Изобретение относится к уплотнительной технике, а именно к способам изготовления металлических уплотняющих элементов, в том числе сложной конфигурации с тонкостенными упругими усами, и может быть использовано в энергетическом машиностроении, преимущественно для герметизации разъемных соединений агрегатов и магистралей высоконагруженных ЖРД (жидкостных реактивных двигателей), работающих на агрессивных компонентах при давлениях до 1000 кгс/см2 и температурах от криогенных до 480-560oC.
Изобретение может быть использовано также и в других отраслях техники, например в криогенной, судостроении, атомной промышленности и др.
Уплотнения должны обеспечивать надежную герметизацию соединения при давлениях уплотняемой среды до 1000 кгс/см2.
Наиболее полно требованиям обеспечения надежной герметичности в указанных условиях удовлетворяют металлические уплотнения с упругими элементами, уплотнительные поверхности которых покрыты герметизирующим слоем материала, твердость которого существенно ниже твердости металлической основы (заготовки), выполняемой из высокопрочных сталей и сплавов.
Известен способ изготовления уплотняющих элементов по а.с. 872875 кл. F 16 J 15/08, включающий предварительную обработку поверхностей заготовки с последующим нанесением на них фторопластового покрытия и его термообработку, отличающийся тем, что для повышения прочности сцепления герметизирующего покрытия на поверхность основы перед покрытием наносят электролитический слой черного хрома, покрытие термообрабатывают.
К недостаткам данного способа следует отнести следующее:
- технологически очень сложно обеспечить нанесение по периметру прокладки, равнотолщинного покрытия при толщинах покрытия более 50 мкм из-за необходимости послойного нанесения герметизирующего покрытия с последующей термообработкой каждого слоя в отдельности;
- низкий температурный диапазон применения фторопластового покрытия (от -200 до + 150oC и невысокий (до 400 кгс/см2) уровень давлений из-за температурных и прочностных ограничений по работоспособности фторопласта;
- недостаточная применительно к условиям работы ЖРД прочность фторопластового покрытия, приводящая к его разрушению при воздействии циклических силовых и термических нагрузок. Кроме того, имеет место нарушение механических св-в фторопласта при длительном (более 3-х лет) хранения из-за старения фторопласта, приводящее к снижению его пластичности, растрескиванию и шелушению покрытия.
Приведенный выше способ является аналогом предполагаемого изобретения.
Известен способ изготовления уплотнений по а.с. N 225560 кл. F 16 J 15/08, включающий предварительную обработку поверхностей деталей с последующим нанесением на них двухслойного герметизирующего покрытия, причем первоначально наносят слой мягкой гальванической меди с последующим ее отжигом и механической полировкой поверхностей, а затем - слой гальванического серебра с последующим отжигом.
Данный способ принят авторами за прототип.
К недостаткам прототипа следует отнести следующее:
- большая трудоемкость и длительность процесса меднения - 6-8 ч без реверса, 4,5-5 ч с применением реверса;
- отрыв серебряного покрытия от медного при t > 480oC из-за наличия сквозных пор в Ag покрытий и окисления медного подслоя;
- наличие сквозных пор в слое гальванического серебра, ухудшающее качество герметизирующего покрытия, снижающее надежность эксплуатации уплотняющих элементов.
Целью предлагаемого изобретения является повышение качества покрытия за счет уменьшения пористости и улучшения его сцепления с подложкой, а также повышения рабочей температуры до 560oC, упрощение технологического цикла.
Указанная цель достигается с помощью предварительной обработки поверхностей заготовят травлением в смеси минеральных кислот, нанесением герметизирующего покрытия в два этапа, причем на первом этапе наносится слой серебра толщиной 75-80% от заданной толщина покрытия с последующими операциями отжига и механического уплотнения покрытия, а затем проводят допокрытие слоя серебра до заданной толщины.
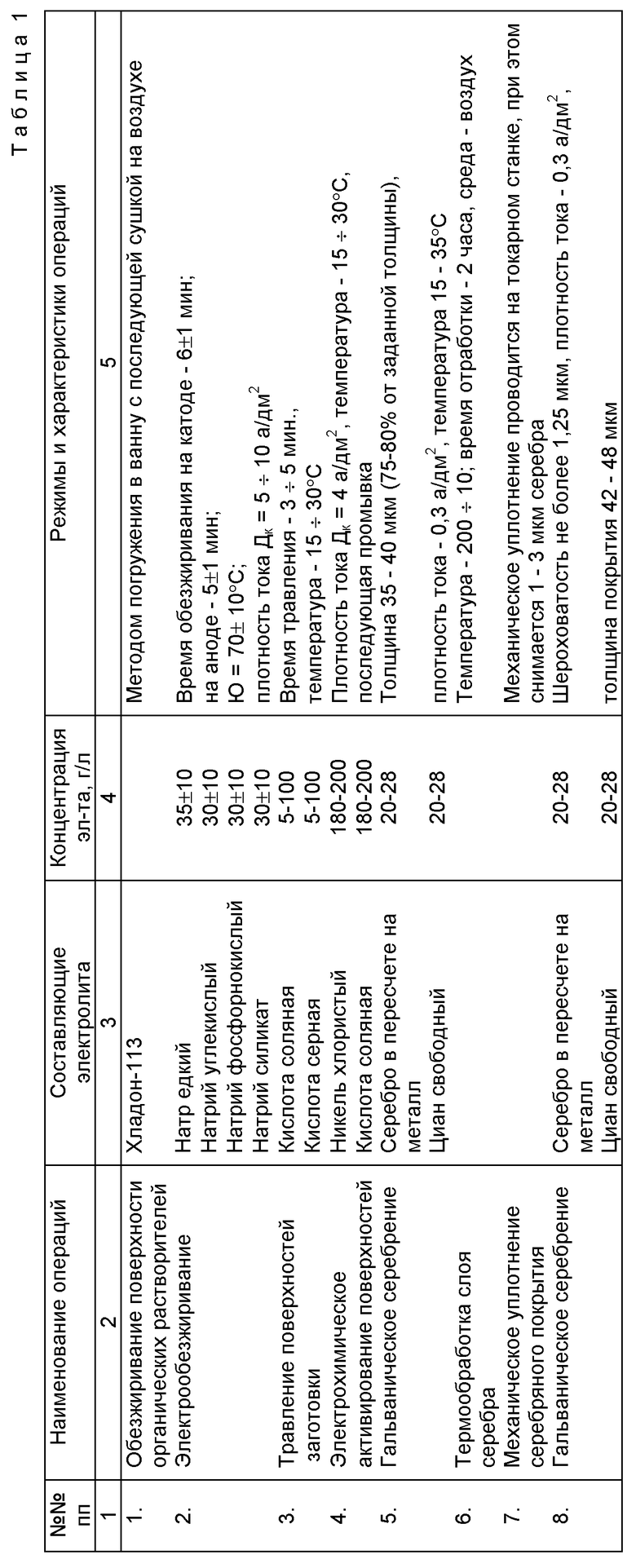
Предлагаемый способ изготовления элементов предусматривает после механической обработки заготовок выполнение указанных в табл. 1 технологических операций, отработанных в промышленных условиях.
Как видно из табл. 1, полностью исключается операция меднения на толщину 60-80 мкм, операции отжига и механического уплотнения медного покрытия, что значительно упрощает технологическую схему нанесения герметизирующего покрытия и снижает трудоемкость и себестоимость уплотняющих элементов.
Необходимо отметить, что нанесение первого слоя серебра толщиной менее 75% от заданной толщины может привести к ухудшению качества серебряного покрытия и как следствие к снижению надежности эксплуатации уплотняющих элементов за счет увеличения глубины пор во втором слое (выше допустимой по технической документации) при окончательном серебрении заготовок. Нанесение первого слоя серебра толщиной более 80% от заданной толщины серебряного покрытия также может привести к снижению качества серебряного покрытия ввиду сложности операции механического уплотнения серебряного покрытия с целью исключения сквозных пор.
Необходимо отметить также, что введение серебряного покрытия взамен комбинированного медно-серебряного по а.с. 225560 исключило вспучивание и отслаивание серебряного покрытия от медного из-за окисления медного подслоя при наличии сквозных пор при температуре свыше 480oC, повысило прочность сцепления покрытия с подложкой и надежность эксплуатации уплотняющих элементов.
Признаки, отличающие заявленное техническое решение от а.с. 225560 СССР, не выявлены в других технических решениях при изучении данной и смежных областей техники и, следовательно, обеспечивают ему соответствие критерию "существенное отличие".
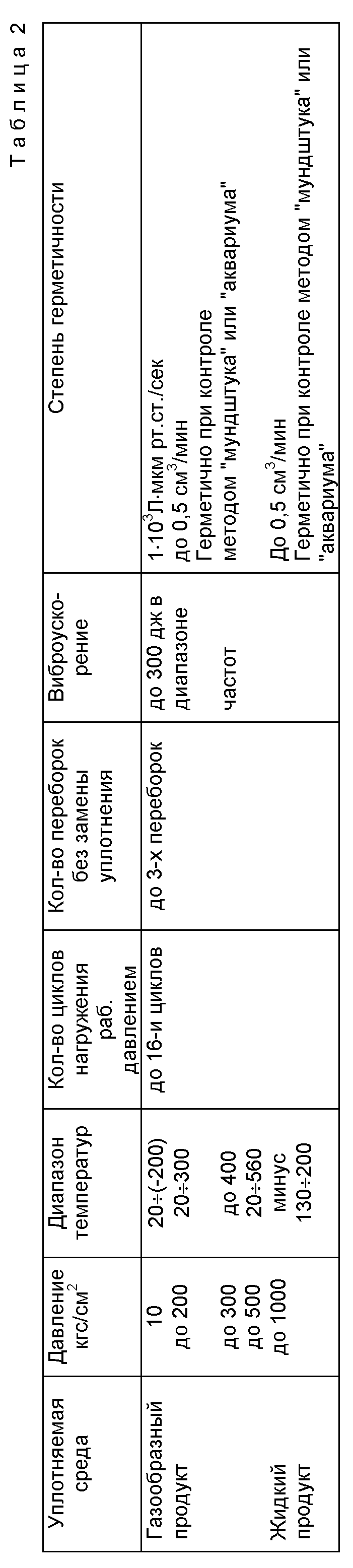
Предлагаемый способ изготовления металлических уплотняющих элементов сложной конфигурации с тонкостенными упругими элементами из высокопрочных легированных сталей опробован при изготовлении указанных элементов с диаметром от 32 до 600 мм. Изготовленные по данному способу уплотняющие элементы имеют высокое качество поверхностей без сквозных пор в слое серебряного покрытия и обеспечили требуемую герметичность при испытаниях в рабочих средах как при автономных испытаниях в имитаторах разъемных соединений, так и при многократных доводочных испытаниях в составе ЖРД на параметрах, приведенных в табл. 2.
Уплотняющие элементы, изготовленные по предлагаемое способу, обеспечивают также герметичность на газообразном гелии давлением 10 кгс/см2 с чувствительностью  как при криогенных (до -200oC), так и при высоких (до +560oC) температурах в соединениях, испытуемые поверхности которых имеют шероховатость 1,25 мкм, волнистость до 10 мкм и неплоскостности до 30 мкм. Требуемая герметичность обеспечивается также при испытаниях на жидких продуктах с давлением 1000 кгс/см2 в условиях вибронагрузок, присущих ЖРД. Применение предложенного способа изготовления уплотняющих элементов полностью исключает сквозные поры в слое серебряного покрытия. Результаты испытаний уплотняющих элементов при автономных испытаниях и в натурных условиях подтверждают их высокую надежность при эксплуатации до температуры 560oC и показывают, что выполнение серебряного покрытия в два этапа с беспористым промежуточным слоем повышает качество покрытия.
как при криогенных (до -200oC), так и при высоких (до +560oC) температурах в соединениях, испытуемые поверхности которых имеют шероховатость 1,25 мкм, волнистость до 10 мкм и неплоскостности до 30 мкм. Требуемая герметичность обеспечивается также при испытаниях на жидких продуктах с давлением 1000 кгс/см2 в условиях вибронагрузок, присущих ЖРД. Применение предложенного способа изготовления уплотняющих элементов полностью исключает сквозные поры в слое серебряного покрытия. Результаты испытаний уплотняющих элементов при автономных испытаниях и в натурных условиях подтверждают их высокую надежность при эксплуатации до температуры 560oC и показывают, что выполнение серебряного покрытия в два этапа с беспористым промежуточным слоем повышает качество покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНЯЮЩИХ ЭЛЕМЕНТОВ | 1984 |
|
RU2152549C1 |
| РАЗЪЕМНОЕ ШАРНИРНОЕ СОЕДИНЕНИЕ ТРУБОПРОВОДОВ ВЫСОКОГО ДАВЛЕНИЯ | 1987 |
|
RU2154223C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНЯЮЩИХ ЭЛЕМЕНТОВ | 1985 |
|
RU2153110C2 |
| ТОРЦОВОЕ ИМПУЛЬСНОЕ УПЛОТНЕНИЕ | 2000 |
|
RU2187727C2 |
| РАЗЪЕМНОЕ НЕПОДВИЖНОЕ УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО | 1988 |
|
RU2154209C2 |
| ФЛАНЦЕВОЕ ШАРНИРНОЕ СОЕДИНЕНИЕ ТРУБОПРОВОДОВ | 2000 |
|
RU2241890C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНЫХ РАЗЪЕМНЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2499171C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2581335C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОРРОЗИОННО-СТОЙКИХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2013 |
|
RU2535889C1 |
| КОРПУС КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 1999 |
|
RU2158840C2 |
Изобретение относится к уплотнительной технике, в частности к способам изготовления металлических уплотняющих элементов с нанесением на их поверхности герметизирующего покрытия. В способе изготовления металлических уплотнительных элементов непосредственно после травления наносят слой гальванического серебра в два этапа. На первом этапе наносят слой толщиной 75-80% от заданной толщины покрытия с последующими операциями обжига и механического уплотнения, затем проводят допокрытие слоя серебра до заданной толщины. Изобретение повышает качество покрытия. 2 табл.
Способ изготовления металлических уплотнительных элементов для разъемных соединений магистралей жидкостных реактивных двигателей, включающий травление поверхности заготовки в смеси минеральных кислот, нанесение герметизирующего покрытия и его термообработку, отличающийся тем, что, с целью повышения качества покрытия за счет уменьшения пористости и улучшения его сцепления с подложкой, а также повышения рабочей температуры до 560oC и упрощения технологического цикла, непосредственно после травления наносят слой гальванического серебра в два этапа, причем на первом этапе наносят слой толщиной 75 - 80% от заданной толщины покрытия с последующими операциями обжига и механического уплотнения, а затем проводят допокрытие слоя серебра до заданной толщины.
| SU 225560 А, 1983. |

