Способ относится к обработке металла давлением, а именно к управлению обжатием полосы при холодной прокатке.
Известна формула Головина-Симса для холодной прокатки полосы в одиночной клети
H=S+KpP, (1)
где Н - толщина полосы, мм,
S - положение нажимных устройств клети, мм,
Р - давление полосы на клеть, тн,
Кр - коэффициент упругости клети, мм/тн.
Выражение (1) справедливо и для приращения этих параметров:
ΔH = ΔS+KpΔP. (2)
Поэтому в одиночной клети толщиной полосы и, следовательно, ее обжатием управляют изменением положения нажимных устройств с учетом упругого растяжения клети под действием давления. При отсутствии измерителя толщины ее возможно вычислить по формуле (1), а если установить нули приращения положения и давления при заданной толщине, то можно контролировать отклонение толщины от заданной измерением перемещения нажимных устройств с поправкой на изменение давления (2).
Однако клети непрерывного стана холодной прокатки полосы (кроме 1-й клети), взаимодействуя через натянутую полосу, приобретают свойства, отличные от свойств одиночной клети, подчиняясь условию равенства в них секундного объема полосы, - толщину полосы в клети определяет в основном только ее скорость, а натяжение полосы на входе в нее зависит от давления в ней (перемещение ее нажимных устройств и, следовательно, изменение ее давления влияет в основном только на это натяжение).
Поставлена задача найти косвенный способ контроля толщины полосы без ее непосредственного измерения для некрайних (внутренних) клетей стана, не требующих особой точности.
Предлагается использовать обычную стабилизацию натяжения полосы на входе в клеть воздействием на ее давление. В этих условиях предлагается контролировать отклонение толщины полосы в клети только по отклонению давления (без учета изменения положения нажимных устройств).
Дело в том, что стабильность межклетевого натяжения означает равенство секундных объемов полосы в смежных клетях, а отклонение при этом давления в последующей из клетей означает либо возмущение толщины поступающей в нее полосы, либо воздействие на толщину полосы в ней:
- возмущение толщины. В условиях стабильного натяжения отклонение давления означает, что проявилось возмущение толщины подката, не нарушевшее равенство секундных объемов полосы смежных клетей (гарантированное стабилизацией натяжения). Следовательно
ΔH = KHΔP; (3)
- воздействие на толщину.
Воздействие на толщину полосы в клети возможно только за счет изменения скорости полосы, вызывающее возмущение натяжения полосы на входе в нее (либо изменением скорости данной и всех последующих клетей, либо изменением скорости всех предыдущих клетей). Стабилизация натяжения изменит давление в клети ровно на столько, на сколько требуется изменить толщину полосы для сохранения равенства секундного объема. Следовательно
ΔH = KVΔP. (4)
Коэффициенты пропорциональности КH и KV зависят от пластичности полосы, которая не измеряется. Зависимость возможно частично скомпенсировать по клети (по наклепу полосы) и по марке стали. Возможные отклонения коэффициентов ограничивают использование предлагаемого способа (3), (4) только для внутренних клетей стана, не требующих точного контроля толщины полосы.
Реализация предлагаемого способа весьма проста - достаточно измерять давление полосы на клеть, установив ноль результата измерения на рабочей скорости прокатки. Измерение положения нажимных устройств не требуется.
Следует подчеркнуть, что регулирующее воздействие на давление по натяжению подразумевает действие нажимных устройств клетей с обратной связью по давлению.
На чертеже приведен пример реализации предлагаемого способа. Внутренняя клеть 1 непрерывного стана холодной прокатки полосы снабжена измерителем 2 отклонения от заданного натяжения полосы на входе в клеть и измерителем 3 отклонения ΔP от установленного значения давления нажимного устройства 4 клети на полосу. Регулятор 5 поддерживает давление на установленном уровне воздействием на нажимное устройство 4 по отклонению ΔP от нуля. Регулятор 6 стабилизирует натяжение полосы на входе в клеть на заданном 2 уровне изменением установленного давления за счет появления его отклонения ΔP. Регулятор 7 толщины полосы клетью 1 воздействует 8 на скорость ее валков (и на скорость валков всех последующих клетей 9 для сохранения воздействия до выхода полосы из стана) по отклонению давления ΔP вместо весьма сложного измерения непосредственно толщины полосы 10. В результате такого тройного регулирования (5, 6 и 7) отработка разнотолщинности полосы реализуется изменением только ее скорости в полном соответствии с основной особенностью непрерывной холодной прокатки - обязательному равенству секундного объема полосы в клетях стана. По предлагаемому способу внутренняя клеть может активно участвовать в исправлении разнотолщинности полосы без ее непосредственного измерения.
Литература
Дружинин Н.Н. Непрерывные станы как объект автоматизации. М., "Металлургия", 1975, с. 253.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛЯТОР МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 2001 |
|
RU2203752C2 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА РЕВЕРСИВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1999 |
|
RU2156667C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА МНОГОКЛЕТЕВОМ СТАНЕ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ | 2000 |
|
RU2194586C2 |
| УСТРОЙСТВО ДЛЯ ОТРАБОТКИ КОЛЕБАНИЙ ТОЛЩИНЫ ПОЛОСЫ ПЕРВОЙ КЛЕТЬЮ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2001 |
|
RU2201823C1 |
| УСТРОЙСТВО ОГРАНИЧЕНИЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА МНОГОКЛЕТЕВОМ НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1998 |
|
RU2156175C2 |
| СПОСОБ НАСТРОЙКИ РЕГУЛИРОВАНИЯ ПО ОТКЛОНЕНИЮ НА ДЕЙСТВУЮЩЕМ ОБЪЕКТЕ | 1998 |
|
RU2155360C2 |
| Способ управления скоростью полосы на непрерывном стане холодной прокатки | 1980 |
|
SU869891A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА РЕВЕРСИВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2578889C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 2001 |
|
RU2207205C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2254944C1 |
Изобретение относится к прокатному производству. Технический результат - упрощение контроля толщины полосы, используемого для управления. Решается задача регулирования толщины прокатываемой полосы во внутренней клети стана (не требующей высокой точности) без непосредственного измерения толщины. Предлагается поддерживать толщину полосы воздействием на скорость полосы по изменению давления в клети. 1 ил.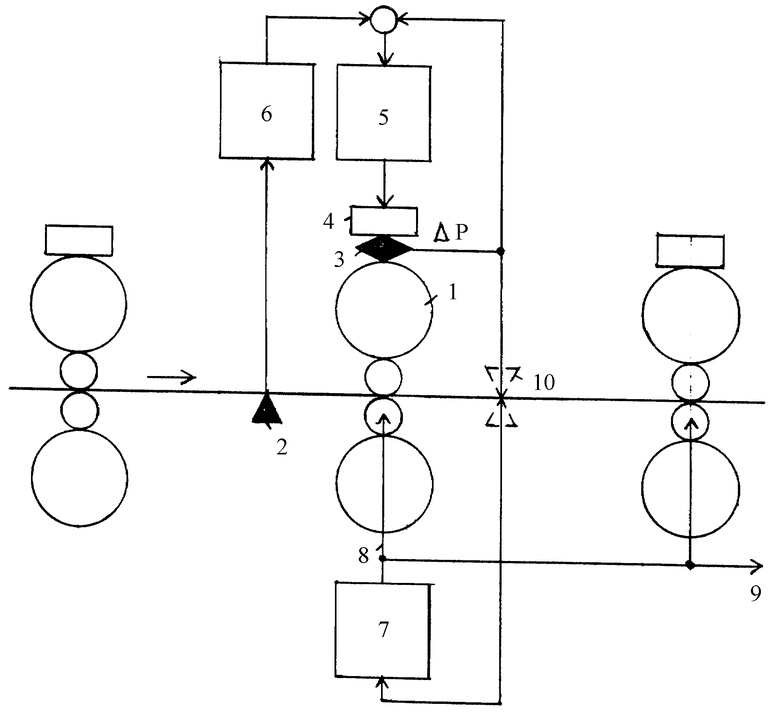
Способ управления внутренней клетью непрерывного стана холодной прокатки полосы, заключающийся в том, что осуществляют стабилизацию натяжения полосы на входе в клеть изменением давления клети на полосу, отличающийся тем, что изменяют скорость полосы в клетях по осуществленному изменению давления в данной клети.
| ДРУЖИНИН Н.Н | |||
| Непрерывные станы как объект автоматизации | |||
| - М.: Металлургия, 1975, с | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| 0 |
|
SU188451A1 | |
| Устройство для формирования ледяных дорог | 1989 |
|
SU1752845A1 |
| ПОДОКОННЫЙ ВЕНТИЛЯЦИОННЫЙ БЛОК ДЛЯ ПРИТОКА НАРУЖНОГО ВОЗДУХА | 2004 |
|
RU2270959C1 |

