Изобретение относится к нефтехимической промышленности, к очистке бензола, получаемого из C6 - C7 углеводородных фракций пиролиза нефтепродуктов, образующихся, например, в производстве этилена, пропилена.
Вышеуказанные фракции пиролиза содержат 20-50% мас. бензола и 50-80% мас. предельных и непредельных углеводородов (ТУ 33.402-62-144-93. Жидкие продукты пиролиза фракций 35-230oC).
Четкой ректификацией в известных условиях достаточно легко удаляются фракции углеводородов, имеющие температуру кипения (to кип.) выше to кип. бензола, а затем удаляют фракции углеводородов с tкип. ниже tкип. бензола. Однако полного удаления ни тех ни других углеводородов методом четкой ректификации достичь не удается. Получают продукт с содержанием бензола 95-96% мас. Содержание в нем оставшихся близкокипящих примесей предельных и непредельных углеводородов, дающих азеотропные смеси с бензолом, составляет 4-5% мас. Указанные примеси отрицательно влияют на технологические процессы нефтехимических синтезов, использующих бензол, как сырьевой компонент, а также на качество получаемых продуктов.
Содержание примесей предельных и непредельных углеводородов в бензоле для нефтехимических синтезов не должно превышать 0,3% мас., то есть соответствовать их содержанию в бензоле нефтяном, используемом в аналогичных синтезах (ГОСТ 9572-77. Бензол нефтяной. Технические условия. С изм. 1-V-88).
Удаление примесей предельных и непредельных углеводородов из продукта, содержащего их в количестве 4-5% мас. до остаточного содержания не более 0,3% мас., требует специальных методов очистки.
Известен способ очистки бензола от непредельных углеводородов путем обработки его каталитическим комплексом - продуктом взаимодействия алюминия и четыреххлористого углерода, нанесенного на активированную поверхность окиси алюминия. Очистку проводят в гетерогенной фазе при температуре 50-60oC (А.С. 1825355 SU, МKИ C 07 C 7/148, 15/04, заявл. 01.04.91, опубл. 30.06.93, Бюл. 24).
Способ позволяет очистить бензол-сырец, получаемый из пироконденсата, от непредельных соединений при их содержании от 3,3% мас. в исходном до 0,0015% мас. в очищенном продукте.
Однако способ связан со сложностью приготовления каталитического комплекса, в связи с этим проблематична его реализация в промышленном варианте. Кроме того, способ не обеспечивает очистки бензола от предельных углеводородов.
Известны способы очистки бензола от примесей толуола и предельных углеводородов путем экстрактивной ректификации в присутствии разделяющих агентов - амидов низкомолекулярных кислот (Пат. 2224425, Франция, C 07 C 7/02, опубл. 1980).
Способ осуществляют при температуре куба колонны до 220oC, верха - 80oC и атмосферном давлении. Выделяют бензол чистотой 99,90% мас. с выходом 95% мас.
Однако способ не экономичен, требует больших расходов дефицитных разделяющих агентов, а при незначительном содержании влаги в исходном сырье в кубе колонны протекают гидролитические процессы с образованием кислородсодержащих соединений, вызывающих необходимость регенерации или замены разделяющих агентов и загрязняющих целевой продукт.
Проведение этого способа очистки в тепломассообменных аппаратах (ТМА), снабженных различного рода распределительными гофрированными пакетами из профилированной сетки, позволяет повысить чистоту бензола до 99,96% мас., сократить расход реагента и избежать проблем, связанных с наличием влаги в сырье (А. С. 2058282, RU, МКИ C 07 C 7/08, 15/04, заявл. 10.05.94, опубл. 20.04.96, Бюл. 11).
Однако способ энергоемок, технологически сложен, требуется предварительная очистка от непредельных углеводородов, наличие которых в сырье приведет к забивке ТМА продуктами их осмоления и полимеризации.
В промышленном производстве широкое применение нашел способ каталитической гидроочистки бензола от непредельных углеводородов и серосодержащих примесей его ректификацией для отделения насыщенных углеводородов.
Если содержание примесей насыщенных углеводородов в бензоле не превышает 2% мас. , то применение после гидроочистки четкой ректификации с использованием эффективного ректификационного оборудования позволяет получить бензол с температурой кристаллизацин не менее 5,3oC и содержанием бензола 99,8% мас. с достаточно хорошим выходом. При содержании насыщенных углеводородов более 2% мас. возникает необходимость использования азеотропной ректификации с разделяющим агентом.
Так, на АО "Салаватнефтеоргсинтез" бензол высокой чистоты получают очисткой бензол-толуольной (БТ) фракции пиролиза нефтепродуктов, используя ступенчатую каталитическую гидроочистку БТ-фракции от непредельных соединений и тиофена при температурах 140-170oC на первой ступени и до 400oC - на второй ступени, гидрогенизационную переработку гидроочищенной БТ-фракции, высокотемпературную ректификацию и доочистку бензола на активированной глине при 200oC и давлении 20-25 ата (Состав и переработка жидких продуктов пиролиза на отечественных установках. Тематический обзор, М., ЦННИТЭнефтехим, 1977, с. 76-77).
Способ обеспечивает высокую степень очистки бензола, однако технологически сложен, энергоемок, связан с потерями бензола на каждой стадии процесса. Кроме того бензол для синтеза не требует такой высокой степени очистки.
Наиболее близким к заявленному по технологической сущности является способ очистки бензола от примесей предельных и непредельных углеводородов путем двухступенчатой азеотропной ректификации с метиловым спиртом (Л.Я. Коляндр. Получение чистого бензола для синтеза. М., Металлургия, 1966, с. 150-152).
Способ предусматривает обязательную предварительную каталитическую гидроочистку бензол-толуол-ксилольной фракции от серосодержащих примесей и непредельных углеводородов, а затем ректификационное выделение бензоголовочной фракции, содержание в которой бензола 98,5% мас., предельных углеводородов на уровне 1,5% мас., позволяет эффективно провести последующие стадии двухступенчатой азеотропной ректификации с получением конечного продукта, содержащего 0,24% мас. предельных углеводородов и 99,76% мас. бензола.
На фиг. 1 приведена схема очистки бензола по данному способу.
Бензол, полученный из C6 - C7 - фракций углеводородов в процессе пиролиза нефтепродуктов этиленового и пропиленового производств и предварительно очищенный от удаляемых четкой ректификацией предельных и непредельных углеводородов, направляют в реактор гидрирования 1, гидроочищенный бензол поступает затем в колонну четкой ректификации 2 для выделения бензоголовочной фракции, содержащей около 1,5% мас. предельных углеводородов. Бензоголовочную фракцию направляют в среднюю часть колонны азеотропной ректификации 3, куда подают 4,8% мас. к шихте метилового спирта. Температура верха колонны 56,5oC, куба - 79-81oC, флегмовое число - 15, производительность 45 т. т. (теоретических тарелок).
С верха колонны выводят дистиллат, содержащий 24% мас. бензола и 15,2% мас. предельных углеводородов, "уходящих" в составе азеотропных смесей с метанолом и выводимых из процесса очистки. Кубовый продукт колонны 3, содержащий 97,4% мас. бензола, 0,3% мас. предельных углеводородов и метиловый спирт, направляют в колонну азеотропной ректификации 4 эффективностью 45 т. т., to верха - 66,5oC, to куба - 80-80,2oC, флегмовым числом 15. С низа колонны 4 выводят очищенный бензол, содержащий 99,76% мас. бензола, 0,24% мас. предельных углеводородов, имеющий температуру кристаллизации (to крист.) 5,39oC и плотность (nD 20) - 0,8787. В качестве насыщенных примесей бензол содержит преимущественно н-гептан и метилциклогексан. Дистиллат рециклируется в колонну азеотропной ректификации 3.
Таким образом, способ позволяет получить бензол, удовлетворяющий требованиям на бензол для синтеза (to крист. не ниже 5,30-5,35oC, nD 20 - 0,8780 - 0,8800 по ГОСТ 9572-77. Бензол нефтяной).
Недостатком способа являются потери бензола на каждой стадии очистки за счет его частичного гидрирования (до 3% мас.) при гидроочистке с превращением в циклогексан, потерь в кубе колонны 2 при выделении бензоголовочной фракции (до 3% мас. от гидроочищенного бензола), потерь бензола в дистиллате колонны 3 в азеотропных смесях, выводимых из процесса очистки (до 1,8% мас. на исходный бензол). Способ энергоемок, так как требует использования эффективного ректификационного оборудования, больших флегмовых чисел, использования больших количеств водорода при гидроочистке.
Целью предлагаемого изобретения является снижение потерь бензола в процессе очистки его от примесей предельных и непредельных углеводородов, снижение энергоемкости процесса и затрат водорода при гидроочистке.
Указанная цель достигается тем, что бензол, выделяемый из C6-C7 - фракций пиролиза нефтепродуктов, подвергают азеотропной ректификации со смесью этилового и метилового спиртов, затем каталитической гидроочистке от примесей остаточных непредельных углеводородов, в основном, метилциклогексадиена, и выделению целевого продута из смеси его с насыщенными углеводородами азеотропной отгонкой с метиловым спиртом.
Соотношение этилового и метилового спиртов (мас.) при первичной азеотропной ректификации составляет 1:5-10 соответственно, их суммарное количество в шихте 7-15% мас. Количество водорода, подаваемого в реактор гидрирования - 4-6 молей на 100 молей бензола. Количество метилового спирта, подаваемого в колонну азеотропной ректификации на стадии выделения очищенного бензола, составляет 3,5 - 5% мас. к шихте.
Способ очистки осуществляют по следующей схеме (фиг. 2).
Бензол, выделенный из C6-C7 - фракций пиролиза нефтепродуктов и очищенный четкой ректификацией от легко выделяемых ею количеств предельных и непредельных углеводородов (то есть до их остаточного содержания 4-5% мас.), направляют в колонну азетропной ректификации 1, в которую подают 7-15% мас. по отношению к шихте смеси этилового и метилового спиртов в массовом их соотношении 1:5-10.
Колонна работает в режиме: to верха - 59-60oC, to куба - 82,5-83,5oC, практических тарелок - 40 (колпачковых), флегмовое число - 10.
С верха колонны выводят основную часть непредельных (кроме метилциклогексадиена) и предельных углеводородов. Кубовый продукт колонны 1 направляют на каталитическую гидроочистку в реактор гидрирования 2.
Температура на входе в реактор гидрирования 65-75oC, на выходе - 100-120oC, катализатор - сульфид никеля на кизельгуре. Скорость подачи сырья - 0,8 ч-1.
Содержащийся в бензоле после азеотропной ректификации в качестве основной примеси метилциклогексадиен (его количество составляет обычно 1,2-1,8% мас.) при гидрировании количественно превращается в метилциклогексан, отделяемый от бензола в колонне азетропной ректификации 3 с метиловым спиртом в качестве разделяющего агента. Количество метилового спирта, подаваемого в среднюю часть колонны 3, составляет 3,5-5% мас. к шихте.
Температура верха колонны - 66,5oC, куба - 80-80,2oC, флегмовое число - 3-10, практических тарелок (пр. т.) - 30.
Выводимые с верха колонны метилциклогексан, метиловый спирт и часть бензола рециклируют в среднюю часть колонны 1. В качестве кубового продукта получают бензол с температурой кристаллизации 5,40- 5,46oC, содержащий 99,78 - 99,88% мас. бензола, 0,10 - 0,12% мас. метилциклогексана, незначительные количества циклогексана, метилциклопентана, толуола, н-гептана. При этом потери бензола в процессе очистки составляют 0,7-0,9% мас. в пересчете на исходный, затраты водорода сокращаются по сравнению с известными методами каталитической гидроочистки бензола.
Неожиданный эффект от смены последовательности операций очистки бензола и использования при азеотропной ректификации бинарного разделяющего агента - смеси этилового и метилового спиртов заключается в том, что данный бинарный разделяющий агент позволяет вывести из очищаемого бензола значительную часть предельных и непредельных углеводородов, в том числе и менее активных, как, например, метилциклогексан. В качестве примесей в бензоле остается метилциклогексадиен, не образующий, видимо, азеотропных смесей с бинарным агентом, и незначительное количество предельных углеводородов. Это позволяет провести целенаправленное гидрирование очищаемого бензола меньшими, по сравнению с известными способами, количествами водорода (4-6 молей на 100 молей бензола). В известных способах - 20 молей водорода на 1 моль примеси, то есть около 40 молей водорода на 100 молей бензола (Л.Я. Коляндр. Получение чистого бензола для синтеза. Металлургия, М., 1966, стр. 119). Результатом этого является исключение потерь бензола на стадии гидролитической гидроочистки, гак как не происходит его гидрирования избыточным водородом.
Гидроочищенный бензол, содержащий около 98,0% мас. бензола и до 1,8% мас. метилциклогексана, достаточно эффективно отделяется от последнего азеотропной ректификацией с метанолом при значительно меньшей производительности ректификационной колонны, чем в известном способе с получением продукта, содержащего 99,78 - 99,88% мас. бензола с температурой кристаллизации 5,40 - 5,46oC.
Ниже приводятся примеры практического выполнения очистки бензола по известному и заявляемому способам.
Пример 1 (по прототипу).
1000 г бензола, полученного из C6 - C7 - фракции пиролиза нефтепродуктов этиленового производства АО "Салаватнефтеоргсинтез" и очищенного от отделяемых четкой ректификацией примесей предельных и непредельных углеводородов до содержания 95,35% мас. бензола и 4,65% мас. примесей предельных и непредельных углеводородов (таблица 1), направляют в реактор гидрирования 1 (фиг. 3).
Температура на входе в реактор 70oC, на выходе - 115oC, давление 2,5 ата, объемная скорость подачи 0,8 ч-1. Подача водорода - 120,0 дм3 на 1000 г шихты (40 молей водорода на 100 молей бензола). Катализатор гидрирования - сульфид никеля на кизельгуpe.
Гидроочищенный бензол направляют в ректификационную колонну 2 производительностью 45 практических тарелок (пр.т.), с флегмовым числом 2 для выделения бензольной (средней) фракции, содержащей около 1,5% мас. предельных углеводородов (температура кипения фракции в интервале 79,5 - 80,3oC).
Головную фракцию с to кип. до 79,5oC выводят из системы очистки, как и кубовый продукт.
Среднюю фракцию, содержащую 98,5% мас. бензола, направляют в среднюю часть колонны азеотропной ректификации 3, куда подают 43,80 г (4,8% мас.) метилового спирта. Производительность колонны 45 теоретических тарелок (т.т.), флегмовое число - 15, to верха - 56,5oC, tкуба - 80oC.
С верха колонны дистиллат состава (% мас.): бензола - 24,00; предельных углеводородов - 15,0; метанола - 61,0; выводят из системы очистки. Кубовый продукт колонны 3 направляют в среднюю часть колонны азеотропной ректификации 4 производительностью 45 т.т, с флегмовым числом 15, to верха - 66,5oC, to куба - 80,2oC.
Дистиллат колонны 4 рециклируют в среднюю часть колонны 3. Кубовый продукт - очищенный бензол - содержит 99,76% мас. бензола и 0,24% мас. примесей предельных углеводородов, основными из которых являются метилциклогексан (0,12% мас.) и н-гептан (0,8% мас.).
Бензол имеет температуру кристаллизации 5,39oC, плотность nD 20 - 0,8786.
Качественный и количественный состав бензола на каждой стадии очистки приведен в таблице 1, показатели его качества - в таблице 5.
Пример 2.
1000 г бензола состава и производства по примеру 1 (таблица 2) направляют в среднюю часть колонны азеотропной ректификации 1 (фиг. 2), подавая в нее 184,6 г (15% к шихте) смеси этилового и метилового спиртов в соотношении массовом 1:5, соответственно.
Производительность колонны 40 практических тарелок, флегмовое число - 10, to верха - 60,0oC при атмосферном давлении, to куба - 82,5oC.
Дистиллат, содержащий 3,48% мас. бензола (0,83% от исходного), выводят из системы очистки и используют в качестве бензинового компонента.
Кубовый продукт направляют в реактор каталитического гидрирования. Температура на входе в реактор 70,0oC, на выходе - 115oC, давление 2,5 ата, объемная скорость - 0,8 ч-1, катализатор - сульфид никеля на кизельгуре. Количество подаваемого водорода - 12,0 дм3 на 1000 г шихты (4 моля на 100 молей бензола).
Гидроочищенный бензол, содержащий 98,07% бензола, 1,78% метилциклогексана, толуол, н-гептан и циклогексан, направляют в среднюю часть колонны азеотропной ректификации 3, подавая в нее 36 г (3,5% мас. к шихте) метилового спирта.
Производительность колонны 40 практических тарелок, флегмовое число - 8, to верха - 66,5oC, to куба - 80,2oC.
Кубовый продукт, содержащий 99,78% мас. бензола и 0,22% мас. предельных углеводородов, имеет температуру кристаллизации 5,40oC, nD 20 - 0,8789 и соответствует показателям качества бензола для синтеза (таблица 5).
Пример 3.
1000 г бензола производства по примеру 1, содержащего 95,4% мас. бензола и 4,6% мас. примесей предельных и непредельных углеводородов (таблица 3), направляют в среднюю часть колонны азеотропной ректификации 1 (фиг. 2). В колонну подают 7% мас. в расчете на шихту (77,1 г) смеси этилового и метилового спиртов в массовом соотношении 1:8 соответственно.
Температура верха (to верха) колонны - 59,0oC, температура куба (to куба) колонны - 83,5oC, флегмовое число - 10.
Дистиллат, содержащий 7,08% бензола (0,93% мас. от исходного), выводят из системы очистки. Кубовый продукт направляют в реактор гидрирования 2.
Температура на входе в реактор - 65oC, на выходе - 120oC. Объемная скорость подачи шихты - 0,8 ч-1. Подача водорода - 15,0 дм3 на 1000 г шихты (5 молей водорода на 100 молей бензола).
Гидроочищенный бензол направляют в колонну азеотропной ректификации 3, в колонну подают 51,40 г (5% мас. в расчете на шихту) метилового спирта.
to верха колонны - 66,5oC, to куба - 80,2oC, флегмовое число - 3. Дистиллат с верха колонны 3 рециклируют в среднюю часть колонны азеотропной ректификации 1, а кубовый продукт состава (%. мас.): бензола - 99,81, метилциклогексана - 0,11, н-гептана - 0,04, циклогексана - 0,02, метилциклопентана - 0,02 - представляет собой конечный продукт очистки - бензол для синтеза. Температура кристаллизации бензола - 5,41oC, nD 20 - 0,8791.
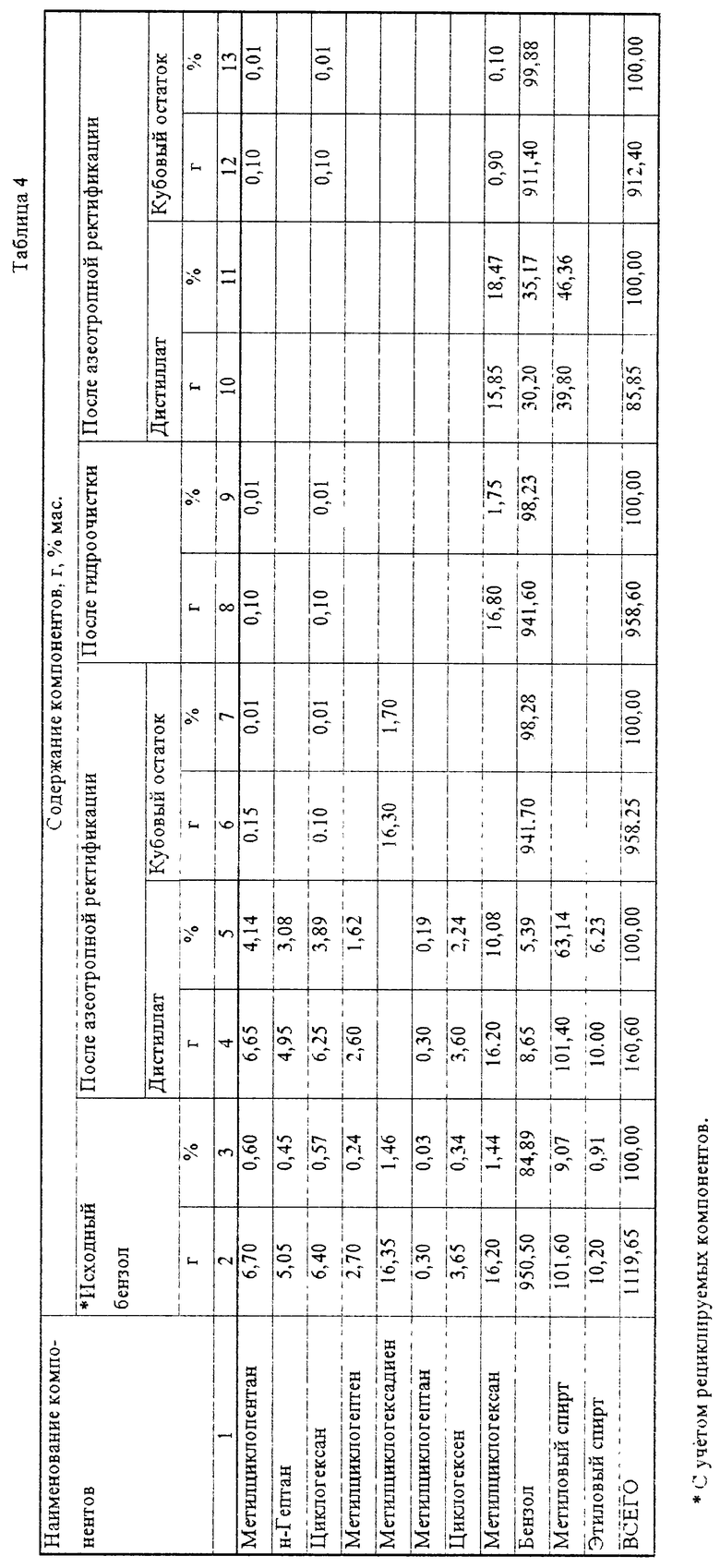
Пример 4.
1000 г бензола, продукта выделения из жидких фракций пиролиза этиленового производства АО "Уфанефтеоргсинтез", очищенного от удаляемых четкой ректификацией примесей углеводородов, содержащего 95,7% мас. бензола и 4,3% мас. примесей предельных и непредельных углеводородов (таблица 4) направляют в колонну азеотропной ректификации 1 (фиг. 2). В колонну подают 10% мас. в расчете на подаваемую шихту смеси этилового и метилового спиртов в их массовом соотношении 1:10, соответственно.
to верха колонны - 59,5oC, to куба колонны - 83,0oC, фл.ч. - 10.
Дистиллат, содержащий 8,65 г бензола (0,91% мас. от исходного), выводят из системы очистки, направляя на бензиновое производство.
Кубовый продукт, содержащий 98,28% мас. бензола, направляют в реактор каталитического гидрирования 2.
Температура на входе в реактор - 75oC, на выходе из реактора - 110oC, скорость подачи шихты - 0,9 ч-1, количество подаваемого водорода - 18 дм3 на 1000 г шихты (6 молей на 100 молей бензола).
Гидроочищенный бензол подают в колонну азеотропной ректификации 3. В колонну подают 40 г (4% мас. к шихте) метилового спирта.
Режим работы колонны: to верха - 66,5oC, to куба - 80,0oC, флегмовое число - 10.
Дистиллат колонны 3 рециклируют в колонну азеотропной ректификации 1.
Очищенный бензол состава (% мас.): бензола - 99,88, метилциклопентана - 0,01, циклогексана - 0,01, метилциклогексана - 0,10 - конечный продукт очистки с температурой кристаллизации 5,46oC, nD 20 - 0,8794.
Количественный и качественный состав используемого в примерах 1-4 исходного бензола соответствует составу продукта, поставляемого под торговой маркой "Жидкие продукты пиролиза" по ТУ 38.402-62-144-98 и прошедшему стадии ректификационной очистки от примесей предельных и непредельных углеводородов до их остаточных количеств (4-5% мас.), не выделяемых четкой ректификацией ввиду образования азеотропных смесей с бензолом.
Испытания очищенного по заявляемому способу бензола по каждому из показателей таблицы 5 проводят в соответствии с ГОСТ 9572-77 "Бензол нефтяной. Технические условия", с изм. п. 1 от V-88.
Содержание в бензоле 0,22-0,12% мас. предельных углеводородов, достигаемое заявляемым способом очистки, не влияет на процессы нефтехимических синтезов и позволяет использовать его в качестве исходного сырья наряду с "бензолом нефтяным".
По оценке АО "Уфанефтеоргсинтез" (по методу экспресс-алкилирования ОИЦ-124) очищенный по заявленному способу бензол по своим качествам находится на уровне "бензола нефтяного" (ГОСТ 9572-77), предназначенного в качестве сырья для производства синтетических волокон, каучуковых пластмасс, красителей и других продуктов органического синтеза. Сопоставительные показатели бензола, очищенного по известному и заявляемому способу, и "бензола нефтяного" приведены в таблице 5.
Используемый в примерах 1-4 катализатор гидрирования (сульфид никеля на кизельгуре) соответствует ТУ 38.101396-80. Температурные режимы колонн азеотропной ректификации и реактора каталитического гидрирования в заявляемом способе очистки соответствуют режимам известного способа гидроочистки и азеотропной очистки бензола.
Производительность колонн при этом значительно ниже (30, 40 пр.т.) по сравнению с 45 т.т. в известном способе, флегмовое число колонны азеотропной ректификации 1-10, а колонны 3 - 3-10 (15 в известном способе в обеих колоннах), что обуславливает значительно меньшую энергоемкость заявленного способа.
Выбор соотношения этилового и метилового спиртов (1:5-10) обусловлено эффективностью смеси в качестве разделительного агента. При меньшем содержании в смеси этилового спирта не достигается достаточного удаления из очищаемого бензола метилциклогексана, циклогексена и метилциклогептена ввиду, видимо, его недостаточности для образования тройных азеотропов. Большее его содержание практически не влияет на качество азеотропной ректификации на I-й ступени и лишь увеличивает энергозатраты.
Количество разделяющего агента 7-15% мас. на II-й ступени обусловлено достаточностью его для образования азеотропных смесей с примесями предельных и непредельных углеводородов (нижний количественный предел) и отсутствием необходимости его увеличения сверх заявляемого верхнего предела, так как это увеличение не повлияет на качество очистки, а лишь увеличит нагрузки на колонны азеотропной ректификации.
Количество водорода - 4-6 молей обусловлено его достаточностью для гидрирования метилциклогексадиена, большее его количество приведет к гидрированию самого бензола, то есть к потерям целевого продута. Меньшего количества водорода (менее 4 молей на 100 молей бензола) может оказаться недостаточным при большом содержании (более 2,5 % мас.) метилциклогексадиена и других непредельных соединений в бензоле после азеотропной ректификации с бинарным разделяющим агентом, что практически не случается даже при указанной (40 пр. тарелок, флегмовое число 3-10) производительности колонны 1. Практически их количество находится на уровне 1,8% мас. в расчете на бензол.
Примеры практического выполнения известного и заявленного способов показывают преимущество последнего.
Способ позволяет исключить потери бензола на стадии гидроочистки (3% мас. в известном способе), на стадии ректификации продукта после гидроочистки (в кубе колонны при выделении бензоголовочной фракции остается до 3% мас. бензола, поступившего после гидроочистки) и вдвое уменьшить потери бензола в дистиллате азеотропной ректификации.
В примере 1 бензол после гидроочистки подвергают четкой ректификации с выделением средней фракции, направляемой на азеотропную ректификацию. Прием позволяет получить продукт с содержанием предельных углеводородов до 1,5% мас., что обеспечивает эффективность его очистки на стадиях азеотропной ректификации с метанолом, идентичную с эффективностью в способе по прототипу.
При попытке выделения бензоголовочной фракции из гидроочищенного по заявленному способу бензола содержание в ней примесей предельных углеводородов составило 2,4-2,5% мас., что заведомо обеспечило бы неэффективность последующих стадий очистки - двухступенчатой азеотропной ректификации, так как ее эффективность снижается с увеличением содержания предельных углеводородов (Л.Я. Коляндр. Получение чистого бензола для синтеза. Металлургия. М., 1966, стр. 152).
Видимо, большое содержание примесей предельных углеводородов в бензоголовочной фракции бензола по заявленному способу объясняется качественным и количественным составом его, отличающимся от исходного продукта, используемого в способе по прототипу (бензол-толуол-ксилольная фракция коксохимического производства с примесями сероуглерода - БТКС).
Для достижения содержания предельных углеводородов в бензоголовочной фракции гидроочищенного бензола на уровне 1,5% мас. потребуется мощное ректификационное оборудование, которым не располагает опытное производство.
Эти обстоятельства и обуславливают замену отбора бензоголовочной фракции в примере 1 отбором средней ректификационной фракции с температурой кипения 79,5-80,3oC. Содержащиеся в ней примеси предельных углеводородов (1,2% мас.) эффективно отделяются азеотропной ректификацией.
Потери бензола в кубе колонны при выделении бензоголовочной фракции в способе по прототипу составляют 3% мас. от гидроочищенного (Л.Я. Коляндр. Получение чистого бензола для синтеза. Металлургия, М., 1966 г., стр. 151).
Потери бензола в дистиллате 1-й колонны азеотропной ректификации, выводимом из системы очистки, составляют по известному способу 1,8% мас. от количества поступившего на ректификацию гидроочищенного бензола. Суммарные потери бензола по известному способу составляют 8,7% мас. oт исходного бензола.
Потери бензола в заявляемом способе составляют 0,70-0,90% мас. от поступившего на очистку (потери за счет азеотропов с бинарным разделяющим агентом), что подтверждает преимущество заявляемого способа.
Заявляемый способ более технологичен, менее энергоемок, связан с меньшими количествами используемого при гидроочистке водорода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ БЕНЗОЛА | 1999 |
|
RU2164907C1 |
| СПОСОБ ОЧИСТКИ БЕНЗОЛА ОТ НЕПРЕДЕЛЬНЫХ УГЛЕВОДОРОДОВ | 1999 |
|
RU2157360C1 |
| СПОСОБ ОЧИСТКИ БЕНЗОЛА ОТ НЕПРЕДЕЛЬНЫХ УГЛЕВОДОРОДОВ И ТИОФЕНА | 1999 |
|
RU2164908C1 |
| СПОСОБ ОЧИСТКИ БЕНЗОЛА ОТ ТИОФЕНА | 1999 |
|
RU2155177C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПИРОЛИЗНОЙ СМОЛЫ | 1999 |
|
RU2178445C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗОЛА | 2005 |
|
RU2291892C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИЦИКЛОПЕНТАДИЕНА | 1999 |
|
RU2164910C1 |
| СПОСОБ ОЧИСТКИ БЕНЗОЛА ОТ ТИОФЕНА | 2000 |
|
RU2174504C1 |
| Способ выделения бензола из высокоароматизированного сырья | 1982 |
|
SU1078837A1 |
| СПОСОБ РЕГЕНЕРАЦИИ ВОЗВРАТНОГО РАСТВОРИТЕЛЯ ПРОЦЕССА ПОЛУЧЕНИЯ СИНТЕТИЧЕСКИХ КАУЧУКОВ | 2000 |
|
RU2176648C2 |







Изобретение относится к нефтехимической промышленности, к очистке бензола, получаемого из фракций С6-С7 пиролиза нефтепродуктов, от примесей предельных и непредельных углеводородов. Согласно изобретению проводят очистку продукта, содержащего 95-96 мас.% бензола, путем азеотропной ректификации с использованием в качестве разделяющего агента смеси этилового и метилового спиртов в массовом их соотношении 1:5-10, гидроочистки с использованием 4-6 молей водорода на 100 молей бензола и выделения конечного продукта азеотропной ректификацией с метиловым спиртом. Очищенный бензол содержит вышеуказанные примеси в количестве 0,12-0,24 мас.% и используется в качестве сырья в нефтехимических синтезах. Технический результат - сокращение потерь бензола, снижение энергоемкости процесса очистки. 5 табл., 3 ил.
Способ очистки бензола от примесей предельных и непредельных углеводородов, включающий каталитическую гидроочистку с использованием водорода и двухступенчатую азеотропную ректификацию с использованием метилового спирта в качестве разделяющего агента, отличающийся тем, что гидроочистку проводят после первой ступени азеотропной ректификации с расходом 4 - 6 молей водорода на 100 молей бензола, а в качестве разделяющего агента на первой ступени азеотропной ректификации используют смесь этилового и метилового спиртов в массовом их соотношении 1 : 5 - 10 соответственно и в количестве 7 - 15 мас. % в расчете на очищаемый продукт.
| КОЛЯНДР Л.Я | |||
| ПОЛУЧЕНИЕ ЧИСТОГО БЕНЗОЛА ДЛЯ СИНТЕЗА | |||
| - М.: МЕТАЛЛУРГИЯ, 1966, С.150 - 152 | |||
| СПОСОБ ОЧИСТКИ БЕНЗОЛА | 0 |
|
SU362799A1 |
| Способ очистки бензола | 1976 |
|
SU615053A1 |
| Способ очистки бензола | 1991 |
|
SU1817760A3 |
| Способ очистки бензола от непредельных соединений | 1991 |
|
SU1825355A3 |

