Изобретение относится к области машиностроения и может быть использовано в термических цехах.
Известна установка для закалки листов, содержащая нижнюю прижимную плиту, верхнюю прижимную плиту, силовые пневмоцилиндры и направляющие перемещения верхней плиты (SU, а.с. 423856, C 21 D 1/62, C 21 D 9/46, 1972).
Недостатком рассматриваемой установки является местное "подстуживание" листа, возникающее до момента подачи охлаждающей жидкости, приводящее к неравномерной закалке листа в местах его первоначального зажима. Неравномерное первоначальное зажатие листа возникает из-за перекоса верхней плиты относительно нижней плиты при ее опускании по коротким направляющим и из-за неравномерного движения силовых пневмоцилиндров.
Наиболее близким к предлагаемому техническому решению является устройство закалочное, предназначенное для закалки листов. Устройство закалочное состоит из неподвижной нижней плиты, верхней прижимной плиты, силовых гидроцилиндров шарнирно соединенных с плитами, направляющих для перемещения верхней плиты и механизма стабилизации положения верхней плиты. Механизм стабилизации состоит из валов, закрепленных на каждой боковой стороне верхней плиты. На концах валов жестко закреплены зубчатые колеса, взаимодействующие с зубчатыми рейками, жестко закрепленными на направляющих (чертеж 9981 - 058 СБ, лист 1, 8, RU, Екатеринбург, предприятие ОАО "УралНИТИ", 1980 г.) - прототип.
Такое закалочное устройство применяется преимущественно для закалки тонких листов.
Недостатком известного закалочного устройства является невысокая надежность при закалке в нем деталей различной толщины.
Это объясняется следующим: с увеличением толщины закаливаемых листов необходимо увеличивать усилие гидроцилиндров, сжимающих плиты. Возможные перекосы верхней плиты исключаются за счет обкатывания зубчатых колес по зубчатым рейкам, но валы при этом воспринимают возрастающее с увеличением толщины закаливаемых листов усилие гидроцилиндров. При закалке листов толщиной 80 . .. 100 мм фактические требуемые усилия зажатия достигают величины 1500 ... 2000 тс, что приводит к разрушению механизма стабилизации подобной конструкции.
Задача, на решение которой направлено данное изобретение, заключается в создании надежного устройства для закалки листовых деталей.
Технический результат, который будет достигнут от использования данного изобретения, позволит исключить поломку механизма стабилизации положения верхней плиты.
Технический результат достигается тем, что в устройстве для закалки листовых деталей, содержащем нижнюю неподвижную плиту, верхнюю подвижную плиту и механизм стабилизации положения верхней плиты, механизм стабилизации выполнен в виде вала, установленного на верхней подвижной плите. К концам вала жестко закреплены двуплечие рычаги. Плиты между собой соединены двумя парами двузвенных рычажных механизмов, а концы двуплечих рычагов шарнирно соединены распорками со средними шарнирами двузвенных рычажных механизмов. При этом распорки могут быть выполнены в виде гидроцилиндров.
Сущность изобретения заключается в конструктивном выполнении механизма стабилизации устройства для закалки листовых деталей.
Такое конструктивное выполнение механизма стабилизации позволяет верхней плите опускаться для зажима деталей и подниматься в исходное положение строго параллельно нижней плите. При аварийных ситуациях и возникновении в элементах механизма стабилизации усилий, которые могут привести к его поломке, распорки, выполненные в виде гидроцилиндров, под действием этих усилий изменяют свою длину, стравливая масло из своих поршневых полостей в бак силовой гидростанции, питающей их. При этом верхняя плита перекашивается относительно нижней без поломки механизма стабилизации.
В результате вышеизложенного увеличивается надежность устройства в целом.
Из анализа технической и патентной литературы заявленная совокупность признаков не выявлена, что позволяет сделать вывод о соответствии заявленного технического решения критерию "новизна" и "изобретательский уровень".
Изобретение поясняется чертежами, где:
на фиг. 1 изображен общий вид устройства;
на фиг. 2 - вид А с фиг. 1;
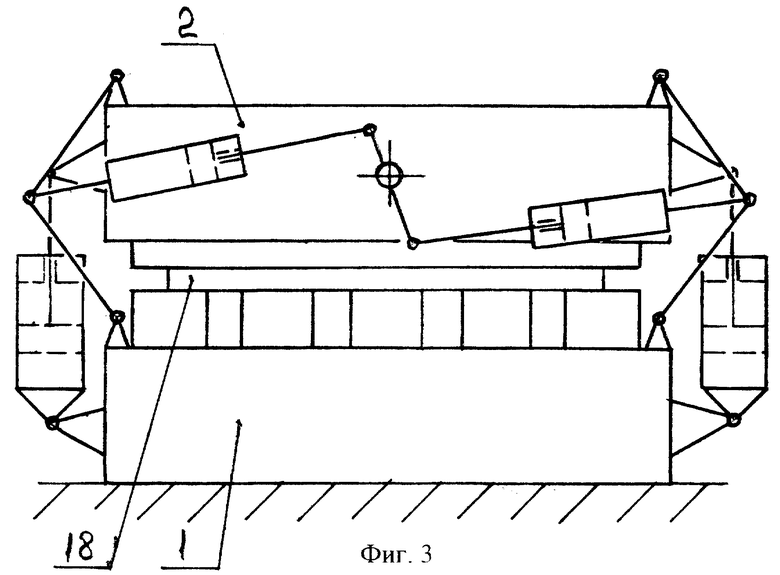
на фиг. 3 - устройство в момент зажима детали;
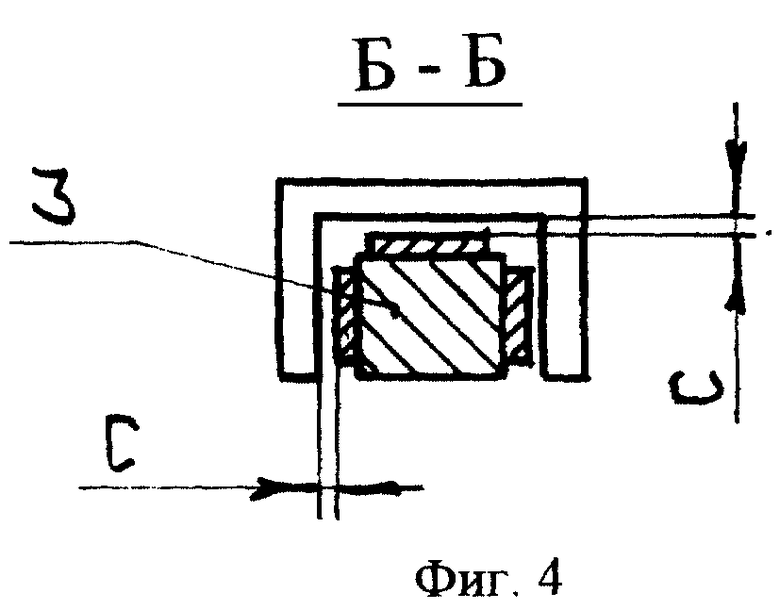
на фиг. 4 - разрез Б-Б с фиг. 1;
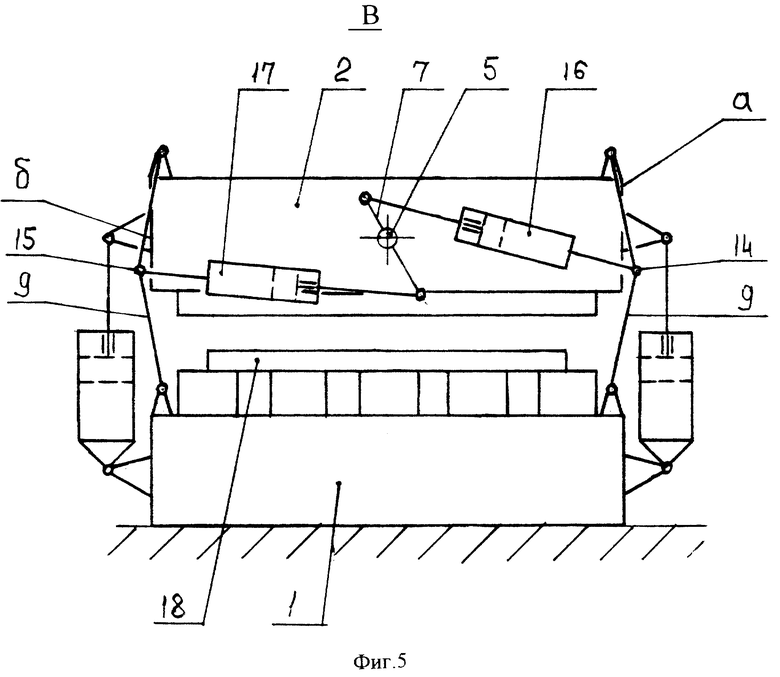
на фиг. 5 - вид B с фиг. 1;
на фиг. 6 - устройство при перекосе верхней подвижной плиты при аварийной ситуации.
Устройство содержит неподвижную нижнюю плиту 1 со спрейерной системой подачи охлаждающей жидкости, подвижную верхнюю плиту 2 со спрейерной системой подачи охлаждающей жидкости, направляющие 3 перемещения верхней подвижной плиты 2. Направляющие 3 ограничивают поперечное и продольное смещение верхней подвижной плиты 2 относительно нижней плиты 1. Однако наличие зазора "c" в направляющих (фиг. 4) не ограничивает перекос верхней подвижной плиты 2 относительно нижней плиты 1 при аварийных ситуациях.
Силовые гидроцилиндры 4 шарнирно соединены с плитами 1 и 2. Устройство содержит также механизм стабилизации положения верхней плиты 2. Механизм стабилизации состоит из вала 5, установленного на верхней подвижной плите 2. К концам вала 5 жестко закреплены двуплечие рычаги 6 и 7. Плиты 1 и 2 соединены двумя парами двузвенных рычажных механизмов 8 и 9. Концы рычага 6 соединены со средними шарнирами 10, 11 пары двузвенных рычажных механизмов 8 гидроцилиндрами 12, 13, а концы рычага 7 соединены со средними шарнирами 14, 15 пары двузвенных рычажных механизмов 9 гидроцилиндрами 16, 17. В поршневые полости гидроцилиндров 12, 13, 16, 17 постоянно подводится давление от силовой гидростанции (не показано).
Изобретение осуществляется следующим образом.
В исходном положении верхняя плита 2 находится в крайнем верхнем положении под действием силовых гидроцилиндров 4, в поршневые полости которых подается масло от силовой гидростанции.
Закаливаемая деталь 18 внешним загрузочным устройством (не показано) укладывается на опорную поверхность 19 нижней плиты 1.
Силовые гидроцилиндры 4 переключаются на слив масла из поршневых полостей в бак силовой гидростанции через дроссель (не показано), ограничивающий скорость опускания верхней плиты 2. При этом верхняя плита своим весом выжимает масло из поршневых полостей гидравлических цилиндров 4 и опускается по направляющим 3 до контакта с закаливаемой деталью 18.
При опускании верхней плиты 2 звенья каждой пары двузвенных рычажных механизмов 8, 9 поворачиваются в шарнирах крепления их к плитам 1 и 2. Распорки 12, 13 и 16, 17, выполненные в виде гидроцилиндров, не изменяют свою длину, а вал 5 с рычагами 6, 7 поворачивается на угол, определяемый ходом средних шарниров 10, 11, 14, 15 двузвенных рычажных механизмов 8 и 9 в зависимости от величины перемещения верхней плиты 2.
После опускания верхней плиты 2 на деталь 18 подают давление от силовой гидростанции в штоковую полость гидроцилиндров 4, происходит силовой зажим детали, после чего в спрейерные системы плит 1 и 2 подается закаливающая жидкость и происходит закалка детали. После окончания процесса закалки в поршневые полости гидроцилиндров 4 подается масло от силовой гидростанции и плита 2 поднимается в свое верхнее положение. При этом элементы механизма стабилизации также возвращаются в свое исходное положение. Деталь извлекается внешним загрузочным устройством.
Если при опускании плиты 2 происходит задержка истечения жидкости из силовых гидроцилиндров 4 с одной стороны верхней плиты 2, например "а" (фиг. 2 и 5), или возникает неравномерное трение в направляющих 3, например повышенное со стороны "а" верхней плиты 2, то верхняя плита 2 будет стремиться первоначально опуститься на деталь 18 противоположной своей стороной "б". При этом двузвенные рычажные механизмы 8 и 9 стороны "б" будут стремиться складываться и через распорки 13 и 17 своей стороны начнут тянуть двуплечие рычаги 6 и 7, которые будут стремиться повернуться вместе с валом 5 и своими противоположными плечами начнут давить через противоположные распорки 12 и 16 на средние шарниры 10 и 14 двузвенных рычажных механизмов 8 и 9 со стороны "а" и, тем самым, стремиться привести их в то же положение, что и со стороны "б". В результате чего верхняя плита 2 остается параллельной своему исходному положению и нижней плите 1. Если при подъеме верхней плиты 2 силовые цилиндры 4 одной стороны, например "а", стремятся двигаться быстрее гидроцилиндров стороны "б", например, из-за разности сопротивления на их штоках, то двузвенные рычажные механизмы 8 и 9 стороны "а" будут стремиться распрямиться и, воздействуя через распорки 12 и 16 на рычаги 6 и 7, будут тянуть распорки 13 и 17, воздействуя через них на двузвенные рычажные механизмы 8 и 9 стороны "б", стремясь привести их в то же положение, что и со стороны "а". В результате этого штоки гидроцилиндров 4 стороны "а" дополнительно нагружаются за счет сопротивления механизма стабилизации перекосу верхней плиты 2. В результате чего жидкость из силовой гидростанции будет поступать в гидроцилиндры 4 менее нагруженной стороны "б" и верхняя плита 2 примет положение, параллельное нижней плите 1.
При возникновении аварийной ситуации, например, при несимметричном поперечном расположении детали 18 между плитами 1 и 2 (фиг. 6), зажим плит силовыми гидроцилиндрами 4 приводит к перекосу верхней плиты 2 относительно нижней плиты 1, которая перекашивается в пределах зазора "с" направляющих 3. При этом в распорках 12 и 16 со стороны опущенной части плиты возникают растягивающие усилия, а в распорках 13 и 17 со стороны поднятой части верхней плиты 2 - сжимающие усилия. Растягивающие усилия в распорках 12 и 16, выполненных в виде гидроцилиндров, реактируются упором поршней 20 гидроцилиндров 12 и 16 в их передние крышки 21. При этом длина распорок 12 и 16 не изменяется.
Перемещаясь вместе с шарнирами 10 и 14 двузвенных рычажных механизмов 8 и 9 распорки 12 и 16 поворачивают двуплечие рычаги 6 и 7 с валом 5 на угол, зависящий от величины перекоса плиты 2.
Сжимающие усилия в распорках 13 и 17 со стороны поднятой части плиты 2 возникают из-за встречного движения шарниров 11 и 15 двузвенных рычажных механизмов 8 и 9 со стороны поднятой части плиты 2 и соответствующих шарниров рычагов 6 и 7 из-за их поворота от действия противоположных распорок 12 и 16. При этом сжимающие усилия превышают толкающие усилия противодействия этих распорок - гидроцилиндров 13 и 17 от подачи в них жидкости из силовой гидростанции.
В результате чего эти гидроцилиндры 13, 17 сжимаются, выдавливая масло из своих поршневых полостей 22 обратно в силовую гидростанцию, а механизм стабилизации предохраняется от разрушения от перекашивающего действия силовых гидроцилиндров 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ СТАБИЛИЗАЦИИ ПОЛОЖЕНИЯ ВЕРХНЕЙ ПЛИТЫ ЗАКАЛОЧНОГО УСТРОЙСТВА | 2011 |
|
RU2473705C2 |
| НАЖИМНОЕ УСТРОЙСТВО | 1998 |
|
RU2167755C2 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| РАССАДОПОСАДОЧНАЯ МАШИНА | 2000 |
|
RU2199201C2 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| СИСТЕМА УПРАВЛЕНИЯ НАЖИМНЫМ УСТРОЙСТВОМ ПРОКАТНОГО СТАНА | 1994 |
|
RU2124405C1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ УПРУГОГО ЭЛЕМЕНТА | 2000 |
|
RU2194964C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| АСИММЕТРИЧНЫЙ ТОКОПРИЕМНИК ДЛЯ ЭЛЕКТРИЧЕСКОГО ПОДВИЖНОГО СОСТАВА | 2000 |
|
RU2194630C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ИЗДЕЛИЙ РАСТЯЖЕНИЕМ | 1998 |
|
RU2163176C2 |


Изобретение относится к области машиностроения и может быть использовано в термических цехах. Технический результат изобретения - исключение поломки механизма стабилизации, который достигается за счет того, что в устройстве, содержащем нижнюю неподвижную и верхнюю подвижную плиты и механизм стабилизации верхней плиты, последний выполнен в виде уравновешивающего вала (УВ). УВ установлен на верхней подвижной плите, а к его концам жестко прикреплены двуплечие рычаги. Плиты соединены между собой двумя парами двузвенных рычажных механизмов. Концы двуплечих рычагов шарнирно соединены распорками (гидроцилиндрами) со средними шарнирами двузвенных рычажных механизмов. 1 з.п. ф-лы, 6 ил.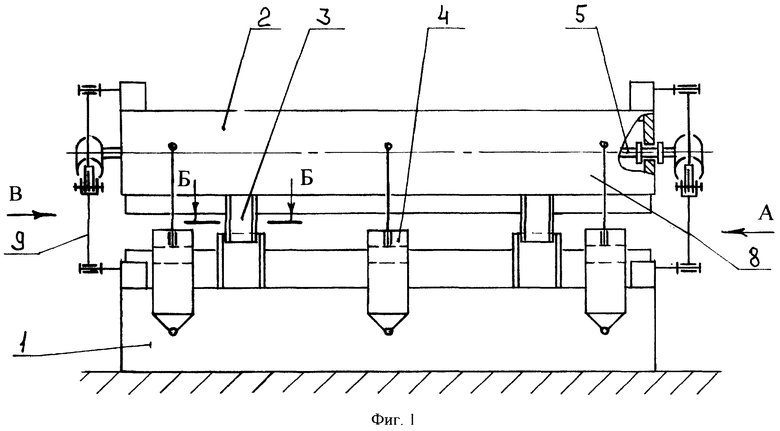
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| RU Екатеринбург | |||
| Предприятин ОАО "Урал НИТИ" | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| ШТАМП ДЛЯ ЗАКАЛКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 0 |
|
SU200612A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ ЛИСТОВ | 1972 |
|
SU423856A1 |
| Устройство для закалки листового проката | 1976 |
|
SU611941A1 |
| Установка для охлаждения металли-чЕСКОгО лиСТА | 1978 |
|
SU837330A3 |

