Изобретение относится к специальным расположениям опор в установке для разливки тонкой ленты.
Под установкой для разливки тонкой ленты здесь подразумевается установка, в которой жидкая сталь подается через подводящую систему на непрерывно перемещающуюся ленту, охлаждаемую снизу водой. Нижняя сторона наносимого слоя стали застывает затем в контакте с лентой, а верхняя сторона вступает в контакт с верхним роликом в качестве свободной поверхности под защитным газом или для достижения лучшего свойства поверхности. После полного затвердевания полученная заготовка (тонкая лента) выходит с непрерывно перемещающейся транспортирующей ленты, и затем транспортируется дальше с помощью ведущего элемента передачи. В соответствии с необходимой толщиной окончательно прокатанной горячекатаной ленты (от 1 до 3 мм), а также с требующейся термомеханической обработкой для достижения достаточных свойств материала может, в значительной мере, оптимально выбираться толщина разливки (около 10 мм). При этом оптимальной толщиной разливки является такая, при которой достигается необходимая степень горячей деформации с минимальной работой деформации.
Непрерывно перемещающаяся транспортирующая лента обеспечивает охлаждение и в значительной мере - не имеющую трения опору заготовки на длинном участке. Отсюда получается высокая скорость разливки - как предпосылка для непосредственной взаимосвязи между установкой для разливки и стадией прокатки, и высокая производительность - как основное условие для разливки стали широкого применения.
Бесконечно перемещающаяся лента, доступ к которой имеется сверху и спереди, облегчает подвод стали. Сталь не должна, как в других способах, направляться в узком зазоре между двумя лентами или валками.
В зоне между направляющими роликами для бесконечно перемещающейся ленты, для охлаждения непрерывно перемещающейся ленты на ее стороне, противоположной стали, расположено охлаждающее устройство (охлаждение водой через соответствующие сопла). Несмотря на это охлаждение, вследствие высоких температур, создаваемых расплавом стали на верхней поверхности ленты, происходит выпучивание непрерывно перемещающейся ленты. Это выпучивание отражается в виде деформации заготовки на ее поверхности. Для предотвращения выпучивания в холодильнике установлено разрежение. За счет разницы давлений непрерывно перемещающаяся лента прижимается к опорам.
Применявшиеся до сих пор опорные ролики (Production of steel strip with a single belt process, K.-H Spitzer und K. Schwertfeger, ISM, ноябрь 1995, стр. 51), раньше имели продольный разрез с канавками, таким образом (фиг. 12 публикации) опорные ролики имели профилированную поверхность, причем профиль в продольном разрезе имеет участки с увеличенным диаметром, по сравнению с минимальным диаметром роликов. Ширина этих расстояний до сих пор соответствовала, в основном, расстоянию между участками.
У роликов такой конструкции напряжения, возникающие, в частности, из-за термических нагрузок, неконтролируемо уменьшаются в непрерывно перемещающейся транспортирующей ленте. Как только слишком высокие напряжения выходят за границу стабильности, непрерывно перемещающаяся лента выпучивается, предпочтительно в средней зоне. Установленное таким образом разрежение не приводит в ранее применявшихся конструкциях роликов к желаемому результату, так как выпучивание непрерывно перемещающейся ленты влияет нежелательным образом и на форму заготовки.
Кроме того, известно опорное устройство для транспортирующей ленты в установке для разливки тонкой ленты, содержащее опоры, выполненные в форме полозьев, и транспортирующую ленту, к которой со стороны опор приложено разрежение (US 3933193, 20.01.1976).
Задачей изобретения является создание опорной конструкции с таким расположением опор, при котором исключается выпучивание непрерывно перемещающейся ленты, в частности, в зоне подачи жидкой стали.
Эта задача решается за счет того, что расстояние между опорами в направлении, поперечном к транспортированию, больше, чем их протяженность в этом направлении.
Согласно изобретению опоры в зоне верхней поверхности транспортирующей ленты выполнены, в частности, в форме полозьев, причем расстояния между опорами, поперечно к направлению транспортирования, выбираются большего размера, чем длина опор в этом направлении. При этом расстояния оптимизируются таким образом, что, с одной стороны, могут достаточно снизиться напряжения в ленте, а с другой стороны, не может осуществляться выпучивание ленты над несколькими опорами. В промежутках между опорами, с другой стороны, жесткость ленты является еще достаточной, для того чтобы, преимущественно, не происходило выпучивание ленты. В частности, возможное выпучивание предотвращается также за счет того, что лента между опорами удерживается, преимущественно, в одной плоскости за счет разрежения, прикладываемого к нижней стороне ленты.
Длина опор в направлении непрерывного перемещения транспортирующей ленты предпочтительно больше, чем в поперечном направлении. Опоры в сочетании с разрежением, действующим на нижней стороне транспортирующей ленты, вызывают увеличенный прижим ленты, благодаря чему повышается надежность предотвращения выпучивания.
Согласно предпочтительному выполнению опоры, преимущественно, в плоскости нижней стороны транспортирующей ленты расположены по типу решеток, причем оси решеток, предпочтительно, расположены под углом к направлению транспортирования, в частности, под углом 45o к нему. Благодаря этому получается более благоприятное распределение напряжений по плоскости внутри транспортирующей ленты. Так как наибольшие составляющие напряжения более не проходят в поперечном направлении ленты, то в этом направлении выпучивание возникать более не может.
В промежутках решетки, то есть между опорами, расположены сопла для хладагента, предпочтительно, для охлаждения транспортирующей ленты. Благодаря этому может усиленно охлаждаться, в частности, критическая зона поверхности ленты между опорами. Иначе, чем при применении опорных валков, облегчается доступ к пространству между опорами для размещения сопел для хладагента, так как опоры могут удлиняться вниз настолько, чтобы образовать достаточно места для размещения необходимого количества хладагента. На поверхности, обращенной к транспортирующей ленте, опоры могут быть плоскими. На этой поверхности может быть предусмотрено, в частности, также покрытие, которое в трибулогической (тройственной) системе - поверхность транспортирующей ленты, поверхность опор, хладагент - уменьшает до минимума трение. Поверхность опор, в частности, может быть образована одним или несколькими роликами, установленными на опоре.
В опоры, согласно изобретению, предпочтительно, встраиваются сопла для охлаждения транспортирующей ленты. Речь при этом может идти о соплах, которые охлаждают промежутки между опорами. С другой стороны, независимо от этого, по самой опоре может направляться хладагент к поверхности опоры в зоне нижней стороны транспортирующей ленты. Благодаря этому создается конструктивно простая возможность охлаждения ленты также непосредственно на опорной поверхности опор и создания скользящей пленки между опорой и лентой. В частности, эта опорная поверхность должна быть, преимущественно, плоской, ниже которой должна также проходить цилиндрическая боковая поверхность, и на этой опорной поверхности расположены каналы для направления хладагента.
В предпочтительной форме выполнения на отдельной опоре может быть расположено несколько сопел, которые, в частности, направляются вплоть до опорной поверхности на нижнем конце транспортирующей ленты.
Изобретение поясняется более подробно примером выполнения, схематически показанным на фиг. 1 и 2.
На фиг. 1 показан вид сверху на опорное устройство под транспортирующей лентой;
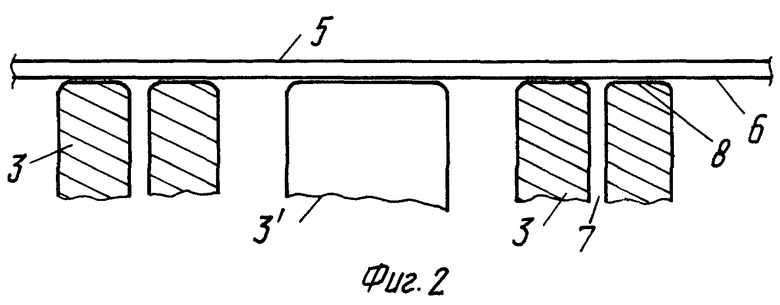
фиг. 2 - вырез поперечно к направлению транспортирования.
Согласно фиг. 1 опоры 3, 3' образуют решетку с осями 2, 2' решетки, причем оси 2, 2' решетки проходят под углом к направлению 1 транспортирования непрерывно перемещающейся ленты. Опоры 3, 3' расположены в точках пересечения осей 2, 2' решетки. В промежутках между опорами 3, 3' расположены сопла 4 для подвода хладагента.
На фиг. 2 представлены опоры 3, 3', доходящие вплоть до нижней стороны 6 транспортирующей ленты 5. Опоры 3, 3' имеют направляющие каналы 7 для подвода хладагента, вплоть до зоны нижней транспортирующей стороны 6. Благодаря этому между поверхностью 8 опор и нижней стороной 6 транспортирующей ленты образуется пленка хладагента, предотвращающая трение между этими поверхностями.
В качестве хладагента обычно применяют воду. Для повышения отвода тепла могут применяться также двухфазные охлаждения для опор и сопел. При этом опоры, предпочтительно, охлаждаются воздухом или защитным газом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗЛИВКИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2160651C2 |
| СПОСОБ НАПРАВЛЕНИЯ НЕПРЕРЫВНЫХ ЗАГОТОВОК В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2147262C1 |
| ТРАНСПОРТЕРНАЯ ЛЕНТА УСТАНОВКИ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЛЕНТ ИЗ МЕТАЛЛА | 1994 |
|
RU2113315C1 |
| СПОСОБ НАПРАВЛЕНИЯ ЗАГОТОВКИ, ПОЛУЧЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ МЕТАЛЛА, И УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ЗАГОТОВКИ | 1997 |
|
RU2184636C2 |
| СПОСОБ ОХЛАЖДЕНИЯ РАСПЛАВЛЕННОЙ СТАЛИ ПРИ ЛИТЬЕ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2122919C1 |
| ЛИТЕЙНОЕ СОПЛО ДЛЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ ТОНКОЙ ЛЕНТЫ | 1997 |
|
RU2153950C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ | 1996 |
|
RU2166387C2 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ РАСПЛАВА МЕТАЛЛА В КРИСТАЛЛИЗАТОР | 1996 |
|
RU2146576C1 |
| СПОСОБ ПРОДУВКИ СВЕРХУ КИСЛОРОДСОДЕРЖАЩЕГО ГАЗА ЧЕРЕЗ РАСПЛАВ МЕТАЛЛА И ФУРМА ДЛЯ ОБРАБОТКИ ЖИДКОГО РАСПЛАВА МЕТАЛЛА | 1995 |
|
RU2135604C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ТОНКИХ ПЛОСКИХ СЛИТКОВ ИЗ МЕТАЛЛА | 1996 |
|
RU2149074C1 |
Изобретение относится к опорному устройству для транспортирующей ленты в установках для разливки тонкой ленты. На непрерывно перемещающуюся транспортирующую ленту разливается жидкая сталь. На своей нижней стороне транспортирующая лента имеет устройства для создания разрежения и опоры для ленты, а также для охлаждения. Расстояние между опорами, замеренное поперечно к направлению транспортирования, больше, чем длина опор в этом направлении. Изобретение позволяет исключить выпучивание ленты. 7 з.п. ф-лы, 2 ил.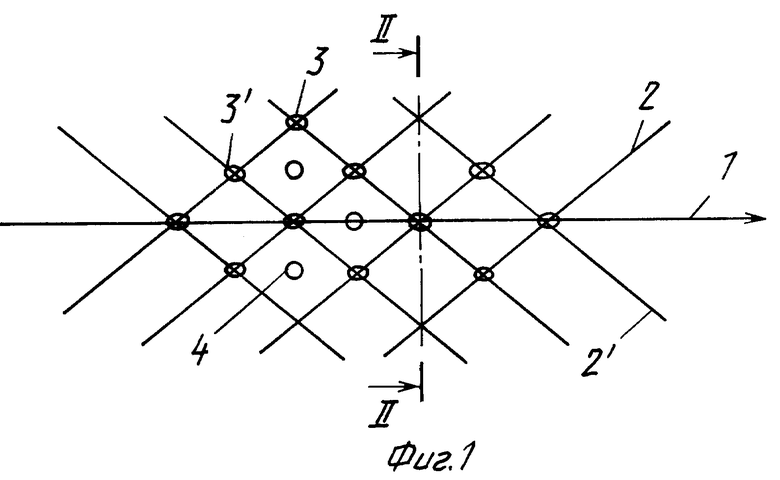
| US 3933193, 20.01.1976 | |||
| 0 |
|
SU271415A1 | |
| Кухня с карбурацией воздуха керосином | 1927 |
|
SU8901A1 |
| Переносной бункер | 1974 |
|
SU608731A1 |
| RU 2060099 C1, 20.05.1996 | |||
| Шварцмайер В | |||
| Непрерывная разливка | |||
| Развитие и применение | |||
| - М.: Государственное научно-техническое издательство по черной и цветной металлургии, 1962, с.51-54. | |||

