Известна установка для закалки листов, содержащая печь для нагрева, охлаждающий пресс и механизм загрузки, выполненный в виде реек, приводимых в действие с помощью кулачков.
Недостатком известной установки является коробление закаливаемых листов.
С целью уменьшения коробления закаливаемых листов и повышения качества их закалки механизм загрузки состоит из роликового конвейера, раснолол енного параллельно прижимным плитам пресса, и набора одинаковых, параллельно расположенных гибких элементов, имеющих приводные барабаны и натяжные устройства и пересекающих роликовый конвейер и прижимные плиты, замкнутых с приводным барабаном и натяжным устройством, а нижняя плита имеет пазы для утапливания гибких элементов при прижиме плит.
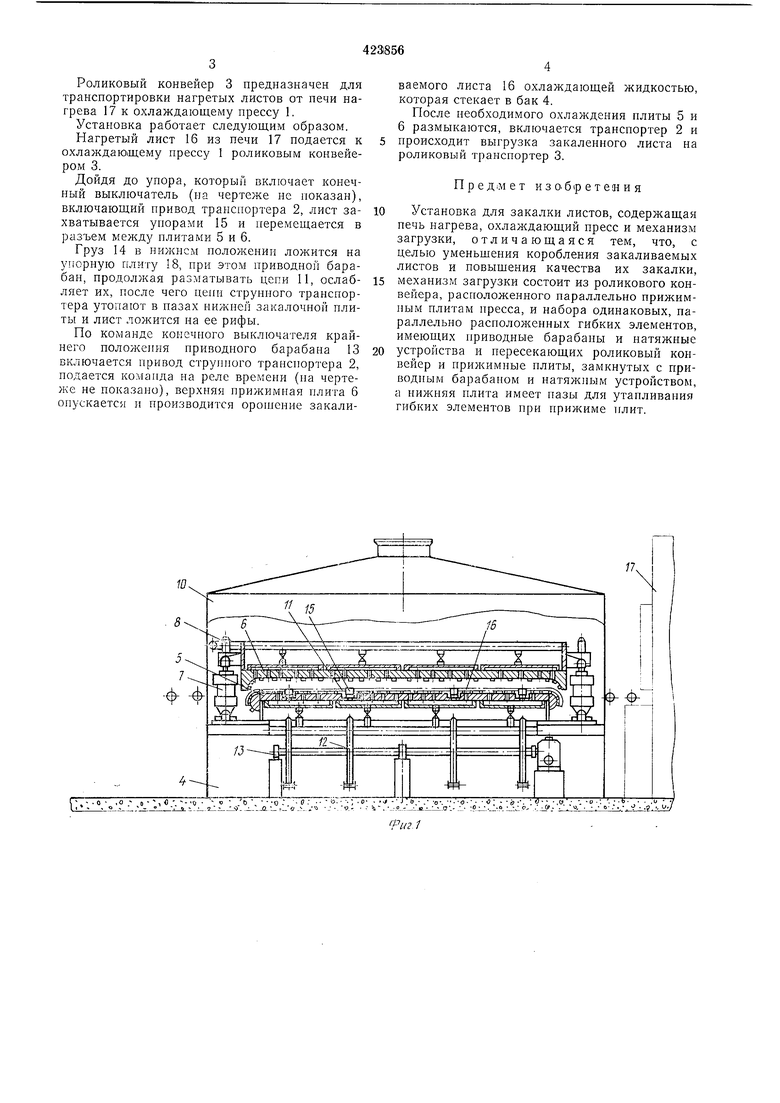
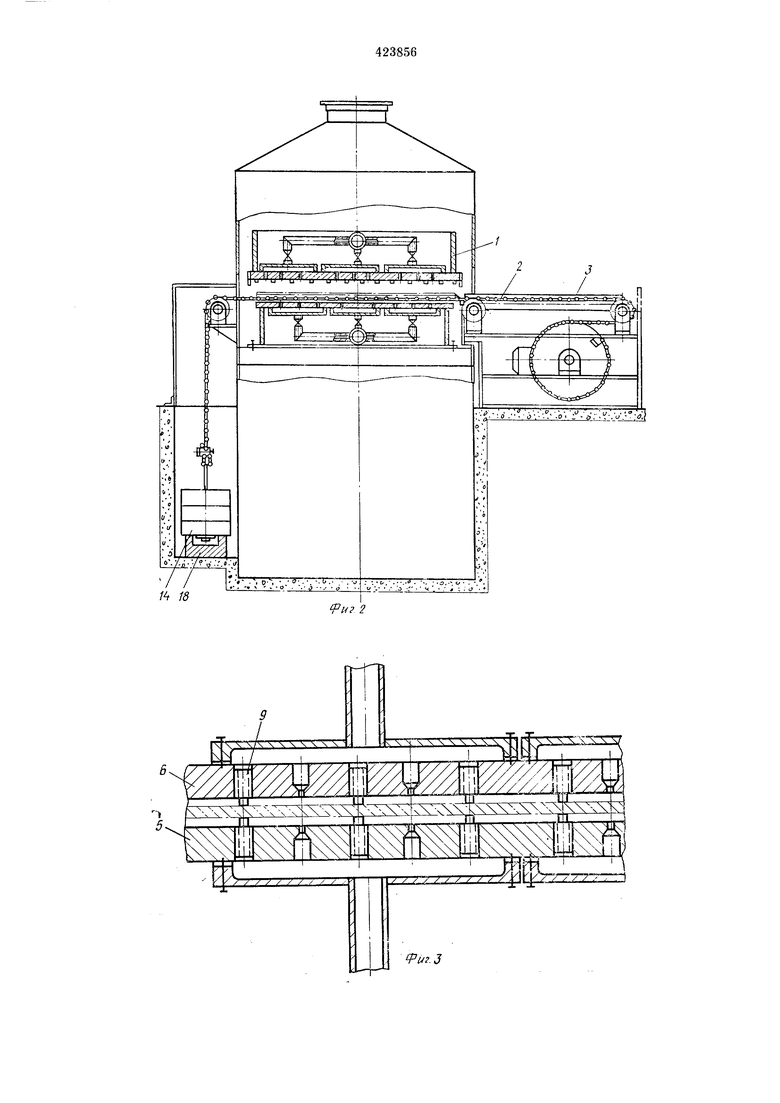
На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - схема расположения плит и закаливаемых листов.
Установка (см. фиг. 2) состоит из охлаждающего пресса 1, струнного транспортера 2 и роликового конвейера 3.
Пресс 1 состоит из бака 4 (резервуара охлаждающей жидкости) и нижней 5 и верхней 6 прижимных плит, причем нижняя плита смонтирована на баке неподвижно, а верхняя плита через силовые пневмоцилиндры 7 шарнирно соединена с нижней плито11.
Кроме того, верхняя плита спосоона перемещаться относительно нижиеп плиты по направляющим 6.
Прижимные плиты 5 и 6 и.меюг спреиерную систему (фиг. ), разделенную на несколько камер, позволяющих орошать или отдельные участки, или всю рабочую поверхпость прижимных плит.
У прижимных плит представляют собой, например, ообышки, вверну 1ые в резьОовые отверстия плит и зафиксироваппые от с поворота, или полученные фрезерованием или строганием плит.
«...верху пресс закрьп кожухом 10.
Транспортер 2 представляет co6oii набор параллельно расположенных, например, втулочно-роликовых цепей 11 одинаковой длины,
0 каждая из которых имеет звездочку 12 приводного барабана 13 и натяжное устройство 14, например грузовое, приче.м каждая цепь оснащена двумя упорами 15, предназначенными для захватывания закаливаемых лис5тов 16.
В натянуто.м состоянии уровень цепей находится выше рабочей плоскости нижней плиты 5, а в ослабленном состоянии цепи утоплены 0 заподлицо в ее специальных пазах.
Роликовый конвейер 3 предназначен для транспортировки нагретых листов от печи нагрева 17 к охлаждающему прессу 1.
Установка работает следующим образом.
Нагретый лист 16 из печи 17 подается к охлаждающему прессу 1 роликовым конвейером 3.
Дойдя до упора, который включает конечный выключатель (на чертеже не показан), включающий привод транспортера 2, лист захватывается упорами 15 и перемещается в разъем между плитами 5 и 6.
Груз 14 в нижнем положении ложится на упорную плиту 18, при этом приводной барабан, продолжая разматывать цепи 11, ослабляет их, после чего цепи струнного транспортера утопают в пазах пижпей закалочпой плиты и лист ложится на ее рифы.
По команде конечного выключателя крайнего положения приводного барабана 13 включается привод стругпюго транспортера 2, подается команда на реле времени (на чертеже не показано), верхняя нрижимпая плита 6 опускается и производится орон.ение закаливаемого листа 16 охлаждающей жидкостью, которая стекает в бак 4.
После необходимого охлаждения плиты 5 и 6 размыкаются, включается транспортер 2 и происходит выгрузка закаленного листа на роликовый транспортер 3.
П р е д iM е т и з о б р е т е н и я
Установка для закалки листов, содержащая печь нагрева, охлаждающий пресс и механизм загрузки, отличающаяся тем, что, с целью уменьшения коробления закаливаемых листов и повышения качества их закалки,
механизм загрузки состоит из роликового конвейера, расположенного параллельно прижимным плитам пресса, и набора одинаковых, параллельно расположенных гибких элементов, имеющих приводные барабаны и натяжные
устройства и нересекающих роликовый конвейер и прижимные плиты, замкнутых с приводным барабаном и натяжным устройством, а нижняя плита имеет пазы для утанливания гибких элементов при прижиме тглит.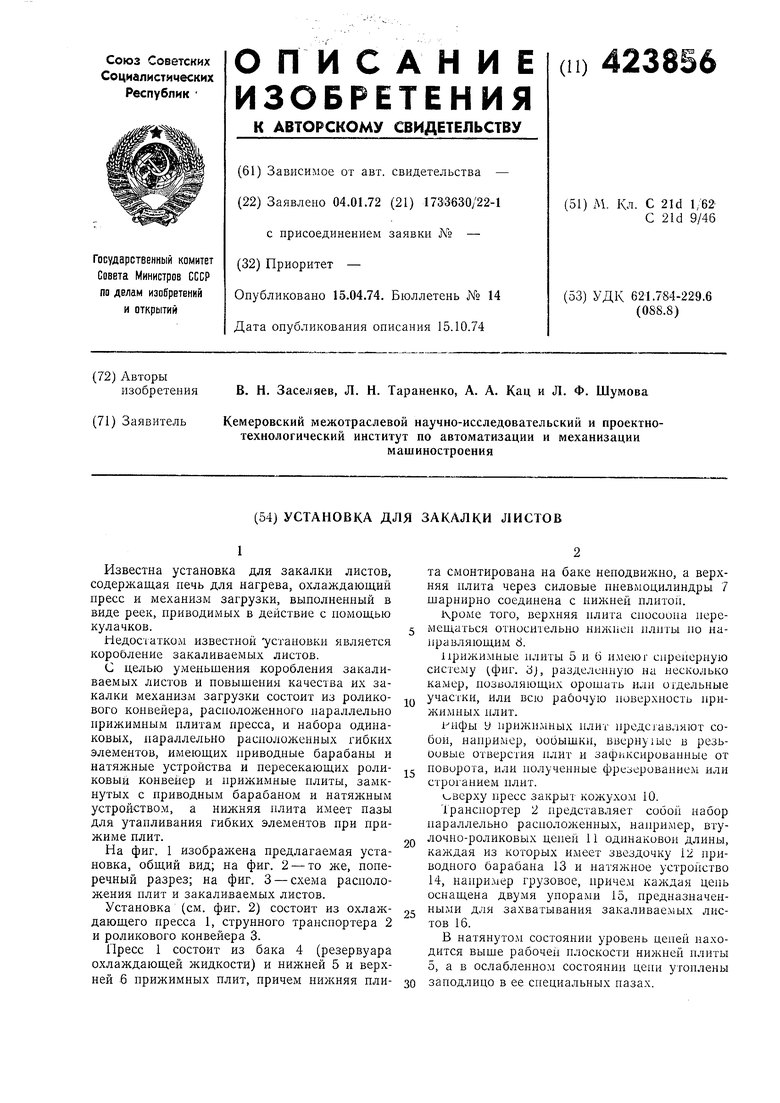
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки листового проката | 1976 |
|
SU611941A1 |
| УСТАНОВКА ДЛЯ УСАДКИ РПЗИНОВЫХ ПЛАСТИН | 1967 |
|
SU196296A1 |
| ПЕЧЬ ДЛЯ ХЛЕБА НАЦИОНАЛЬНЫХ СОРТОВесЕСоюзнАПibU'?KT^-'Da:::';::'^^ | 1972 |
|
SU323111A1 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| Установка для закалки крупногабаритных листов | 1991 |
|
SU1782244A3 |
| СИСТЕМЫ И СПОСОБЫ ЭКСТРУЗИОННОГО ПРЕССОВАНИЯ | 2013 |
|
RU2669736C2 |
| Пресс для закалки листовых деталей | 1975 |
|
SU616296A1 |
| БИБЛИОТЕКА J | 1972 |
|
SU327257A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Установка для закалки металлических изделий | 2017 |
|
RU2678720C1 |
-г--: оТ. .; .о J - JB,- . -а: о-- 1; а . .«; -.о. ; -
.,s.-./-juij :.j-..-ч -).- 1-.. .:.i. --. н- -.
„..а
