Изобретение относится к легкой промышленности, а именно к производству ножей - сеток для электробритвы.
Известен способ изготовления лезвия бритвы с множеством отверстий, кромки которых заострены с применением штамповочного оборудования (RU 2119424 C1, 27.09.1998).
Однако такой способ требует дополнительного заострения кромок и последующей механической доводки лезвий бритвы.
Известен гальванопластический способ изготовления перфорированной режущей фольги путем осаждения никеля на матрицу с предварительно нанесенным слоем олова (SU 289621 A, 08.12.1970).
Данный способ не позволяет получить нож-сетку для электробритвы.
Известны различные гальванопластические способы изготовления плоских перфорированных деталей (SU 618457 A, 05.08.1978, 789637 A, 23.12.1980, 876796 A, 30.10.1981). Однако они не пригодны для получения ножа-сетки для электробритвы.
Известны способы изготовления матриц для гальванопластического формирования изделий (RU 2021395 C1, 15.10.1994, 2050423 C1, 20.12.1995, 2102536 C1, 20.01.1998). Однако во всех этих патентах используется токопроводящее основание либо из чистого металла, либо из металла с диэлектриком.
Известен гальванопластический способ изготовления многослойных матриц для прецизионных сит (SU 1788095 A1, 15.01.1993). Такая матрица, как и многие другие, не эффективна для получения ножа-сетки для электробритвы, так как в качестве матрицы используются стали марки 10Х1АГ или другие стали.
Наиболее близким аналогом является способ изготовления ножа-сетки электробритвы, включающий электроформование ее в электролите под током на матрице (FR 2267187 A1, 12.12.1975).
Однако данный способ не устраняет перечисленные выше недостатки.
Задачей изобретения является разработка способа получения ножа-сетки электробритвы, при использовании которого повышается технологичность и производительность изготовления, улучшаются условия труда за счет снижения веса, уменьшается материалоемкость и снижаются потери таких дорогостоящих материалов как никель и другие, а также обеспечивается возможность независимого регулирования процесса электроформования изделия, путем изменения электрического потенциала на катоде, а также получение изделия с отличительным визуальным признаком.
Этот технический результат в способе изготовления ножа-сетки электробритвы, включающий электроформование ее в электролите под током на матрице, достигается тем, что электроформование производят при плотности тока Дк = 2-20 А/дм2 и температуре T = 40-60oC, а в качестве катода используют комбинированную матрицу, сформированную на фольгированной медью текстурированной подложке, путем нанесения фоторезиста-диэлектрика, выполненного из материала с амортизирующими свойствами, на фольгу любым известным способом, экспонирования его по перфорированному фотошаблону контактным методом с последующим проявлением и закреплением изображения, после чего производят заполнение перфораций фоторезиста последовательными слоями меди и никеля с образованием над поверхностью фоторезиста выступов, на которые наносят разделительный токопроводящий слой, причем текстуру подложки, проступающую через слой металла на нож-сетку, выбирают либо сетчатой, либо с продольными, либо с поперечными, либо с наклонными линиями, при этом матрице сообщают либо качательное, либо вращательное движение, а в качестве анода используют либо никель, либо насыпной никель, либо никель и кобальт, причем площадь матрицы Sм выбирается по соотношению к площади пластины Sа как Sм : Sa = 0,25-0,5. Подложка выполнена из диэлектрического материала в виде последовательных слоев либо стеклоткани, либо бумаги или ткани со смолами. Толщина слоя фольгированной меди выбирается в пределах B = 5-50 мкм, при этом соотношение толщины подложки к толщине фольги определяется по выражению: C : B = 20-1000, где C - толщина подложки, B - толщина фольги. Фольгированную медью подложку обрабатывают в термостате под давлением не менее P = 0,3-0,5 кг/см2 при температуре T = 60-140oC с медленным охлаждением, после чего фольгированный слой меди последовательно обрабатывают раствором аммония надсернокислого в течении 0,1-3 мин, с дальнейшей гидроабразивной очисткой и окончательной зачисткой капроновыми щетками. Нанесение фоторезиста-диэлектрика производят например, сухой пленочный фоторезист, ламинированием при T = 70-120oC и давлении P = 3-5 бар, а экспонирование его производят освещенностью не менее 35•103 лк в течение 0,1-3 мин, с проявлением изображения в растворе кальцинированной соды в течение 0,3-2,5 мин и последовательными очисткой и закреплением. Заполнение перфорации фоторезиста производят в электролите под током, причем первоначальный слой меди формируют при плотности тока Дк = 0,5-6 А/дм2, а покрытие блестящим никелем производят при плотности тока Дк = 1,5-10 А/дм2 и T = 30-60oC. Матрицу формируют с двух сторон подложки, снабженной слоями фольгированной меди. Перфорация фотошаблона может быть либо круглой, либо овальной, либо в виде многоугольника. Высота выступов над поверхностью фоторезиста выбирается в пределах 10-30 мкм. Разделительный токопроводящий слой формируют либо путем образования окисной пленки, либо гальваническим путем. Толщину фоторезиста-диэлектрика выбирают в пределах H = 5-50 мкм, при этом соотношение толщины фольги к толщине фоторезиста определяется по выражению: B : H = 0,1-10, где B - толщина фольги, H - толщина фоторезиста.
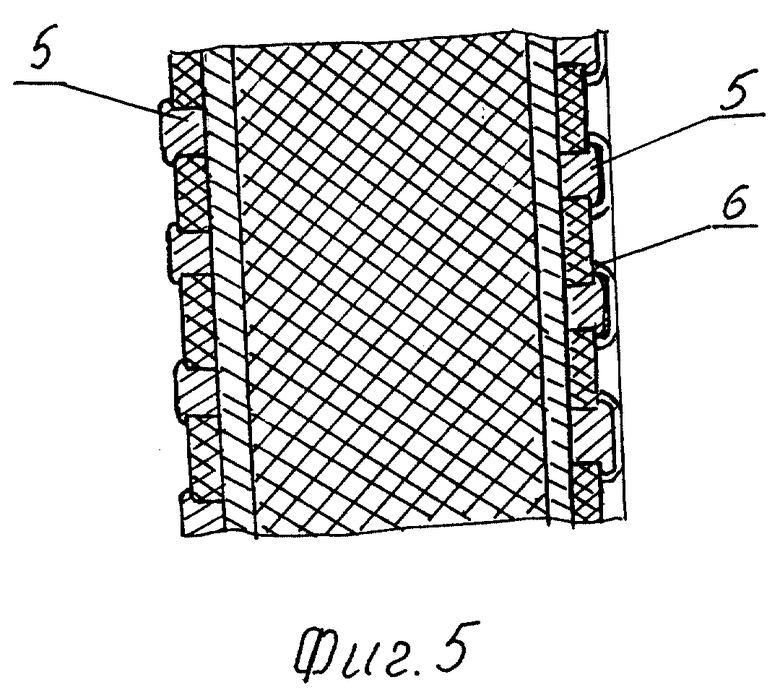
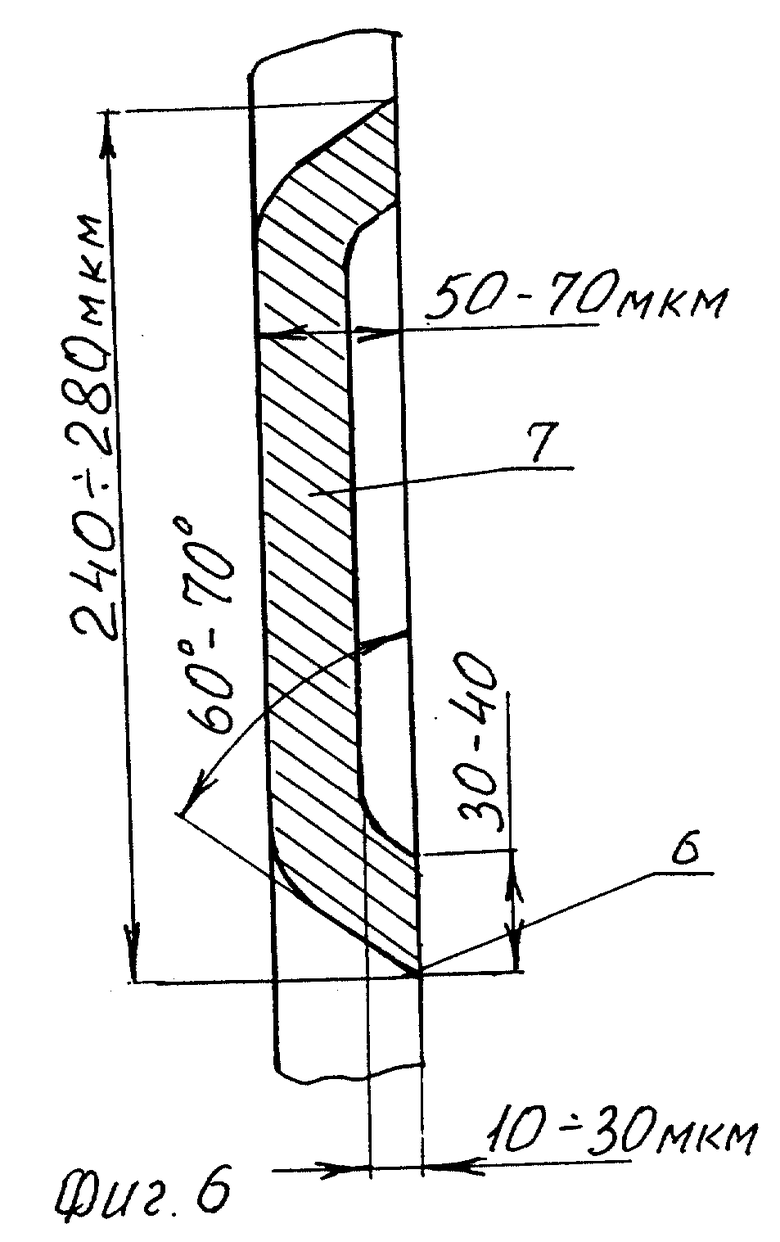
На фиг. 1 представлена общая схема гальванопластического формования ножа-сетки электробритвы; на фиг. 2, 3, 4, 5 - этапы формирования матрицы для производства ножа-сетки электробритвы; на фиг. 5 - электроформование ножа-сетки; на фиг. 6 - нож-сетка, готовое изделие.
Способ осуществляется следующим образом. Перед электроформированием ножа-сетки в электролите изготавливают матрицу, с помощью которой производят готовую продукцию. Для решения поставленной задачи матрица должна обеспечить качественное получение ножа-сетки, при этом сама матрица не должна подвергаться разрушению при длительном ее использовании в электролите, не взаимодействовать с ним и химически не загрязнять его. Таким требованиям соответствует матрица, формирование которой описано ниже. Диэлектрическая подложка 1 выполнена из последовательно соединенных посредством смол слоев либо стеклоткани, либо бумаги, либо ткани. Такая подложка обеспечивает жесткость и прочность матрице. Каждый из перечисленных материалов имеет определенную структуру, которая проявляется на готовом изделии. В зависимости от необходимости выбирают ту или иную текстуру - либо сетчатую, либо с продольными, либо с поперечными линиями, либо имеющую другой узор. Сформированную подложку фольгируют слоем меди 2, причем слой меди выбирают в пределах B = 5-50 мкм, при этом соотношение толщины подложки к толщине фольги определяется по выражению: C : B = 20-1000, где C - толщина подложки, B - толщина фольги. Подложка может быть фольгирована как с одной стороны, так и с двух, что повышает производительность изготовления ножей - сетки. Полученный таким образом листовой материал разрезают на заготовки в размер матрицы, который соответствует размеру готового изделия. Полученные заготовки подвергают термообработке при T = 60-140oC и давлении не менее P = 0,3-0,5 кг/см2, в течение t = 0,5-1 час с последующим медленным охлаждением. Затем обрабатывают фольгированную поверхность заготовок в растворе аммония надсернокислого (NH4)2S2O2 в течение 0,1-3 мин. При температуре T = 18-25oC и производят последующую гидроабразивную очистку струей воды с абразивом из молотой пензы под давлением струи воды P = 0,3 МПА в течение 0,2-3 мин, и снимают заусенцы щетками в струе воды с молотой пензой, при этом давление струи воды P = 0,15 МПА в течение 0,3-3 мин. На обработанные поверхности заготовок наносят фоторезист-диэлектрик 3 любым известным способом, например, сухой пленочный фоторезист наносят ламинированием под давлением P = 3-5 бар, предварительно нагрев заготовки до температуры T = 70-120oC. Толщину сухого пленочного фоторезиста выбирают в пределах H = 5-50 мкм, при этом соотношение толщины фольги к толщине фоторезиста определяется по выражению: B : H = 0,1-10, где B - толщина фольги, H - толщина фоторезиста. Перфорации фотошаблона могут быть различными либо круглыми, либо овальными, либо в виде многоугольника. Экспонируют фоторезист по фотошаблону 4 контактным методом, с последовательным проявлением и закреплением изображения. Например, сухой пленочный фоторезист экспонируют при освещенности 35•103 лк в течение 0,1-3 мин, а проявление изображения производят в растворе кальцинированной соды Na2CO3 в течение 0,3-2,5 мин, с последующей очисткой полученной поверхности щетками из капрона под струей воды с молотой пемзой при давлении струи воды P = 0,15 МПА в течение 0,3-3 мин, закрепление изображения производят в термостате при температуре T = 80-110oC в течение 0,2-0,5 час. В результате проведенных операций получены перфорации в фоторезисте, которые заполняют последовательными слоями меди и никеля с образованием над поверхностью фоторезиста выступов 5, высота которых выбирается в пределах 10-30 мкм. Слои меди и никеля формируют в электролите под током, причем первоначальный слой меди формируют при плотности тока Дк = 0,5-6 А/дм2, а покрытие блестящим никелем производят при плотности тока Дк = 1,5-10 А/дм2 и температуре 30-60oC. На поверхность образованных выступов 5 наносят разделительный токопроводящий слой либо путем образования окисной пленки в растворе бихромата калия, либо гальваническим путем.
Полученную описанным способом матрицу используют в производстве ножа-сетки электробритвы. Несколько матриц объединяют в одну общую панель, что также повышает производительность получения готовой продукции. Панель, сформированную из матриц, опускают в электролит, состоящий из водного раствора солей никеля, или никеля и кобальта в зависимости от заданного материала ножа-сетки. В электролит введены добавки, влияющие на электрохимический процесс и на формирование структуры металла изделия. Матрицу используют в качестве катода, к нему подводят отрицательный потенциал, на ней осаждаются положительно заряженные ионы металлов из электролита, через который пропускают постоянный электрический ток. В качестве анода используют либо пластины из никеля, либо насыпной никель, либо никель и кобальт. Матрицу в электролите располагают напротив анода, при этом площадь матрицы Sм (катода) выбирается в зависимости от площади анода Sa как Sм : Sa = 0,25-0,5. Процесс электролиза протекает при следующих режимах: плотность тока на матрице (катоде) Дк = 2-20 А/дм2, и T = 40-60oC. Плотность тока зависит от состава электролита. В процессе электролиза необходимо непрерывное его перемешивание, фильтрация и селективная проработка, а также качание или вращение матрицы для удаления с нее пузырьков водорода, выделяющихся при электролизе. В процессе электролиза металл осаждается на выступах 5, при этом режущая кромка (футерка) 6 формируется на фоторезисте за счет бокового роста кристаллизации. Текстура подложки проступает на перемычки 7 ножа-сетки через выступы 5 и не проявляется на режущих кромках (футерках) за счет амортизирующих свойств материала фоторезиста. При достижении необходимой толщины изделия 50-70 мкм по футерке матрицу извлекают из электролита. Далее ее промывают в воде и снимают готовое изделие нож-сетку. При использовании разделительного слоя в виде окисной пленки, ее каждый раз обновляют в растворе бихромата калия.
При производстве ножей-сеток для электробритв вышеописанным способом с использованием предложенной матрицы повышается технологичность изготовления ножа-сетки на всех стадиях, за счет уменьшения материалоемкости и снижения веса матрицы. Благодаря тому, что матрица сформирована на фольгированной медью диэлектрической подложке, обеспечивается быстрый прогрев ее поверхности, обеспечивается хорошая адгезия при нанесении фоторезиста-диэлектрика и малое электрическое сопротивление, что позволяет работать при плотностях тока до Дк = 20 А/дм2, обеспечивается также хорошая способность к травлению и механической обработке. Использование двусторонней матрицы обеспечивает возможность независимой регулировки плотности тока для каждой стороны матрицы-катода. Изготовленная данным способом нож-сетка имеет отличительный признак - декор поверхности, делающий ее узнаваемой среди других аналогов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ С РЕЛЬЕФНЫМ ПРОФИЛЕМ И ПЕРФОРАЦИЕЙ | 1996 |
|
RU2102536C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ С ОТВЕРСТИЯМИ | 2009 |
|
RU2406789C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273685C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМОВКИ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2274683C1 |
| СУХОЙ ПЛЕНОЧНЫЙ ФОТОРЕЗИСТ | 1992 |
|
RU2054706C1 |
| Способ изготовления печатных плат | 1991 |
|
SU1814753A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2007 |
|
RU2333576C1 |
| СИГНАЛЬНОЕ ОПТИЧЕСКОЕ УСТРОЙСТВО | 2002 |
|
RU2222831C1 |
| Способ изготовления фильтровальной решетки | 1991 |
|
SU1784435A1 |
| АНТИФРИКЦИОННОЕ ПОКРЫТИЕ МЕДЬ-ФТОРОПЛАСТ | 2017 |
|
RU2696376C2 |



Способ предназначен для изготовления ножа-сетки электробритвы, электроформование ее в электролите под током на матрице при плотности тока Дк = 2 - 20 А/дм2 и Т = 40 - 60o, при этом используют в качестве катода матрицу, сформированную на фольгированной медью текстурированной подложке, путем нанесения фоторезиста-диэлектрика на фольгу. Экспонирование фоторезиста производят по фотошаблону с последующим проявлением и закреплением изображения, а полученные перфорации фоторезиста заполняют последовательными слоями меди и никеля с образованием выступов, на которые наносят токопроводящий слой. Подложка выполнена из диэлектрического материала, причем текстура подложки, проступающей через слой металла на нож-сетку, выбирают либо сетчатой, либо с продольными, либо с поперечными, либо с наклонными линиями. Матрице сообщают качательное или вращательное движение. В качестве анода используют либо пластины из никеля, либо насыпной никель, либо никель и кобальт. При использовании данного способа повышается технологичность и производительность изготовления, уменьшается материалоемкость и снижаются потери таких дорогостоящих материалов, как никель. 10 з.п. ф-лы, 6 ил.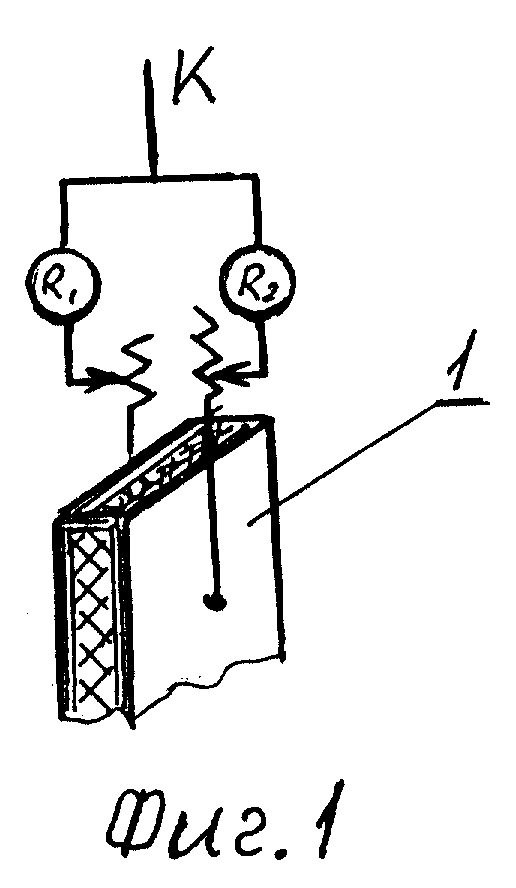
| ВАКУУМНАЯ НЕЙТРОННАЯ ТРУБКА | 2003 |
|
RU2267181C2 |
| СИЛИКАТНАЯ КРАСКА | 2013 |
|
RU2540434C1 |
| УСТРОЙСТВО ДЛЯ БРИТЬЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ | 1991 |
|
RU2119424C1 |
| Способ получения ледяной шуги | 1987 |
|
SU1483211A1 |

