Изобретение относится к области нефтехимии, в частности к способам очистки бензола от непредельных неароматических углеводородов и тиофена.
Согласно ГОСТ 9572-77 бензол нефтяной, используемый в нефтехимических синтезах, содержит тиофен в количестве 0,00012-0,00037% мас. (в пересчете норм по содержанию общей серы), окраска серной кислоты в номерах образцовой шкалы - не более 0,1-0,15, что соответствует содержанию 0,1% мас. циклогексена, или 0,01% 2-метил-циклопентадиена [Л.Я.Коляндр. Получение чистого бензола. - М.: Металлургия, 1966, с. 12].
Любое, даже самое минимальное содержание непредельных углеводородов и тиофена отрицательно влияет на катализаторы, используемые в химических и нефтехимических синтезах, снижая скорость процесса за счет блокирования активных центров образующимися смолистыми веществами, загрязняя получаемый продукт, снижая его выход, сокращает сроки хранения самого бензола за счет полимеризации или окисления непредельных соединений.
В бензоле, используемом в качестве сырья, практически должны отсутствовать непредельные соединения, что не является проблемой в случае использования бензола коксохимического в силу технологии его производства.
Для бензола нефтяного, а именно полученного ректификационной очисткой из жидких пиролизных фракций нефтепродуктов, проблема очистки от непредельных углеводородов очень актуальна - их содержание в нем достигает 1,2-3,0% мас.
Однако, что касается очистки от тиофена, то вопрос стоит остро для бензола и нефтяного, и коксохимического происхождения. Содержание тиофена в первом составляет 0,01-0,02% мас., а в бензоле марки "для нитрации", получаемом в качестве товарного продукта в производстве бензола при коксовании угля, содержание тиофена составляет до 0,04% мас.
Таким образом, при получении высокочистого бензола наряду с очисткой от предельных углеводородов для бензола, получаемого из продуктов пиролиза, стоит остро вопрос об удалении примесей непредельных неароматических углеводородов и тиофена, для бензола, полученного при коксовании угля, - об очистке от тиофена и сероуглерода.
Если технология глубокой очистки бензола от предельных углеводородов и сероуглерода в настоящее время разработана достаточно полно - азеотропная, экстрактивная ректификация для глубокого удаления насыщенных углеводородов, эффективная четкая ректификация для удаления сероуглерода, - то подобных, достаточно простых по технологическому оформлению, экономически доступных промышленных способов одновременной глубокой очистки бензола от тиофена и непредельных углеводородов практически не существует.
Известен способ очистки бензола, полученного из бензолтолуольной фракции пироконденсата этиленпропиленового производства (ЭПП), содержащего 1,5-2,0% мас. непредельных углеводородов, путем обработки их очищающим комплексом на основе алюминия и четыреххлористого углерода [авт.св. СССР N 615053, кл. C 07 C 7/148, 1978]. Остаточное содержание непредельных соединений после очистки составляет 0,05% мас.
Модификация очищающего комплекса за счет его нанесения на активированную поверхность окиси алюминия расширяет диапазон очистки от непредельных неароматических углеводородов от 5,0% мас. в исходном до 0,01% мас. в очищенном бензоле [авт. св. СССР N 1825355, кл. C 07 C 7/148, 15/04, заявл. 01.04.91, опубл. 30.06.93].
Недостатками способа адсорбционной очистки являются большой удельный расход адсорбента на единицу продукта, периодически возникающая проблема захоронения отработанного адсорбента, длительность процесса очистки.
Эти же недостатки присущи способам очистки от непредельных соединений с использованием природных адсорбентов (активных глин) [А.Д.Беренц и др. Переработка жидких продуктов пиролиза. - М.: Химия, 1985, с. 216; авт. св. СССР N 1065392, кл. С 07 С 15/04, 7/148, 1984].
Наиболее эффективным методом очистки бензола от непредельных углеводородов и тиофена является каталитическая гидроочистка, включающая обработку сырья водородом (водородсодержащим газом) в присутствии полиметаллических катализаторов при температуре 140-180oC, давлении 3-5 ата на стадии очистки от непредельных углеводородов, при температуре 350-480oC и давлении 3-5 ата на стадии очистки от тиофена с последующей тонкой доочисткой от непредельных углеводородов на активных глинах и отделение насыщенных углеводородов (исходных и образовавшихся на I-й стадии гидроочистки) азеотропной или экстрактивной ректификацией [Состав и переработка жидких продуктов пиролиза на отечественных установках. Тематический обзор. - М.: ЦНИИТЭнефтехим, 1977, с. 76-77].
На сегодняшний день это один из самых эффективных и широко используемых промышленных способов очистки бензола нефтяного, в том числе и пиролизного, и коксохимического происхождения от непредельных неароматических и серосодержащих примесей.
Прошедший гидроочистку бензол практически не содержит непредельных соединений, остаточное содержание тиофена соответствует требованиям к бензолу высших марок.
Однако существенными недостатками способа, непреодолимыми для установок малой и средней производительности, являются его технологическая сложность, большие капитальные затраты на его организацию, большая энергоемкость процесса - все эти факторы, особенно при отсутствии близкорасположенного источника водорода (производства, в котором водород является основным или побочным продуктом) делают процесс каталитической гидроочистки бензола от примесей тиофена и непредельных углеводородов нерентабельным.
Осуществление очистки бензола, выделенного из жидких фракций пиролиза нефтепродуктов, в две стадии - сочетанием адсорбционной очистки на активных глинах от непредельных соединений и каталитической очистки от тиофена на катализаторах на основе металлов VI и VII групп Периодической системы объединяет недостатки обоих методов, описанных ранее [патент США N 3642927, кл. C 07 C 7/00, заявл. 07.02.68, опубл. 15.02.72].
Известен способ одностадийной очистки бензола, полученного из жидких продуктов пиролиза от тиофена и непредельных соединений одновременно в одном реакторе с использованием специально разработанных катализаторов, состав которых авторами не указывается [В.А.Двинин и др. Тонкая очистка бензольной фракции пироконденсата от олефинов и тиофена. Нефтепереработка и нефтехимия, 1988, N 9, с. 19-21].
Однако способ рассчитан на тонкую доочистку бензола от примесей при их суммарном содержании, не превышающем 0,15% мас. , в том числе тиофена - 0,002% мас. В результате очистки получают бензол, отвечающий требованиям ГОСТ 9572-77 на бензол марки высшей очистки, степень очистки от тиофена составляет 97,5%, а непредельных - 84% мас.
Известны способы химической очистки бензола от тиофена и непредельных соединений одновременно, например, под действием хлористого алюминия [Б.А. Волков. Кокс и химия., 1957, N 1, с. 53]. Однако способ, несмотря на доступность и дешевизну очищающего агента - отработанного комплекса хлористого алюминия, не нашел промышленного применения, так как при очистке трудно достигается полнота выделения непредельных соединений. Попытки достижения стандартных показателей по очистке связаны с потерями бензола, который легко с ними сополимеризуется под действием хлористого алюминия.
В промышленности широко используются способы химической очистки от тиофена, позволяющие одновременно удалить из бензола и непредельные соединения, основанные на способности химического взаимодействия тиофена и непредельных углеводородов с образованием алкилпроизводных тиофена, сополимеров тиофена с непредельными углеводородами. При этом скорость реакции алкилирования тиофена в десятки раз превышает скорость сополимеризации, поэтому около 90% тиофена образует алкилпроизводные соединения, остальное - сополимеры. Часть непредельных соединений при этом в присутствии 5-15% мас. концентрированной серной кислоты осмоляется, образует полимеры и сополимеры, часть тиофена сульфируется с образованием сульфокислоты тиофена [Л.Я.Коляндр. Получение чистого бензола для синтеза. - М.: Металлургия, 1966, с. 69-87].
Сернокислотная очистка бензола, достаточно широко используемая в производстве коксохимического бензола при отсутствии гидроочистки, основывается на вышеописанных реакциях тиофена, обеспечивает получение бензола марки "для нитрации", содержащего не более 0,04% мас. тиофена и практически не содержащего непредельных углеводородов.
Способ осложняется побочными процессами сульфирования и алкилирования бензола за счет уноса его с образующейся "кислой смолкой" и при последующей отмывке выделенного бензола. В случае тонкой доочистки бензола сернокислотный метод позволяет получить бензол высших марок.
Так как содержание непредельных соединений в коксохимическом бензоле сыром и, тем более, бензоле для нитрации весьма ограничено, то используют приемы дополнительного введения в очищаемый бензол непредельных соединений, обеспечивающих полноту алкилирования и сополимеризации с ними тиофена.
Условия очистки при этом облегчаются - снижается концентрация серной кислоты, соответственно потери целевого продукта.
Дополнительное количество непредельных соединений вводят либо с тяжелым бензолом - фракцией, кипящей при температуре 155-160oC и содержащей 60-75% непредельных соединений, либо повышая температуру конца кипения выделяемой из сырого бензола бензольной фракции, либо введением пиролизной смолы, отходов производства синтетического каучука и т.д., обеспечивая массовое соотношение непредельные соединения/тиофен в пределах 9-20 : 1. Вводимые при этом в бензол непредельные соединения различного характера - стирол, инден, циклогексен, пиперилен, бутадиены и т.д., то есть олефиновые и диеновые углеводороды, в присутствии 5-15% мас. 93-93,5%-ной серной кислоты обеспечивают полноту удаления тиофена за счет реакций его алкилирования, сополимеризации с непредельными углеводородами.
Однако возникает проблема, связанная с введением добавок, содержащих непредельные соединения - засорение бензола посторонними примесями, снижающими его качество.
В патентной и технической литературе практически не содержится описаний приемлемых для промышленного производства способов очистки коксохимического, а тем более бензола нефтяного происхождения, выделенного, например, из жидких пиролизных фракций, обеспечивающих одновременную очистку бензола от тиофена и непредельных соединений.
Предлагается способ одновременной глубокой очистки бензола от примесей непредельных неароматических углеводородов и тиофена, включающий экстрактивную ректификацию с диметилформамидом с использованием в качестве сырья бензола нефтяного, полученного из пиролизных фракций ЭПП, и коксохимического происхождения при массовом соотношении указанных компонентов сырья 2,5-3,5 : 1 с последующей обработкой выводимого в паровой фазе между местами ввода компонентов сырья целевого продукта перемешиванием при температуре 35-45oC, числе Рейнольдса 15000 - 45000, в присутствии каталитических количеств серной кислоты.
В качестве бензола коксохимического используют бензол марки "для нитрации" (ГОСТ 8448-78) и бензол, выделенный ректификационной отгонкой примесей "легких" и "тяжелых" углеводородов из бензола-сырца, полученного при коксовании угля и содержащего бензола 70,80% мас., толуола до 0,20% мас., тиофена до 0,70% мас., остальное - примеси неароматических углеводородов. Бензол марки "для нитрации" содержит 0,04% мас. тиофена, бензол, выделенный из бензола-сырца вышеуказанного состава содержит 99,40-99,50% мас. основного вещества, 0,25-0,40% мас. тиофена, 0,10-0,20% мас. примесей неароматических углеводородов.
В качестве бензола нефтяного происхождения, именуемого далее в тексте "нефтяной", используют бензол, выделенный ректификационной отгонкой от "легких" и "тяжелых" углеводородов из жидких C6-C7-пиролизных фракций этиленпропиленового производства (ЭПП), имеющих температуру кипения 35-230oC и соответствующих по показателям ТУ 33.402-62-144-93. Бензол содержит не менее 94% мас. основного вещества, 0,01-0,02% мас. тиофена, 0,01% мас. толуола, остальное - примеси неароматических углеводородов, из которых 50-60% мас. - непредельные углеводороды.
Бензол коксохимический подают в нижнюю часть колонны, бензол "нефтяной" - в верхнюю ее часть, целевой продукт выводят в паровой фазе между местами ввода компонентов сырья.
Диметилформамид (ДМФА) подают в верх колонны.
Предельные и непредельные (олефиновые) углеводороды в смеси с бензолом выводят с верха колонны.
Целевой продукт после отделения от него ДМФА направляют на обработку перемешиванием при 35-45oC, числе Рейнольдса 15000 - 45000 и в присутствии каталитических количеств серной кислоты.
После отгонки бензола от продуктов взаимодействия тиофена и циклодиеновых углеводородов получают бензол, соответствующий марке "очищенный" по ГОСТ 9572-77.
Способ осуществляется по следующей схеме (чертеж).
В нижнюю часть колонны экстрактивной ректификации 1 подают бензол коксохимического производства, в верхнюю - бензол "нефтяной", выше места ввода которого подают нагретый до 90oC диметилформамид. Массовое соотношение бензола "нефтяного" и коксохимического составляет 2,5-3,5 : 1.
Массовое соотношение диметилформамида и суммарного количества подаваемого сырья 4,5-6 : 1.
Головной фракцией выводят смесь предельных олефиновых неароматических углеводородов и бензола.
Кубовый проект, содержащий диметилформамид, часть тиофена и толуола, рециклом направляют в колонну 1. Выводимый в средней части колонны в паровой фазе целевой продукт, содержащий около 5% диметилформамида, циклодиеновые неароматические углеводороды, толуол и тиофен, направляют в десорбер 2.
Из десорбера кубовым продуктом выводят диметилформамид, часть тиофена, толуола и направляют рециклом в колонну 1. Периодически диметилформамид подвергают регенерации - отгонке от накопившегося в нем тиофена (до 3-6% мас.) и толуола.
Выводимый головной фракцией из десорбера очищенный бензол направляют в аппарат интенсивного перемешивания 3, где проводят его обработку при 35-45oC, числе Рейнольдса 15000-45000 и в присутствии 0,10-1,00% мас. 93-94%-ной серной кислоты (в расчете на 100%-ную кислоту).
Выделенный отгонкой в колонне ректификации 4 бензол не содержит примесей непредельных углеводородов, содержание тиофена соответствует требованиям ГОСТ 9572-77 на бензол марки "очищенный", как и показатели по содержанию примесей неароматических углеводородов. Температура кристаллизации очищенного бензола - 5,46-5,49oC, показатель окраски серной кислотой - менее 0,1.
Ниже приведены примеры практического осуществления очистки бензола по заявляемому способу.
Пример 1.
В верхнюю часть колонны экстрактивной ректификации 1 (чертеж) эффективностью 160 практических тарелок (пр.т.) подают 900 г бензола "нефтяного", в нижнюю часть колонны (на 40-ую тарелку) подают 300 г бензола коксохимического марки "для нитрации".
В верх колонны, на 150-ую тарелку, подают диметилформамид, нагретый до 90oC, в массовом соотношении диметилформамида и сырья 4,5 : 1.
Флегмовое число (фл.ч.) составляет 2,0, температура верха (toверха) колонны 80,0±0,2oC, температура куба (toкуба) 160±2oC.
Соотношение (массовое) бензола "нефтяного" и бензола коксохимического 3 : 1.
Суммарно сырье содержит, % мас.:
бензол - 96,402
толуол - 0,030
предельные углеводороды - 1,586
непредельные углеводороды - 1,964,
в том числе циклодиеновые 1,266
тиофен - 0,018
Головная фракция, содержащая смесь предельных и олефиновых неароматических углеводородов с бензолом, составляет 5,76% мас. от исходного сырья, содержание бензола в ней 60,47% мас. (3,49% мас. от исходного). Кубовый продукт, содержащий (% мас.) 99,97 - ДМФА, 0,027 - бензола, 0,003 - толуола и 0,0004 - тиофена, направляют рециклом в верх колонны 1.
С 70-й тарелки колонны 1 выводят в паровой фазе целевой продукт состава (% мас.):
бензол - 93,842
толуол - 0,014
н-гептан - 0,004
циклогексан - 0,002
циклогексадиен - 0,342
метилциклогексадиен - 0,938
тиофен - 0,016
ДМФА - 4,842
Продукт направляют в десорбер 2 для отделения ДМФА, части толуола и части тиофена.
Десорбер работает в режиме: эффективность 40 пр.т., фл.ч. 1,0, toверха 80oC, давление 0,8-1,0 ата, температура на 5-й тарелке (с низа) 155oC.
Кубовый продукт десорбера направляют рециклом в колонну 1 вместе с кубовым продуктом колонны.
Верхний продукт десорбера направляют в аппарат интенсивного перемешивания, в котором его обрабатывают в течение 15 с при температуре 38oC, числе Рейнольдса 20000 и в присутствии 1,19 г 93%-ной серной кислоты (0,1% мас. в пересчете на 100%-ную кислоту в расчете на продукт).
После отгонки бензола от продуктов взаимодействия циклогексадиена и метилциклогексадиена с тиофеном (в колонне 4 эффективностью 30 пр.т., фл.ч. 1,2, toверха 80oC) получают бензол состава, % мас.:
бензол - 99,984
толуол - 0,008
н-гептан - 0,004
циклогексан - 0,003
тиофен - 0,00006
Температура кристаллизации 5,47oC.
Окраска серной кислотой менее 0,05.
Выход 96,22% мас. на исходный бензол.
Бензол соответствует по показателям марке "очищенный" по ГОСТ 9572-77.
Кубовый продукт колонны 4 - вязкий продукт светло-желтого цвета, хорошо текучий при температуре 20oC, с температурой кипения 248oC, представляет собой смесь соолигомеров тиофена с циклодиеновыми углеводородами, продуктами алкилирования тиофена и олигомеров (соолигомеров) циклодиеновых углеводородов.
Составы исходного бензола и фракций при очистке приведены в таблице 1.
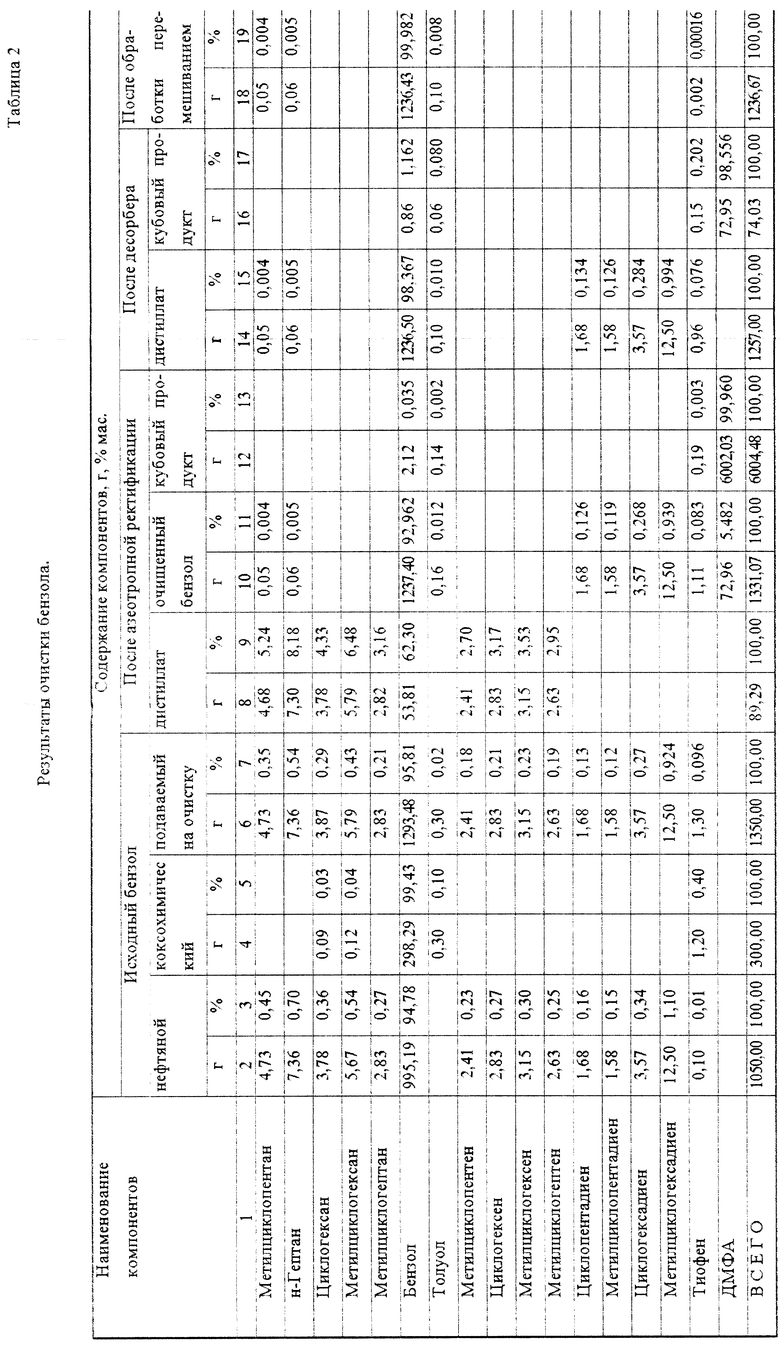
Пример 2.
В верхнюю часть колонны экстрактивной ректификации 1 (чертеж), работающей в режиме примера 1, на 120-ю тарелку подают 1050 г бензола "нефтяного", в нижнюю ее часть (на 40-ю тарелку) - 300 г бензола коксохимического, выделенного из бензола-сырца и содержащего,% мас.:
бензол - 99,43
толуол - 0,1
предельные углеводороды - 0,07
тиофен - 0,40
На 150-ую тарелку подают нагретый до 90oC ДМФА в массовом соотношении ДМФА и сырья 4,5 : 1.
Соотношение (массовое) бензола "нефтяного" и бензола коксохимического 3,5 : 1.
Суммарный состав подаваемого на очистку сырья,% мас.:
бензол - 95,81
толуол - 0,02
предельные углеводороды - 1,82
непредельные углеводороды - 2,25
из них
циклодиеновые - 1,44
тиофен - 0,096
Головная фракция содержит смесь бензола с предельными и олефиновыми углеводородами, составляет 6,61% мас. от исходного сырья, содержание бензола в ней - 62,30% мас. (3,99% мас. от исходного).
Кубовый продукт направляют рециклом в верх колонны 1.
Целевой продукт, выводимый с 70-й тарелки колонны в паровой фазе, содержит, % мас.:
бензол - 92,96
толуол - 0,012
предельные углеводороды - 0,009
циклодиеновые углеводороды - 1,450
тиофен - 0,083
ДМФА - 5,48
Продукт в десорбере 2, работающем в режиме примера 1, отделяют от ДМФА и направляют на обработку в аппарат 3, которую проводят в течение 20 с при температуре 40oC, числе Рейнольдса 15000 в присутствии 6,54 г 94%-ной серной кислоты (0,5% мас. в пересчете на 100%-ную кислоту).
Обработанный в указанном режиме продукт направляют на отгонку бензола в колонну ректификации 4 эффективностью 40 пр.т.
Очищенный бензол содержит, % мас.:
бензол - 99,982
толуол - 0,008
гептан - 0,005
метилциклопентан - 0,004
тиофен - 0,00016
Показатель окраски серной кислотой менее 0,10.
Температура кристаллизации 5,46oC.
Выход очищенного бензола 93,2% в расчете на исходное сырье или 95,59% мас. в расчете на содержащийся в нем бензол.
Бензол соответствует марке "очищенный" по ГОСТ 9572-77.
Кубовый остаток колонны 4 - вязкий продукт светло-желтого цвета с температурой кипения 249oC.
Составы исходного бензола и фракций при очистке приведены в таблице 2.
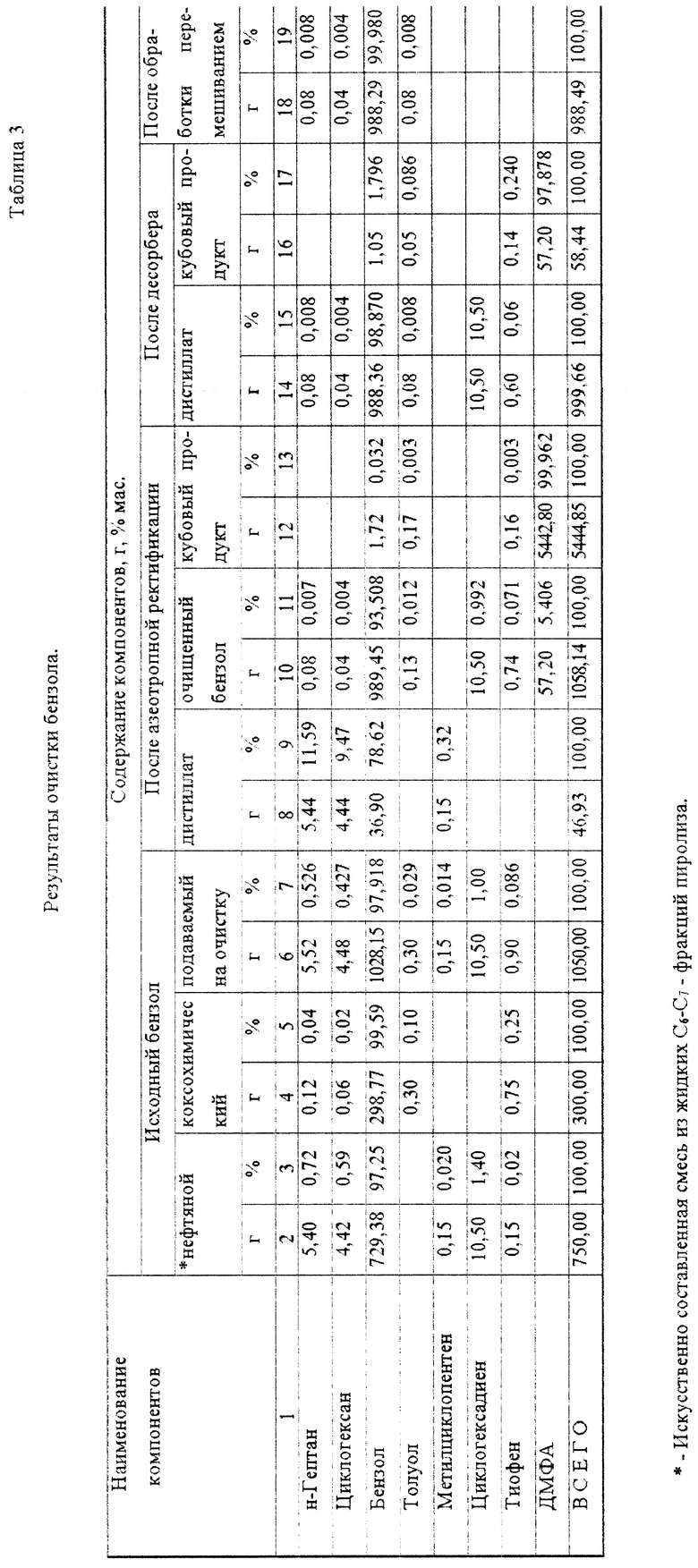
Пример 3.
750 г бензола "нефтяного" и 300 г бензола коксохимического, полученного по примеру 2, подают в колонну экстрактивной ректификации 1 (чертеж), в верхнюю часть колонны подают 5500 г диметилформамида, нагретого до 90oC. Режим очистки по примеру 1. Массовое соотношение бензола "нефтяного" и бензола коксохимического - 2,5 : 1, диметилформамида и сырья - 5,5 : 1.
Суммарное содержание в подаваемом сырье, % мас.:
бензол - 97,918
толуол - 0,029
предельные неароматические углеводороды - 0,953
непредельные - 1,014
из них
циклодиеновые - 1,000
тиофен - 0,086
Следует отметить, что используемый в данном примере "нефтяной" бензол - искусственно составленная смесь на основе очищенного "нефтяного" бензола введением дополнительных количеств н-гептана, циклогексана и циклогексадиена, так как авторы не располагают бензолом, содержащим только циклогексадиен (без метилциклогексадиена). Направленность опыта - проверка возможности очистки бензола от тиофена заявляемым способом в присутствии циклогексадиена.
Колонна 1 работает в режиме примера 1.
Головная фракция, содержащая н-гептан, циклогексан и метилциклопентен составляет 4,47% мас. от исходного сырья, содержание бензола в ней - 78,62% мас.
Выводимый в средней части колонны в паровой фазе целевой продукт после десорбера 2 направляют в аппарат интенсивного перемешивания 3.
Состав продукта, % мас.:
бензол - 98,87
толуол - 0,008
н-гептан - 0,008
циклогексан - 0,004
циклогексадиен - 1,05
тиофен - 0,06
Продукт обрабатывают в течение 35 с в аппарате 3 при температуре 35oC, числе Рейнольдса 45000 и количестве 94%-ной серной кислоты 1,06 г (0,10% в пересчете на 100%-ную кислоту). После отгонки бензола в колонне ректификации 4 получают очищенный бензол состава, % мас.:
бензол - 99,980
толуол - 0,008
н-гептан - 0,008
циклогексан - 0,004
тиофен - отс.
Температура кристаллизации 5,49oC.
Показатель окраски серной кислотой менее 0,05.
Выход чистого бензола 94,14% мас. в расчете на исходное сырье или 96,15% мас. на содержащийся в нем бензол.
Температура кипения кубового продукта колонны 4 - 232oC.
Составы исходного сырья и фракций при очистке приведены в таблице 3.
Пример 4.
900 г бензола "нефтяного", 300 г бензола коксохимического подают в колонну экстрактивной ректификации 1 (чертеж), на 150-ую тарелку подают 7200 г нагретого до 90oC ДМФА. Колонна работает в режиме примера 1.
Суммарное содержание компонентов в сырье, % мас.:
бензол - 96,56
толуол - 0,03
предельные неароматические углеводороды - 1,45
непредельные - 1,86,
в том числе циклодиеновые 1,10 - (метилциклогексадиен)
тиофен - 0,10
Массовое соотношение бензола "нефтяного" и коксохимического - 3 : 1, диметилформамида и сырья - 6 : 1.
Головная фракция содержит 58,56% мас. бензола, предельные и олефиновые неароматические углеводороды и составляет 5,39% мас. от подаваемого на очистку сырья.
Кубовый продукт направляют рециклом в верхнюю часть колонны 1.
Целевой продукт, выводимый в паровой фазе с 70-й тарелки колонны 1, после отделения от него в десорбере 2 диметилформамида направляют на обработку в аппарат интенсивного перемешивания 3.
Подаваемый на обработку продукт содержит, % мас.:
бензол - 98,744
толуол - 0,009
н-гептан - 0,006
циклогексен - следы
метилциклогексадиен - 1,16
тиофен - 0,068
Обработку проводят при температуре 45oC, числе Рейнольдса 28000, в присутствии 12,17 г 93%-ной серной кислоты (1,0% мас. в пересчете на 100%-ную кислоту).
После отгонки в колонне 4 очищенный бензол содержит, % мас.:
бензол - 99,981
толуол - 0,008
н-гептан - 0,004
циклогексан - 0,006
тиофен - 0,00009
Температура кристаллизации 5,46oC.
Показатель окраски серной кислотой менее 0,1.
Выход очищенного бензола составляет 96,50% мас. на содержащийся в исходном сырье бензол.
Температура кипения кубового продукта колонны 4-251oC.
Составы исходного бензола и фракций при очистке приведены в таблице 4.
Анализ результатов очистки бензола по заявляемому способу показывает, что достигается полная очистка бензола от непредельных неароматических углеводородов, содержание предельных углеводородов и тиофена соответствует требованиям ГОСТ 9572-77 на бензол марки "очищенный".
Заявляемым способом можно достичь и полного удаления тиофена из бензола (пример 3), но при более длительном перемешивании в условиях преодоления диффузионного барьера компонентов раствора, что достигается при числе Рейнольдса не менее 15000. При числе Рейнольдса более 45000 достигаются практически те же результаты очистки, что и в заявляемом пределе его величины, но со значительно большими энергетическими затратами, как и при стремлении более полного удаления тиофена из бензола.
Кроме обеспечения глубокой очистки бензола от непредельных неароматических углеводородов и тиофена способ имеет еще одно преимущество - позволяет перерабатывать без корректировки режимов работы колонны экстрактивной ректификации сырье различного происхождения - полученное из пиролизных жидких фракций производства нефтепродуктов и сырье коксохимического производства, что является положительным фактором, так как в условиях непрерывного производства высокочистого бензола и дефицита сырья обычно приходится использовать бензол различного происхождения с довольно большим содержанием тиофена (примеры 2-4).
Авторы предполагают и анализ кубовых остатков колонны 4 после отгонки очищенного бензола показывает, что в условиях предлагаемого режима обработки выводимого из колонны экстрактивной ректификации 1 целевого продукта происходит взаимодействие тиофена с циклодиеновыми углеводородами с образованием (до 25% мас. ) алкилированного диеновыми углеводородами тиофена, остальная его часть образует с ними 2-х - 3-х - звенные олигомеры, то есть в отличие от сернокислотной очистки в присутствии непредельных углеводородов, в заявляемом способе превалирует механизм катионной полимеризации, ее скорость превышает скорость алкилирования тиофена циклодиеновыми углеводородами. Не связанные тиофеном циклодиеновые углеводороды образуют димеры, содимеры, трехмерные структуры.
В кубовом продукте колонны 4 не обнаружено продуктов сульфирования тиофена и бензола, а также высокомолекулярных образований диеновых углеводородов, что подтверждает и температура его кипения - 230-260oC.
Так как бензол, полученный из пиролизных жидких C6-C7 фракций ЭПП, в качестве примесей циклодиеновых углеводородов содержит, в основном, циклогексадиен и метилциклогексадиен, то проведена проверка эффективности способа при совместном присутствии указанных соединений и отдельно каждого из них. С этой целью, за неимением бензола, не содержащего метилциклогексадиен, в качестве "нефтяного" бензола использована искусственно приготовленная смесь, содержащая в качестве циклодиенового углеводорода циклогексадиен (пример 3).
Заявляемый предел массового соотношения бензола "нефтяного" и бензола коксохимического (2,5-3,5 : 1) гарантированно обеспечивает достаточность непредельных углеводородов для связывания тиофена в алкилфенолы и сополимеры с диеновыми углеводородами при их обработке перемешиванием в присутствии серной кислоты. При массовом соотношении "нефтяного" бензола и коксохимического менее 2,5 : 1 возникает опасность недостаточного связывания тиофена циклодиеновыми углеводородами (на практике, например, приходится перерабатывать коксохимический бензол, содержащий до 0,70% мас. тиофена); при соотношении, большем 3,5 : 1, в кубовом продукте после отгонки очищенного бензола возрастает количество олигомеров, соолигомеров самих циклодиеновых углеводородов, что не имеет смысла.
Массовое соотношение диметилформамида и сырья в пределах 4,5-6 : 1 обеспечивает эффективность очистки, при меньшем количестве ДМФА в очищаемом бензоле увеличивается содержание предельных и олефиновых углеводородов, при подаче ДМФА в соотношении ДМФА и сырья, превышающем 6,0 : 1, увеличивается содержание бензола в кубовом продукте колонны 1, направляемом рециклом в верх колонны, то есть неоправданно увеличиваются энергозатраты на подачу экстрагента.
Введение коксохимического бензола в нижнюю часть колонны, а "нефтяного" - в верхнюю облегчает процесс вывода предельных и олефиновых углеводородов, снижает содержание бензола в головной фракции, обеспечивает полное выделение олефиновых углеводородов.
Выведение очищенного бензола в паровой фазе между местами ввода компонентов сырья обеспечивает минимальное (около 5% мас.) содержание в нем диметилформамида и выведение части тиофена (14,5-18,5% мас. от исходного количества) кубовым продуктом с ДМФА, наряду с выводом 11,0-15,0% мас. тиофена с кубовым продуктом десорбера, это снижает его содержание в бензоле, поступающем на обработку перемешиванием в присутствии серной кислоты, что является дополнительной гарантией полного связывания тиофена непредельными углеводородами в заявляемых условиях очистки даже при повышенном (в случае некондиционного сырья) содержании тиофена.
При температуре обработки очищаемого бензола в аппарате интенсивного перемешивания менее 35oC процесс очистки замедляется, что приводит к увеличению энергозатрат на очистку, качество очистки от тиофена ухудшается.
При температуре обработки перемешиванием, превышающей 45oC, увеличивается кубовый остаток колонны 4, в смеси появляются продукты конденсации тиофена и непредельных углеводородов, содержащие бензол, образуются более высокомолекулярные структуры, что затрудняет транспортировку кубового продукта.
Используемый в примерах 1-3 диметилформамид соответствует ТУ 6-09-3720-74, серная кислота - ГОСТ 2184-77.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ БЕНЗОЛА | 1999 |
|
RU2164907C1 |
| СПОСОБ ОЧИСТКИ БЕНЗОЛА ОТ НЕПРЕДЕЛЬНЫХ УГЛЕВОДОРОДОВ | 1999 |
|
RU2157360C1 |
| СПОСОБ ОЧИСТКИ БЕНЗОЛА ОТ ПРИМЕСЕЙ ПРЕДЕЛЬНЫХ И НЕПРЕДЕЛЬНЫХ УГЛЕВОДОРОДОВ | 1999 |
|
RU2155176C1 |
| СПОСОБ ОЧИСТКИ БЕНЗОЛА ОТ ТИОФЕНА | 2000 |
|
RU2174504C1 |
| СПОСОБ ОЧИСТКИ БЕНЗОЛА ОТ ТИОФЕНА | 1999 |
|
RU2155177C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИЦИКЛОПЕНТАДИЕНА | 1999 |
|
RU2164910C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗОЛА | 2005 |
|
RU2291892C1 |
| Способ глубокой очистки бензола от тиофена | 2021 |
|
RU2773400C1 |
| Способ очистки бензола и бензольной фракции от сернистых и непредельных соединений | 2021 |
|
RU2764737C1 |
| СПОСОБ ОЧИСТКИ БЕНЗОЛА ОТ ТИОФЕНА ЭКСТРАКТИВНОЙ РЕКТИФИКАЦИЕЙ С ДИМЕТИЛФОРМАМИДОМ В ОДНОЙ СЛОЖНОЙ КОЛОННЕ С БОКОВОЙ УКРЕПЛЯЮЩЕЙ СЕКЦИЕЙ | 2016 |
|
RU2619593C1 |


Предлагается способ очистки бензола от непредельных углеводородов и тиофена путем экстрактивной ректификации с диметилформамидом при подаче на очистку сырья нефтяного и сырья коксохимического происхождения одновременно при их массовом соотношении 2,5-3,5 : 1 и последующей обработкой выводимого в паровой фазе целевого продукта перемешиванием при 35-45°С, числе Рейнольдса 15000-45000 и в присутствии каталитических количеств серной кислоты. Технический результат - повышение выхода, улучшение глубокой очистки бензола от тиофена и непредельных углеводородов. 1 ил., 4 табл.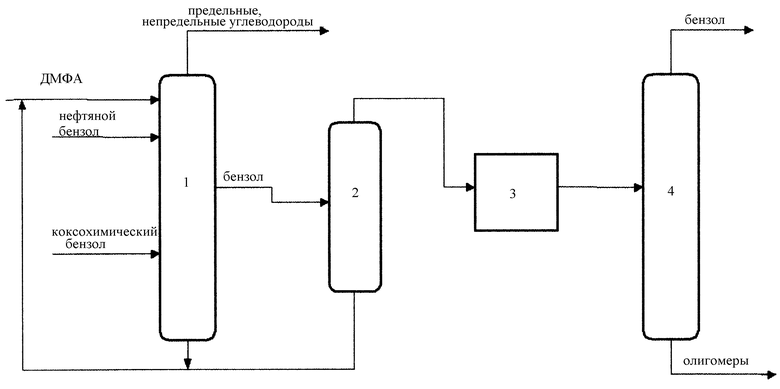
Способ очистки бензола от непредельных углеводородов и тиофена, отличающийся тем, что очистку проводят путем экстрактивной ректификации с диметилформамидом, в качестве сырья используют бензол нефтяного и коксохимического происхождения при их массовом соотношении 2,5 - 3,5 : 1, а выводимый в паровой фазе между местами вывода компонентов сырья целевой продукт подвергают обработке при 35 - 45oС, числе Рейнольдса 15000 - 45000, в присутствии каталитических количеств серной кислоты с последующей отгонкой очищенного бензола.
| СУЛИМОВ А.Д | |||
| Производство ароматических углеводородов из нефтяного сырья | |||
| - М.: Химия, 1975, с.42-44 | |||
| СПОСОБ РАЗДЕЛЕНИЯ СМЕСЕЙ ЖИДКИХ УГЛЕВОДОРОДОВ | 0 |
|
SU168637A1 |
| Способ очистки бензола от примесей насыщенных углеводородов | 1974 |
|
SU510464A1 |
| Способ выделения бензола из высокоароматизированного сырья | 1982 |
|
SU1078837A1 |

