Изобретение относится к машиностроению.
Известен способ изготовления биметаллических вкладышей подшипников скольжения, включающий в себя процесс непрерывного нанесения антифрикционного сплава (например, свинцовой бронзы или алюминиево-оловянного сплава) на стальную ленту, разрезку полученной биметаллической полосы на плоские заготовки - "карточки", штамповку из них заготовок вкладышей и дальнейшую чистовую механическую обработку до получения готового вкладыша [1].
Недостатками данного способа являются невозможность изготовления толстостенных вкладышей ввиду отсутствия возможности изготовления толстой стальной холоднокатаной ленты и непрерывного нанесения антифрикционного сплава, а также необходимость изготовления большого количества типоразмеров ленты по толщине (для каждого типа вкладышей соответствующий типоразмер ленты). Это не позволяет использовать данный сравнительно дешевый и производительный способ в мелкосерийном и штучном производстве, например при изготовлении вкладышей мощных среднеоборотных и малооборотных дизельных двигателей.
Известен также другой способ изготовления вкладышей подшипников скольжения, включающий индивидуальную заливку антифрикционного материала в предварительно обработанную трубу, разрезку полученной биметаллической трубчатой заготовки на вкладыши и дальнейшую чистовую обработку [1].
Недостатками данного способа являются низкие производительность и коэффициент использования материалов, а также необходимость использования своего размера стальной трубы для каждого типоразмера вкладыша.
Известен также способ изготовления вкладышей, включающий в себя процесс нанесения пластины антифрикционного сплава на стальное основание методом сварки взрывом, штамповку из биметаллической полосы заготовок вкладышей и дальнейшую чистовую механическую обработку вкладыша [2].
Недостатком этого способа является невозможность изготовления подшипников с антифрикционным слоем из свинцовой бронзы, так как этот материал не является деформируемым и не может быть получен в виде тонкого листа с заданной структурой распределения свинца в бронзе и без металлургических дефектов, не допустимых в нагруженных подшипниках скольжения.
Кроме того, общим недостатком вышеперечисленных способов является необходимость (по условиям технологии производства) использования в качестве стальной основы биметаллической заготовки малоуглеродистых сталей, обладающих невысокой прочностью, что зачастую приводит к нарушениям геометрических параметров вкладышей в процессе эксплуатации, а следовательно, к снижению надежности работы подшипников.
Целью настоящего изобретения является экономия цветных и черных металлов, расширение номенклатуры вкладышей, производимых наиболее экономичным способом за счет увеличения толщины имеющейся в производстве биметаллической полосы до размеров, необходимых для производства других типоразмеров вкладышей.
Для достижения этой цели в известном способе изготовления вкладышей подшипников скольжения, включающем процесс непрерывного нанесения антифрикционного сплава на стальную ленту, разрезку полученной биметаллической полосы на плоские заготовки - "карточки", штамповку из них заготовок вкладышей и дальнейшую чистовую механическую обработку, биметаллическую полосу разрезания на плоские заготовки с размерами, кратными развернутой длине и ширине вкладышей с учетом припусков на механическую обработку, наносят биметаллическую заготовку методом сварки взрывом на стальную пластину, после чего производят штамповку и чистовую механическую обработку вкладышей.
На фиг. 1-3 изображен заявляемый способ изготовления вкладышей подшипников скольжения.
На фиг. 1 показана плоская биметаллическая заготовка 1, включающая слой антифрикционного сплава 2 и стальную ленту 3. Размеры L и B данной заготовки кратны развернутой длине и ширине вкладышей с учетом припусков на механическую обработку, а толщина T недостаточна для изготовления относительно толстых вкладышей.
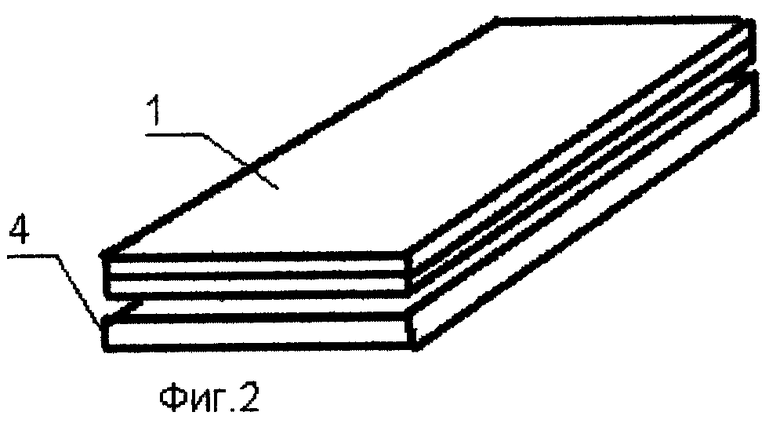
На фиг. 2 показана плоская биметаллическая заготовка 1 и расположенная под ней стальная пластина 4.
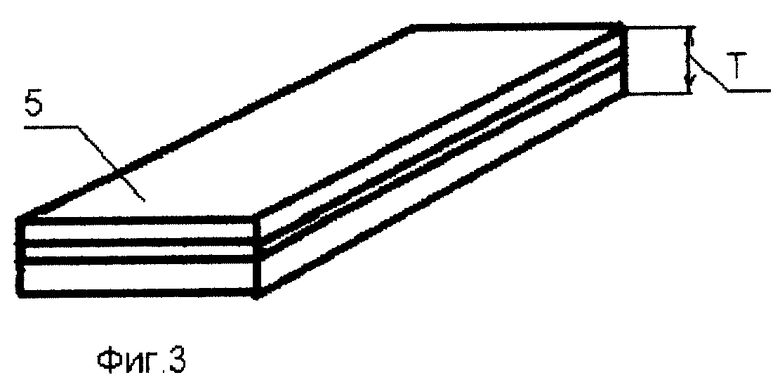
На фиг. 3 показана новая, полученная методом сварки взрывом биметаллическая заготовка 5, толщина T которой позволяет обеспечить изготовление других типоразмеров.
Способ осуществляется следующим образом.
Из имеющейся в серийном производстве биметаллической полосы, полученной способом непрерывного нанесения антифрикционного сплава на стальную ленту, вырезают плоские биметаллические заготовки 1 с размерами L и B, кратными соответственно развернутой длине и ширине вкладышей с учетом припусков на механическую обработку. Затем вышеуказанную заготовку 1 наносят методом сварки взрывом на стальную пластину 4 толщиной, позволяющей обеспечить суммарно с исходной биметаллической заготовкой изготовление более толстых вкладышей. В результате получают новую утолщенную плоскую заготовку 5, после чего производят ее штамповку и чистовую механическую обработку вкладышей. При необходимости повышения надежности работы вкладышей стальную пластину 4 изготавливают из более прочного, чем углеродистая сталь, материала, например из легированной стали.
Вышеописанный способ имеет ряд принципиальных достоинств, а именно:
позволяет использовать наиболее экономичный способ получения заготовок вкладышей, реализованный в массовом производстве (способ непрерывной заливки антифрикционного сплава на стальную ленту) для изготовления мелких серий и даже индивидуальных вкладышей подшипников;
позволяет уменьшить номенклатуру выпускаемой биметаллической заготовки;
повышает качество выпускаемых подшипников за счет использования качественной биметаллической полосы, производимой на современном оборудовании;
позволяет повысить надежность подшипников за счет возможности использования для стальной основы более прочных конструкционных легированных сталей вместо используемых в существующих технологиях низкоуглеродистых и т.д.
В настоящее время данный способ опробован при производстве вкладышей подшипников коленчатого вала дизелей типа ЧН 26/26 и ведется подготовка производства для его внедрения в производство.
Источники информации
1. Подшипники коленчатых валов форсированных дизелей в СССР и за рубежом. Обзор/Бордуков В. Т., Богданов Б.И., Витвинский В.Е., Меш. М.Э. - М.: ЦНИИТЭИтяжмаш, 1987. - С.13 (Двигатели внутреннего сгорания. Сер.4, вып.6).
2. Ионная технология изготовления подшипников скольжения. А.П.Семенов. -М.: Машиностроитель, 1997, N 9. -C.16.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полуцилиндрических деталей | 1990 |
|
SU1726094A1 |
| ВКЛАДЫШ ПОДШИПНИКА СКОЛЬЖЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫША ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2006 |
|
RU2347963C2 |
| Трехслойный композиционный вкладыш подшипника скольжения и способ его изготовления | 1986 |
|
SU1536095A1 |
| Способ изготовления биметаллического подшипника скольжения | 1991 |
|
SU1822373A3 |
| Штамп для горячей штамповки поковок и способ его изготовления | 1987 |
|
SU1480950A1 |
| Заготовка для изготовления биметаллических полых изделий | 1978 |
|
SU747680A1 |
| Способ изготовления вкладышей подшипников скольжения | 2023 |
|
RU2803208C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ АНТИФРИКЦИОННОГО СПЛАВА СО СТАЛЬЮ СВАРКОЙ ВЗРЫВОМ | 2017 |
|
RU2692009C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2004 |
|
RU2272696C1 |
| СФЕРИЧЕСКИЙ ПОДШИПНИК СКОЛЬЖЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОГО ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2006 |
|
RU2347959C2 |
Изобретение может быть использовано в машиностроении, в частности в двигателестроении. Способ изготовления вкладышей подшипников скольжения включает процесс непрерывного нанесения антифрикционного сплава на стальную ленту, разрезку полученной биметаллической полосы на плоские заготовки - "карточки", штамповку из них заготовок вкладышей и дальнейшую чистовую механическую обработку. Разрезанные плоские биметаллические заготовки наносят методом сварки взрывом на стальную пластину, толщина которой позволяет обеспечить суммарно с исходной биметаллической полосой изготовление более толстых вкладышей, далее производят штамповку и чистовую механическую работу вкладышей. Технический результат - снижение трудоемкости изготовления, экономия цветных и черных металлов при производстве вкладышей подшипников скольжения. 1 з.п. ф-лы, 3 ил.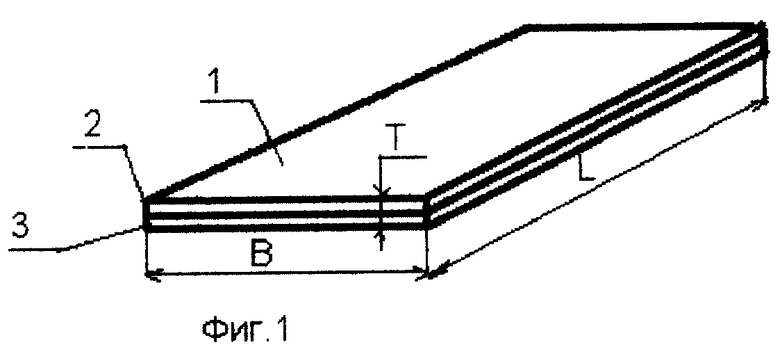
| СЕМЕНОВ А.П | |||
| Ионная технология изготовления подшипников скольжения | |||
| - М.: Машиностроитель, 1997, N 9, стр.16 | |||
| Способ изготовления биметаллических и металлокерамических подшипниковых втулок | 1948 |
|
SU83851A1 |
| SU 84833 A, 13.05.1964 | |||
| Способ изготовления биметаллических металлкерамических подшипников скольжения | 1976 |
|
SU626853A1 |
| Способ изготовления вкладыша опорного подшипника скольжения из стальной ленты с металлопластмассовым антифрикционным слоем | 1989 |
|
SU1739102A1 |
| Счетчик молока | 1988 |
|
SU1584842A1 |
