Изобретение относится к области ионно-лучевой вакуумной обработки материалов и может быть использовано в инструментальной промышленности для повышения износостойкости режущего инструмента, штамповой оснастки, деталей машин и механизмов.
Известен способ (заявка Франции N 2476143 кл. C 23 C 14/48) ионно-лучевой обработки изделий, заключающийся в том, что в камеру, где располагаются изделия, напускают газ. Газ ионизируют и используют для обработки изделий. Ионы газа ускоряются за счет приложения переменной разности потенциала между изделиями и камерой. Технические возможности данного способа по созданию необходимой структуры и элементного состава в приповерхностном слое изделий ограничены тем, что при такой обработке в изделие имплантируются только ионы напускаемого газа.
Известен способ получения износостойких соединений (Габович М.Д., Семашко Н.Н., Плешивцев Н.В. Пучки ионов и атомов для управляемого термоядерного синтеза и технологических целей. М., Энергоиздат, 1986, 249 с.), по методу КИБ.
Одним из недостатков этого способа является то, что перед нанесением покрытия, для получения хорошей адгезии необходима очень тщательная очистка изделий. Поверхность изделий не должна быть шероховатой. Допустимый класс чистоты поверхности должен быть не менее шестого. Поэтому данным способом можно обрабатывать только шлифованные изделия. Большая разница в физико-механических свойствах наносимых покрытий и материала изделий приводит к возникновению сильных механических напряжений на границе покрытие-материал изделия и, как следствие, разрушение покрытия при нагрузках. Необходимая высокая (>450oC) температура при нанесении покрытий на изделия резко ограничивает материалы, подлежащие данному виду упрочнения из-за отпуска. В силу перечисленных свойств данный способ ограничен для применения как по материалам изделий, так и по эффекту повышения износостойкости изделий.
Наиболее близким к заявляемому способу ионно-лучевой обработки является - способ ионно-лучевой обработки изделий (а.с. СССР N 1777391 кл. C 23 C 14/48 от 23.04.90 г), заключающийся в том, что сначала имплантируют ионы, выбранные из группы элементов, образующих твердые соединения, с высокой энергией (50-200 кэВ), а затем ионами молибдена с низкой энергией (20-50 кэВ). Недостатком данного способа является то, что обработка по нему изделий, режущего инструмента, штамповой оснастки, изготовленных из сталей типа Р6М5, Х12М и др. не приводит к существенному повышению износостойкости. Ресурс работы указанных видов изделий, выполненных из данных материалов, повышается в среднем только в 1,5 раза. Этого можно достигнуть во многих случаях и другими более дешевыми способами.
Предлагаемое изобретение позволяет повысить износостойкость обрабатываемых изделий за счет увеличения твердости и пластичности в приповерхностном слое.
Указанный технический результат достигается тем, что в способе ионно-лучевой обработки изделий, включающем образование первого слоя путем имплантации ионов металла и (или) неметалла, выбираемых из группы элементов, образующих твердые растворы, с энергией 80-100 кэВ, а затем второго слоя при пониженной энергии имплантируемых ионов, согласно изобретению второй слой формируют при энергии ионов 20-80 кэВ и флюенсе 5•1016-5•1017 ион/см2, а одним из имплантируемых элементов второго слоя является ниобий. Формирование второго слоя может осуществляться при подаче реакционного газа при давлении 10-2-100 Па.
При осуществлении предлагаемого способа в приповерхностной зоне материала создается двухслойная структура. В начале проводится формирование первого слоя. Для этого проводится имплантация ионов металла и (или) неметалла, выбираемых из группы элементов, образующих твердые соединения. Энергия ионов при этом составляет 80-200 кэВ, флюенс 5•1016-5•1017 ион/см2. Особенностью предлагаемого способа является то, что для формирования второго слоя энергию имплантируемых ионов понижают до 20-80 кэВ, флюенс 5•1016-5•1017 ион/см2, при этом одним из имплантируемых элементов должен быть ниобий.
Формирование второго слоя может быть осуществлено при подаче реакционного газа при давлении 10-2-100 Па. Реакционный газ содержит в себе элементы азот, кислород, углерод.
Энергия и элементный состав имплантируемых ионов определяется следующим. В приповерхностном слое, находящемся на некоторой глубине, образуют соединения, обладающие высокой микротвердостью. Это возможно осуществить при энергиях не ниже 80 кэВ, т.к. при меньших энергиях, из-за малого пробега ионов и распыления, максимальная концентрация имплантируемых ионов будет находиться непосредственно на самой поверхности. Это будет мешать формированию второго слоя. Верхняя энергия имплантируемых ионов ограничена тем, что при E>200 кэВ для ускорителей ионов требуются специальные помещения с защитой от рентгеновского излучения. Также сильно возрастает стоимость ускорителей и стоимость их обслуживания, поэтому обработка изделий ионами более высоких энергий не целесообразна с экономической точки зрения.
Энергия и элементный состав имплантируемых ионов при формировании второго слоя обусловлены следующим. Этот слой должен находиться на самой поверхности, чтобы именно его свойствами определялось взаимодействие изделия с ответной деталью (или обрабатываемым материалом). Это можно обеспечить при энергиях ионов выше 20 кэВ. При более низких энергиях коэффициент вторичной эмиссии материала имеет высокие значения, что приведет к малой глубине их проникновения и уносу имплантируемых элементов.
Обработка ионами с E>80 кэВ приведет к формированию не двухслойной структуры слоя, а к однослойной. Это приведет к формированию приповерхностной области материала, обладающей высокой хрупкостью и, как следствие, не высокой износостойкостью.
Выбор дозы облучения обусловлен - снизу тем, что при меньших дозах D < 5•1016 ион/см2 концентрация имплантируемых ионов мала, и не происходит существенных изменений в свойствах облучаемого материала, и износостойкость изделий мало изменяется. Облучение ионами с дозой больше, чем 5•1017 ион/см2 приводит к формированию очень хрупких приповерхностных слоев и, как следствие, понижению износостойкости.
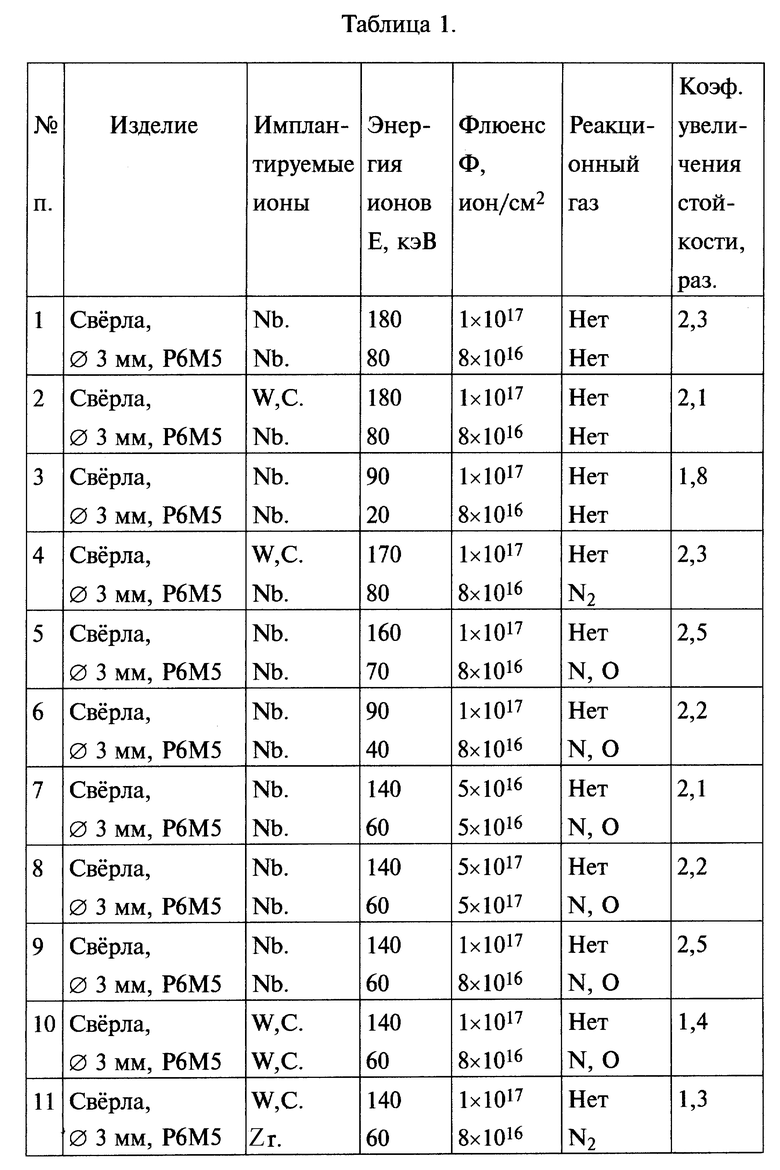
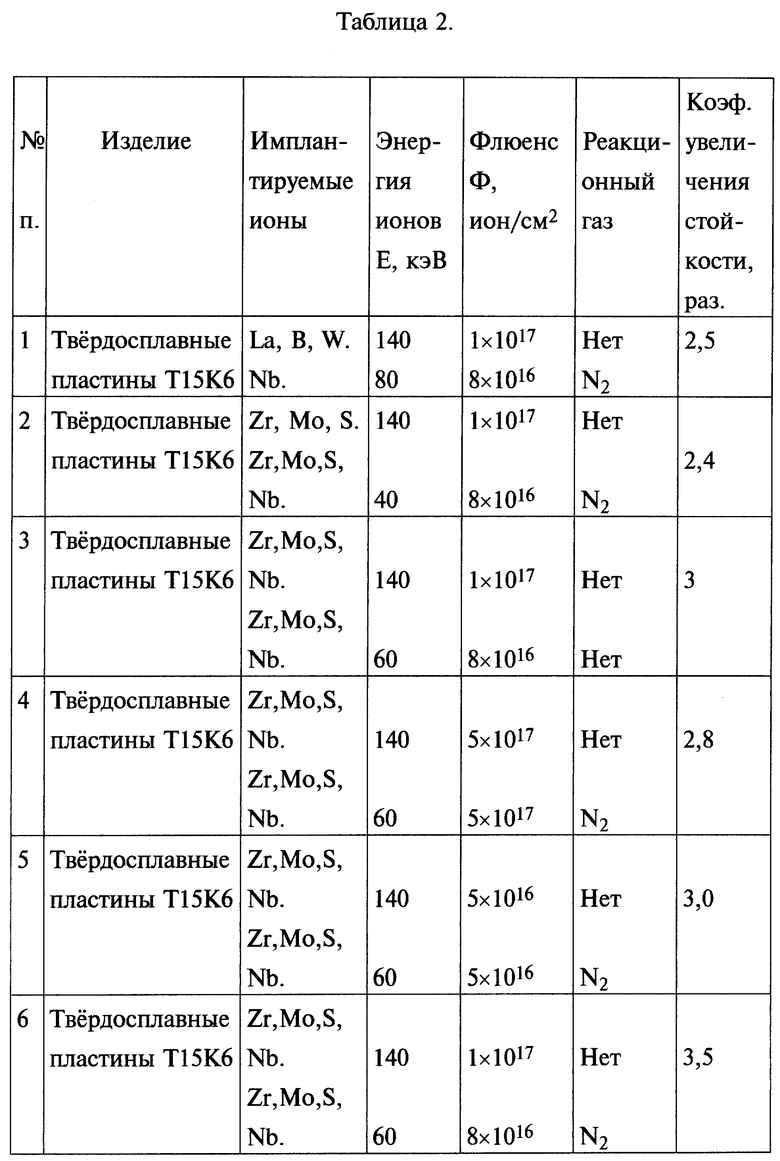
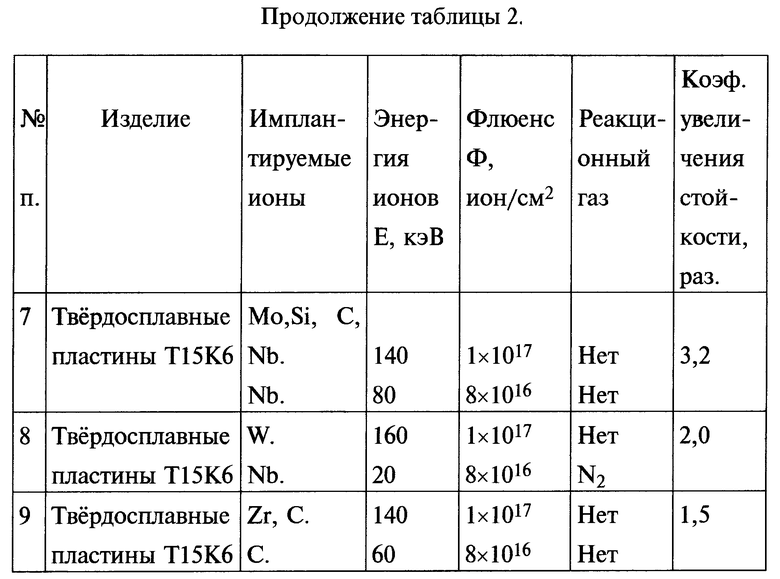
Важным моментом в заявляемом способе является то, что одним из имплантируемых элементов при формировании второго слоя должен быть ниобий. Вышеуказанный технический результат не достигается при его отсутствии на данном этапе ионно-лучевой обработки изделий (см. таблицы 1, 2).
Выбор давления газа определяется следующим. Более низкое давление не обеспечит достаточного количества подаваемых элементов и соответственно они не будут играть заметной роли в формировании структуры приповерхностного слоя. При более высоком давлении формирование структуры приповерхностного слоя будет осуществляться преимущественно только элементами реакционного газа. Также при более высоком давлении затруднена работа самого имплантера.
Заявляемый способ характеризуется новой совокупностью признаков, которые позволяют обрабатывать изделия пучком ионов из проводящих или полупроводящих веществ с одновременным осаждением и внедрением газовых частиц в изделия, причем, количество газа в рабочей камере, а следовательно, и концентрацию газовых компонентов в формируемых приповерхностных слоях обрабатываемых изделий можно регулировать, начиная с нулевого значения. Это создает возможности по формированию необходимых элементного состава и структур в приповерхностных областях материала и на самой поверхности. Сравнительные данные по различным способам обработки приведены в таблицах 1-2, откуда видно, что износостойкость увеличивается в 2,5 раза и более.
Предлагаемый способ осуществляется следующим образом. Вакуумную камеру, в которой расположен источник ионов, откачивают до давления 10-3 Па. Производится ионная очистка изделий с помощью ионного источника (не подавая газ). При этом энергия ионов не превышает 10-20 кэВ. Затем, повысив энергию ионов до 80-200 кэВ и имплантируя ионы металла и (или) неметалла, осуществляется формирование приповерхностного слоя. После этого, плавно понижая энергию ионов до 20-80 кэВ и постепенно добавляя реакционный газ осуществляется формирование переходного слоя от приповерхностных областей к поверхности. При этом атомы (молекулы) газа попадают в поток ускоренных ионов и частично ионизуются. Также газ попадает в область горения вакуумного дугового разряда ионного источника и претерпевает дополнительную ионизацию. Ионы газа, проходя ускоряющий промежуток, приобретают энергию и имплантируются в изделия. Осажденные атомы (молекулы) и ионы газа под воздействием бомбардировки ускоренных ионов перемешиваются с материалом изделий и проникают в глубь. Отличительной особенностью является то, что при данном способе можно очень просто регулировать количество попавших в приповерхностные слои материала изделий элементов газа. Последнее с учетом того, что энергию падающих ионов можно легко регулировать, позволяет создавать модифицированные покрытия без границы раздела с матрицей, причем в области давлений газа 1•10-1 Па и выше происходит не только имплантация ионов, но и формирование пленки на поверхности материала изделия.
При осуществлении заявляемого способа удается избежать резкой границы раздела пленка-материал изделия. Также удается создать необходимое распределение по глубине элементного состава с нужным соотношением компонент. Можно получать поверхностные слои, состоящие в основном из элементов газа и имплантируемых ионов, которые плавно переходят в виде твердых растворов к элементному составу самой матрицы в глубине.
Проверка предлагаемого способа производилась на сверлах диаметра 3 мм, изготовленных из стали Р6М5 и твердосплавных пластинах типа Т15К6. Сверление отверстий производилось в сплаве ВТ-3-1, глубиной 12 мм, с использованием СОЖ. Скорость вращения шпинделя составляла 1059 об/мин, подача 0,05 мм/об. Результаты проведенных испытаний сверл представлены в таблице 1. Испытания твердосплавных пластин Т15К6 проводилось по стали ХВСГ. Результаты испытаний представлены в таблице 2.
Изобретение может быть использовано в инструментальной промышленности и направлено на повышение износостойкости режущего инструмента, штамповой оснастки, деталей машин и механизмов. Способ включает образование первого слоя путем имплантации ионов металла и (или) неметалла, выбранных из группы элементов, образующих твердые растворы, с энергией 80-200 кэВ, а затем второго слоя при пониженной энергии имплантируемых ионов, при этом второй слой формируют при энергии ионов 20-80 кэВ и флюенсе 5•1016 - 5•1017 ион/см2, а одним из имплантируемых элементов второго слоя является ниобий. 1 з.п. ф-лы, 2 табл.
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ | 1990 |
|
SU1707997A1 |
| 0 |
|
SU166349A1 | |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ И ИНСТРУМЕНТА ИЗ УГЛЕРОДИСТЫХ И ЛЕГИРУЮЩИХ СТАЛЕЙ | 1992 |
|
RU2045582C1 |
| RU 2055100 С1, 27.02.1996 | |||
| RU 94018171 А1, 10.01.1996 | |||
| ЭКРАН ДЛЯ ЦВЕТОВОГО СОПРОВОЖДЕНИЯ ПЕРЕДАЧИ | 0 |
|
SU175538A1 |
