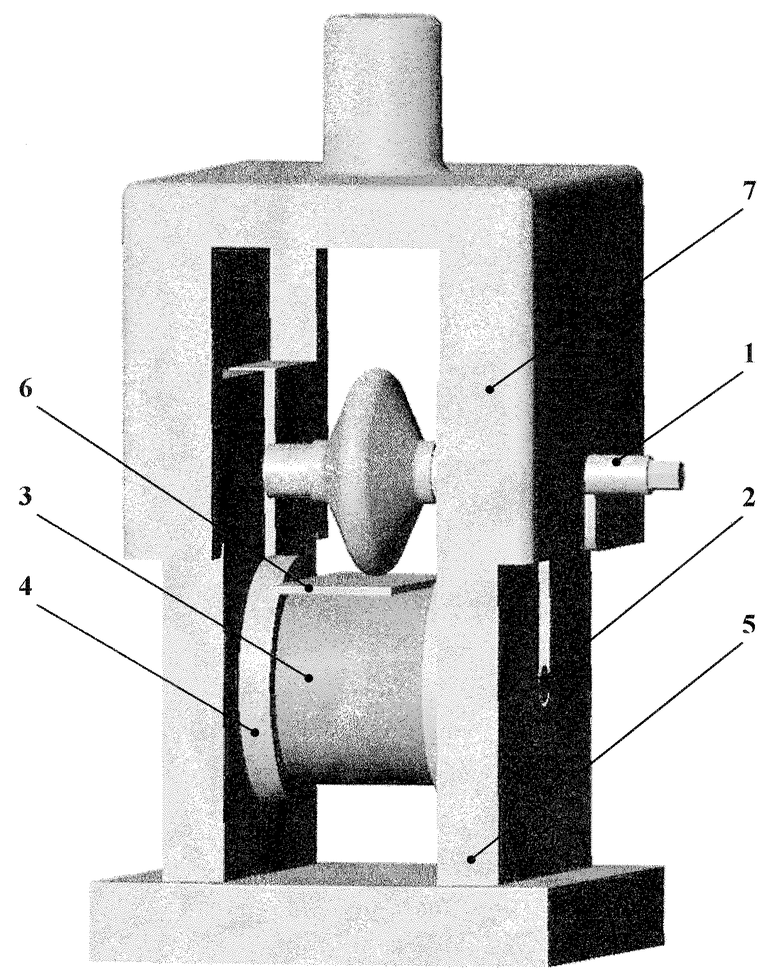
Способ получения армированных профилей из волокнистых композиционных материалов (ВКМ), включающий формирование геометрии профиля гибкой компактной листовой заготовки с жесткоэластичным радиальным подпором, отличающийся тем, что гибку осуществляют методом прокатки, сжимают концевой участок заготовки между валками давлением, не превышающим прочности ВКМ, затем валки приводят во вращательное движение, жесткоэластичный радиальный подпор обеспечивают посредством эластичной втулки, закрепленной на одном валке, а формирование геометрии профиля осуществляют другим валком, выполненным из жесткого материала и имеющим рабочую поверхность, соответствующую заданному профилю.
| Композиционные материалы | |||
| Справочник /Под ред | |||
| В.В.ВАСИЛЬЕВА, Ю.М.ТАРНОПОЛЬСКОГО | |||
| - М.: Машиностроение, 1990, с.110-112 | |||
| I ВСЕСОЮЗНАЯ'jM'^EflTHQ-Tfcy'-'^-iF^^A^ | 0 |
|
SU388811A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113307C1 |
| US 4173879, 13.11.1979 | |||
| US 4578978, 01.04.1986. | |||

