Изобретение относится к машиностроению и может быть использовано при хонинговании цилиндрических отверстий в деталях.
Целью изобретения является повышение производительности и точности обработки за счет выполнения нормированного шага наклонных пазов на брусках, что обеспечивает улучшение отвода стружки и подачи СОЖ.
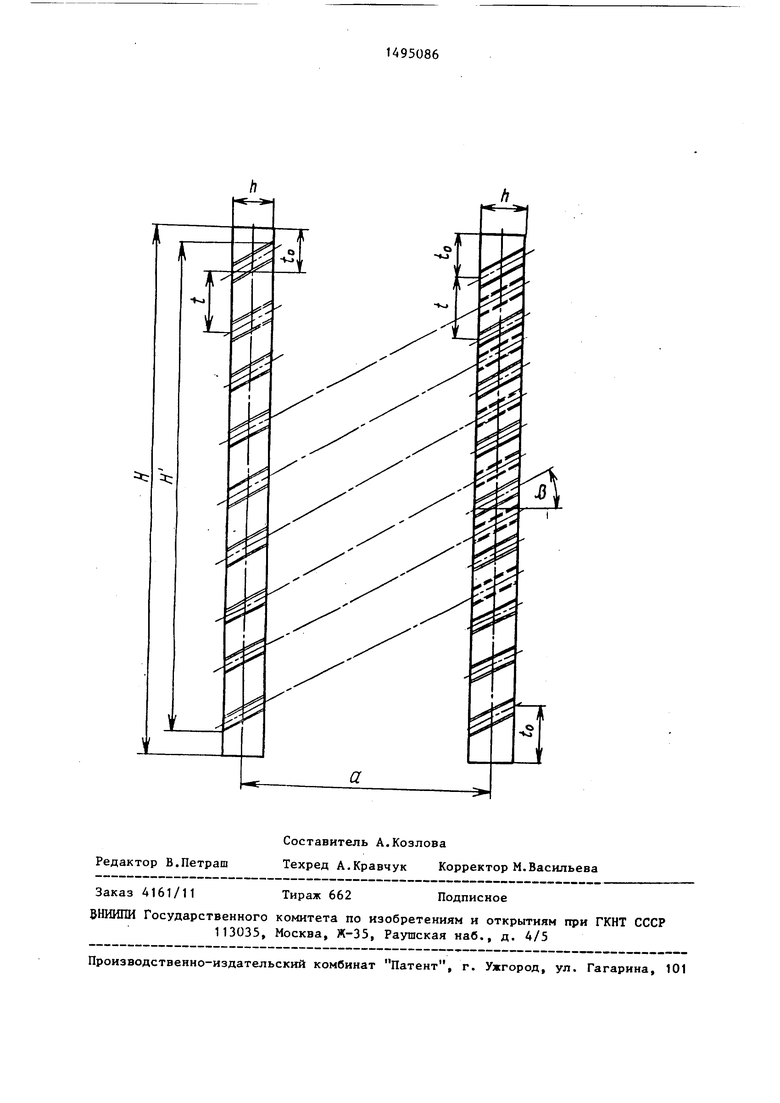
На чертеже показана схема расположения соседних брусков хонинговаль- ной головки.
Каждый брусок головки, имеющий длину Н и ширину h, выполнен с наклонными пазами. Угол /э наклона пазов
лежит в диапазоне 20-35°, что соответствует диапазону углов скрещивания следов обработки при хонинговании 40-70°.
Шаг между пазами на каждом из брусков определяют по формуле
4
СО
СП
о
00 05
t
.atgja
ofatgA- -7 - t - шаг пазов;
а - шаг брусков;
уз - угол наклона пазов к образующей ( 35°) о/ 0,080,15 - коэффициент пропорциональности, связывающий число пазов на бруске при длине бруска Н;
7 - означает целую часть числа. С целью создания идентичных условий обработки при прямом и обратном ходе величина расстояния to от края каждого бруска до середины уда- ленной части первого паза с обоих сторон одинакова и определяется по формуле
t,.4-(,
где h - ширина бруска;
С - означает целую часть числа.
Указанная величина шага t между пазаМи брусков обеспечивает следую- щее. При контакте бруска с обрабатываемой поверхностью каждому из пазов соответствует необрабатываемая данным брускам полоса поверхности. Для обеспечения равномерного захваты- вания алмазными зернами всей обрабатываемой поверхности необходимо, чтобы эти необработанные полосы покрывались рабочими участками соседнего бруска.
Наиболее равномерное захватывание рабочими участками поверхностей соседних брусков имеет место, если след, т.е. необработанная полоса, соответствующая пазу одного из брус- ков, приходится на середину участка рабочей поверхности (между двумя соседними пазами) соседнего бруска (см.чертеж).
Таким образом, благодаря обеспе- чению обработки всех участков поверхности последовательно всеми выступами брусков при использовании предлагаемой головки достигается повышенная равномерность обработанной по- верхностщ и, следовательно, повышенная точность и качество отверстия детали.
Формула изобретения
1. Хонинговальная головка с прерывистой рабочей поверхностью брусков, образованной пазами, расположенными под углом к образующей головки, отличающаяся тем, что, с целью повьш1ения производительности и точности обработки за счет улучшения отвода стружки и подачи СОЖ, пазы на каждом из брусков расположены с шагом t, равным
.- ftgje.
Ua -i-j
-2где a - шаг брусков;
/3 - угол наклона пазов к образующей;
d - коэффициент пропорциональности;
С }- знак целой части числа, причем коэффициент пропорциональности с соответствует диапазону 0,08-0,15.
2. Хонинговальная головка по п.1, отличающаяся тем, что величина расстояния от края каждого бруска до середины удаленной части первого паза с обоих концов бруска одинакова и равна
4.-l-{H.ht8,-prS- 8.,j
где Н - длина бруска; h - ширина бруска.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1999 |
|
RU2155125C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1999 |
|
RU2155124C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1972 |
|
SU327042A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
Изобретение относится к машиностроению. Цель - повышение производительности и точности обработки отверстий. Хонинговальная головка имеет бруски с прерывистой рабочей поверхностью, образованной пазами, выполненными под углом к ее образующей и расположенными с шагом T, определяемым по математической зависимости. С целью создания идентичных условий обработки при прямом и обратном движениях головки величина расстояния T от края каждого бруска до середины удаленной части первого паза с обоих концов бруска одинакова и определяется по математической формуле. Хонинговальная головка при регламентированном в соответствии с предложенной зависимостью шаге пазов на ее брусках обеспечивает равномерный съем металла за счет равномерного перекрытия обрабатываемых участков поверхности режущими участками брусков. 1 з.п. ф-лы, 1 ил.
| Синтетические алмазы в промьшшен- ности | |||
| - Киев; Наукова думка, 1974, с.163 | |||
| Бетоноукладчик | 1989 |
|
SU1652074A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
