Изобретение относится к обработке металла давлением, а именно к автоматизации непрерывного стана холодной прокатки полосы.
Толщина полосы в какой-либо клети непрерывного стана холодной прокатки регулируется одновременным воздействием на относительную скорость данной и всех последующих клетей по результатам измерения относительного отклонения (от заданного значения) толщины полосы после клети. Регулирование толщины должно быть предельно быстродействующим. Такое регулирование сопровождается резкими изменениями натяжения полосы перед клетью, способными порвать полосу (как из-за чрезмерного, так и из-за недостаточного ее натяжения). Необходимо ограничение пределов изменения натяжения.
В настоящее время такую максимальную защиту полосы реализуют автономными ограничителями натяжения, самостоятельно (независимо от регулирования толщины полосы) воздействующими на скорость данной и всех последующих клетей при недопустимом изменении натяжения полосы перед клетью. При этом и ограничитель натяжения и регулятор толщины действуют одинаково, но в разные стороны - регулятор отрабатывает возмущения толщины, возмущая натяжение, а ограничитель отрабатывает натяжение, возмущая толщину. Вместе они, мешая друг другу, действовать не могут. Приоритет отдается ограничителю натяжения - если он сработал, то регулятор толщины блокируется /1/.
Однако полная блокировка регулятора толщины на период срабатывания ограничителя натяжения (а этот период может быть продлен ради надежности максимальной защиты) снижает эффективность регулирования толщины.
Технический результат - повышение эффективности и надежности регулирования толщины полосы.
Технический результат достигается за счет того, что устройство ограничения регулирования толщины полосы на многоклетевом непрерывном стане холодной прокатки, содержащее измеритель отклонения натяжения полосы перед клетью, соединенный со входом блока зоны нечувствительности, систему управления скоростью валков клети, снабжено измерителем отклонения от заданного значения толщины полосы после клети и элементом сравнения, причем измеритель отклонения толщины соединен прямой связью с системой управления скоростью валков клети, которая охвачена положительной запаздывающей обратной связью, выход блока зоны нечувствительности введен в прямую связь через элемент сравнения.
На чертеже изображена структурная схема предельно быстродействующего регулятора толщины с отсечкой по натяжению полосы. Изображена i-я клеть 1 посреди непрерывного стана холодной прокатки с измерителем относительного отклонения толщины 2 после клети и с измерителем удельного отклонения натяжения 3 перед клетью (близкое по своему действию к относительному отклонению толщины). Предельно быстродействующий регулятор выполнен как прямое воздействие (прямая связь 4 выхода измерителя толщины 2 с воздействием на скорость валков данной (1) и всех последующих клетей), охваченная положительной обратной связью 6 через блок регулируемого запаздывания 7 (задерживающий обратную связь 6 на время запаздывания в стане Т3 измерения 2 результата регулирующего воздействия 5), связанного со скоростью полосы Vi, измеренной тахогенератором 8. Измеритель отклонения растяжения 3 через зоны нечувствительности 9 и через элемент сравнения 10 введен в прямую связь 4.
Предлагаемый регулятор действует следующим образом. Измеренное 2 возмущение толщины полосы воздействует через прямую связь 4 на скорость i-й клети (1) в сторону отработки возмущения. Результат отработки перемещается полосой к точке измерения 2 со скорость Vi и с этой же скоростью и к этой же точке перемещается блоком 7 регулирующее воздействие 5. В результате сложения ошибки отработки с воздействием в прямой связи 4 поддерживается возмущение, бывшее ранее на одно запаздывание стана T3. Если вызванное воздействием 5 отклонение натяжения перед i-й клетью превысит пределы зоны нечувствительности 9, то это превышение через элемент сравнения 10 вводится в прямую связь 4, прекращая рост скорости клети и, следовательно, рост натяжения полосы перед ней. Соответственно прекращается отработка возмущения толщины, оставляя повышенную ошибку регулирования, обеспечивая сохранение возмущения в прямой связи 4. Таким образом происходит одновременно ограничение регулирования толщины полосы после клети и ограничение роста ее натяжения перед клетью. При этом не прерывается непрерывной контроль и за толщиной и за натяжением.
Литература
1. Б.Н.Дралюк, Г.В.Синайский и др. Устройство ограничения регулируемого параметра, а.с. 737046, Бюллетень N 20, 1980 г.
Изобретение относится к области обработки металла давлением. Технический результат - повышение эффективности и надежности регулирования толщины полосы. Регулирование толщины полосы в клетях непрерывного стана холодной прокатки сопровождается изменением натяжения полосы перед клетью. Регулирование толщины должно быть предельно быстродействующим вследствие весьма высокой скорости полосы. Такое регулирование возможно только в ограниченных пределах изменения натяжения полосы. Предлагается это ограничение выполнить как отсечку действия регулятора толщины полосы по ее натяжению. Устройство ограничения регулирования согласно изобретению содержит измеритель отклонения натяжения полосы перед клетью, соединенный со входом блока зоны нечувствительности, систему управления скоростью валков клети. Устройство также содержит измеритель отклонения от заданного значения толщины полосы после клети и элемент сравнения. Измеритель отклонения толщины полосы соединен прямой связью с системой управления скоростью валков клети, которая охвачена положительной запаздывающей обратной связью, а выход блока зоны нечувствительности введен в прямую связь через элемент сравнения. 1 ил.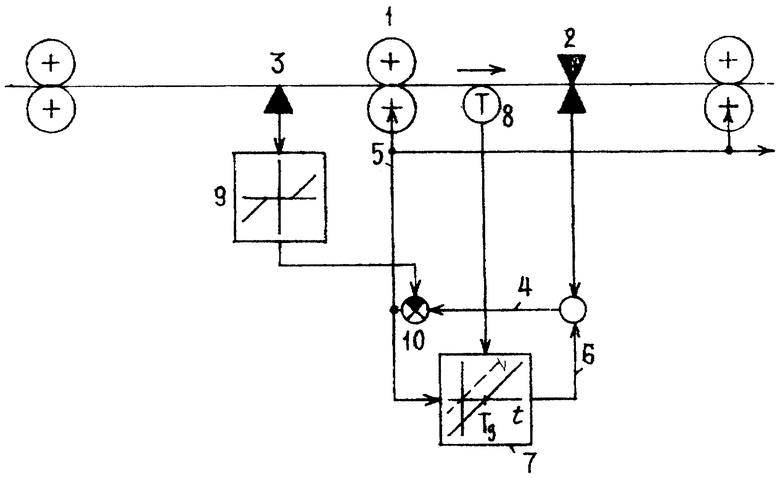
Устройство ограничения регулирования толщины полосы на многоклетевом непрерывном стане холодной прокатки, содержащее измеритель отклонения натяжения полосы перед клетью, соединенный со входом блока зоны нечувствительности, систему управления скоростью валков клети, отличающееся тем, что оно снабжено измерителем отклонения от заданного значения толщины полосы после клети и элементов сравнения, причем измеритель отклонения толщины соединен прямой связью с системой управления скоростью валков клети, которая охвачена положительной запаздывающей обратной связью, выход блока зоны нечувствительности введен в прямую связь через элемент сравнения.
| Устройство ограничения регулируемого параметра | 1978 |
|
SU737046A1 |
| US 5653137 А, 05.08.1997 | |||
| DE 4410960 А1, 02.11.1995 | |||
| Устройство для поддержания уровня воды в бьефе гидротехнического сооружения | 1977 |
|
SU684090A1 |

