Изобретение относится к литейному соплу для установки непрерывной разливки тонкой ленты, в частности для разливки тонких стальных лент.
Из DE 37 07 097 известно сопло для разливки тонких стальных лент, в котором сопло образует возвратный порог, примыкающий к подвижному носителю, и фронтальный порог, причем между возвратным порогом и фронтальным порогом образуется литейный зазор, обращенный к носителю. В качестве носителя служит непрерывная стальная лента.
Такие сопла выполняются обычно из жаропрочного материала, который подвержен определенному износу при высоких температурах стального расплава, вследствие чего форма литейного зазора во время литья может изменяться, а сопло в любом случае через определенный промежуток времени необходимо заменить.
Кроме того, известно литейное сопло для установки непрерывной разливки тонкой ленты, содержащее возвратный и фронтальный пороги, образующие зону литейного зазора, причем возвратный порог наложен на перемещающийся в направлении транспортировки носитель для тонкой ленты, а фронтальный порог ограничивает литейный зазор относительно носителя в направлении транспортировки (DE 3 707 897 A1, 22.09.88).
Задачей изобретения является создание улучшенной конструкции сопла, износ в которой сведен до минимума, и в которой расплав может подогреваться в зоне литейного зазора.
Этот технический результат достигается за счет того, что сопло дополнительно содержит расположенные в нем, по меньшей мере, один первичный индуктор и, по меньшей мере, один вторичный индуктор, причем, по меньшей мере, один вторичный индуктор водоохлаждается и выступает в зону литейного зазора.
За счет применения первичного индуктора и вторичного индуктора в качестве отдельных составных частей для создания электромагнитного поля, доходящего, вплоть до зоны расплава, можно, с одной стороны, обеспечить, что расплав в зоне вторичного индуктора не доходит до стенки первичного индуктора, что могло бы привести к короткому замыканию. С другой стороны, за счет токов, индуцируемых во вторичном индукторе, в самом расплаве индуцируется поле вихревого тока, благодаря чему обеспечивается нагрев расплава в зоне выпускного отверстия. За счет этого можно предотвратить изменение выпускного отверстия из-за застывшего расплава. Кроме того, электромагнитные силы в расплаве вызывают вытеснение расплава от вторичного индуктора, что также предотвращает отложения. Описанный принцип используется в известной "cold crucible technique" (техника с холодным тиглем) для расплавления металла в водоохлаждаемых тиглях.
Согласно предпочтительному выполнению, вторичный индуктор состоит из нескольких, электроизолированных друг относительно друга участков. При этом каждый участок действует как собственный вторичный индуктор.
Согласно еще одному предпочтительному выполнению, между возвратным порогом и фронтальным порогом выполнено несколько выпускных отверстий для расплава, лежащих в направлении ширины тонкой ленты друг около друга.
Благодаря этому по ширине литейного зазора (ширине тонкой ленты) получается равномерное распределение расплава. Образование выпускных отверстий достигается за счет соответственного формообразования возвратного порога в направлении, совпадающем с направлением транспортирования, или за счет соответствующего формообразования фронтального порога в направлении, противоположном направлению транспортирования.
Согласно еще одному предпочтительному выполнению, вторичный индуктор в возвратном пороге сконструирован из нескольких изолированных участков, каждый с подводом и отводом охлаждающей воды, причем отдельные участки для образования выпускных отверстий для расплава выполнены в форме ласточкина хвоста, в форме стрелки или прямолинейными. В полости участков имеется, в частности, лист, направляющий поток таким образом, что между подводом и отводом на концах участков, противолежащих литейному зазору, достигается принудительное направление, вплоть до головной зоны, обращенной к литейному зазору.
Согласно еще одному предпочтительному выполнению в зоне фронтального порога расположены изолированные участки вторичного индуктора с подводом и отводом для охлаждающей воды, причем в головной зоне участков, то есть там, где фронтальный порог граничит с литейным зазором, для образования выпускных отверстий участки выполнены в форме ласточкина хвоста или стрелки или прямолинейными.
Несмотря на то, что здесь говорится о форме ласточкина хвоста или стрелки для фронтального или возвратного порога в зоне выпускных отверстий, при этом подразумевается, что возможно применение любой формы, в частности также полукруглой и т.п. То же самое относится и к корреспондирующемуся формообразованию фронтального или возвратного порога, например, можно также образовать круглые выпускные отверстия. Изолированные друг от друга участки на фронтальном пороге имеют предпочтительно в полости также направляющие поток листы между подводом и отводом.
На прилагаемых чертежах схематически показан пример выполнения сопла для установки непрерывной разливки тонкой ленты.
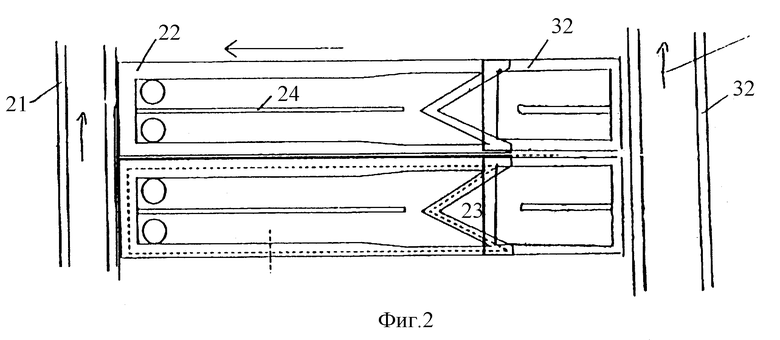
На фиг. 1 показано сопло в вертикальном разрезе, причем в зоне возвратного порога 2 вторичный индуктор 22 состоит из отдельных участков с концом в форме ласточкина хвоста. Разрез проходит через середину ласточкина хвоста 23. На носитель 1, в частности бесконечную ленту, проходящую по роликам, насажен возвратный порог 2.
Между возвратным порогом 2 и фронтальным порогом 3 образуется литейный зазор 4. С вторичным индуктором 22 граничит первичный индуктор 21. В свободную зону между ласточкиным хвостом 23 и фронтальным порогом 3 может вытекать жидкая сталь из зоны 5 обратного подпора в зону 6 затвердевания в направлении потока, обозначенного стрелкой 7. На участке 22 расположен лист 24, направляющий поток. Вторичный индуктор 22 к зоне 5 обратного подпора закрыт жаропрочным материалом 25. Индукторы 22, 23 охлаждаются водой и выполнены предпочтительно из меди. Первичный индуктор 21 питается током высокой частоты.
В варианте, показанном на фиг. 2, фронтальный порог 3 образован несколькими вторичными индукторами 32, электроизолированными друг от друга, в которых первичный индуктор 31 индуцирует электрически ток. Первичный индуктор 31 и вторичный индуктор 32 охлаждаются водой, а первичный индуктор 31 питается током высокой частоты. Вторичный индуктор 32 доходит за острие ласточкина хвоста вторичного индуктора 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ТОНКИХ ПЛОСКИХ СЛИТКОВ ИЗ МЕТАЛЛА | 1996 |
|
RU2149074C1 |
| ПОГРУЖНАЯ ЛИТЕЙНАЯ ТРУБА | 1995 |
|
RU2127171C1 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ РАСПЛАВА МЕТАЛЛА В КРИСТАЛЛИЗАТОР | 1996 |
|
RU2146576C1 |
| ПЛАСТИНЧАТЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СТАЛИ | 1996 |
|
RU2142863C1 |
| УСТАНОВКА ДЛЯ ИНВЕРСИОННОЙ РАЗЛИВКИ С КРИСТАЛЛИЗАТОРОМ | 1995 |
|
RU2127167C1 |
| ПОГРУЖНОЙ СТАКАН ДЛЯ РАЗЛИВКИ МЕТАЛЛА | 1996 |
|
RU2145535C1 |
| ОПОРНОЕ УСТРОЙСТВО ДЛЯ РАЗЛИВКИ ТОНКОЙ ЛЕНТЫ | 1997 |
|
RU2153951C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ПЛОСКИХ СЛИТКОВ | 1995 |
|
RU2134178C1 |
| СПОСОБ РАЗЛИВКИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2160651C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |
Изобретение относится к литейному соплу для установки непрерывной разливки тонкой ленты, в частности стальной ленты. Жидкая сталь наносится на носитель из сопла, образующего литейный зазор. На сопле расположена, по меньшей мере, одна первичная катушка и одна вторичная катушка, причем вторичная катушка выполнена водоохлаждаемой и выступает в зону литейного зазора. Изобретение позволяет свести к минимуму износ сопла и позволяет подогревать расплав в зоне литейного зазора. 4 з.п. ф-лы, 2 ил.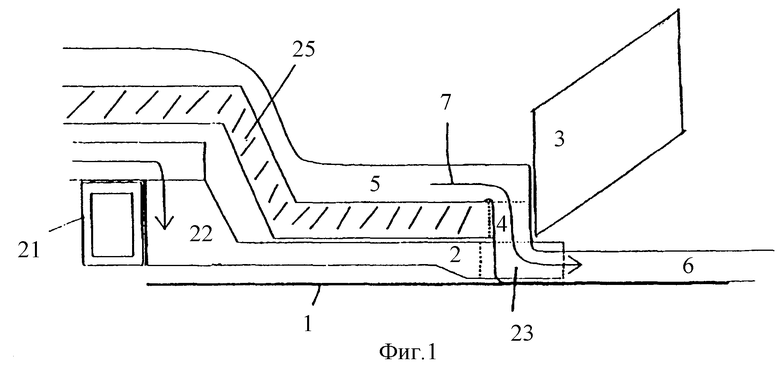
Приоритет по пунктам:
07.06.1996 по пп.1 - 3;
10.09.1996 по пп.4 и 5.
| DE 3707897 A1, 22.09.1988 | |||
| RU 2060099 C1, 20.05.1996 | |||
| СИНТЕТИЧЕСКИЙ ШЛАК | 0 |
|
SU244354A1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ГАЗОВОГО И ТЕПЛОВОГО БАРЬЕРОВ В МНОГОЗОННБ1Х УСТАНОВКАХ | 0 |
|
SU379647A1 |
| DE 4301330 A, 18.08.1994. | |||
